

2.3 Выбор методов обработки, оборудования и средств малой
механизации
Механизация и автоматизация процессов швейного производства осуществляется за счет повышения уровня технологической оснащенности путем внедрения современных машин, оборудования ВТО, средств малой механизации, замены ручных операций машинными. Эти пути нашли отражение в данной дипломной работе [19].
Выбранные методы обработки и оборудование отвечают требованиям современной технологии, передовым приёмам труда, способствуют росту производительности труда и снижению себестоимости изготавливаемого изделия.
Для соединения деталей из основного материала предлагается стачивающая универсальная машина DDL-8700-7 «Juki» Япония [41]. Так же применяется высокоскоростная универсальная стачивающая машина с обрезкой края материала DLM-5400N-7 «Juki» Япония. Для втачивания рукава в пройму применяется спец. машина с регулировкой посадки верхнего слоя материала, с микропроцессорным управлением DP-2100SZ «Juki» Япония. Использование данного оборудования обеспечит требуемое качество изделия. Более подробная характеристика применяемого оборудования приведена в таблице 2.10.
Для влажно-тепловых операций внутрипроцессной и окончательной ВТО применяется универсальные столы cерии 2000E фирмы «Rotondi» Milano-Italia консольный гладильный стол с вакуумом и поддувом мощностью 1,1 л.с., с пневматической регулировкой по высоте, возможность присоединения педали с правой или левой стороны, подушка размерами 1400*500*290 мм. Утюги для парогенераторов электропаровые E-EC-11 и РA/U фирмы «Rotondi» Italia, для окончательной и внутрипроцессной ВТО [45].
Характеристика утюжильного оборудования приведена в таблице 2.11.
Для дублирования предложены электрические установки проходного типа фирмы «Rotondi» (таблица 2.12).
Таблица 2.10 – Характеристика швейного оборудования
|
Наименование оборудования Тип, класс, марка оборудования, завод изготовитель |
Тип стежка |
Максимальная длина стежка, мм |
Максимальная частота вращения главного вала, об/мин |
Основные механизмы |
Дополнительные сведения |
|
1 |
3 |
4 |
5 |
6 |
7 |
|
Универсальная стачивающая машина DLM-5400N-7 «Juki» Япония
|
301 |
4 |
4,500 |
отклоняющаяся игла, нож |
Для соединения деталей с регулируемой посадкой и обрезкой края материала
|
|
Универсальная стачивающая машина DDL-8700-7 «Juki» Япония
|
301 |
4 |
5500 |
дифференциальные верхняя и нижняя зубчатые рейки |
Установка, включение/выключение и программирование автоматизированных операций
|
|
Стачивающее-обметочная машина MO-6916R-DD6-300 «Juki» Япония
|
401 |
7 |
7000 |
дифференциальный механизм верхней подачи материала |
Теплосъемник иглы и замасливатель н ити. |
|
Продолжение таблицы 2.10 |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Машина для втачивания рукава в закрытую пройму DP-2100SZ «Juki» Япония
|
301 |
1,5-6,0
|
3500
|
механизмом для передвижения ременной подачи и промежуточным прижимом |
Микро-процессорное управление 99 программ
|
|
Подшивочная машина CB - 641 «Juki» Япония
|
103 |
5,0-8,0 |
2500 |
- |
Для подшивания бортов и низа изделия
|
|
Машина плоского стежка F007J-W122-364 «Siruba» Taiwan
|
406 |
7 |
6.000 |
Нижний зубчатый дифференциальный транспортер |
Расстояние между иглами - 6,4 мм. Набор для подгибки и устройство автоматической обрезки верх. и нижней нити
|
|
Полуавтомат для выполнения закрепок различной формы LK-1900ASH «Juki» Япония
|
304 |
0,1-10 |
3000 |
- |
Головка машины - "сухого типа". 50 форм базовых закрепок, включая форму "полумесяц", "круг" и "радиус", необходимое натяжение нити для каждого участка закрепки
|
|
Окончание таблицы 2.10 |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Полуавтомат для пришивания пуговиц MB-1377 «Juki» Япония
|
107 |
- |
1500 |
механизм затягивания узлов |
Диам. пуговиц 10-28 мм. Число стежков: 8, 16, 32 |
|
Полуавтомат для обметывания петель MEB-3200SS «Juki» Япония
|
404 |
12 |
400 - 2200
|
- |
Длина петли: 10-38 (с обрезкой нити), 10-50 мм (если снять механизм обрезки нити петлителя) |









Таблица 2.11 - Характеристика утюгов и утюжильных столов
|
Марка оборудования, предприятие-изготовитель |
Технологическое назначение |
Температура нагрева, 0С |
Мощность, кВт |
Масса, кг |
Дополнительные сведения |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Утюги для парогенераторов E-EC-11 «Rotondi» Italia
|
Окончательная и внутрипроцессная ВТО |
100-260 |
1,25 |
1,5 |
подошва имеет тефлоновое покрытие |
|
Утюги для парогенераторов РA/U «Rotondi» Italia
|
Внутрипроцессная ВТО |
110-240 |
1,1 |
1,7 |
подошва имеет тефлоновое покрытие
|
|
Окончание таблицы 2.11 |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Универсальный стол 2000E «Rotondi» Italia
|
Окончательная и внутрипроцессная ВТО |
100-160 |
1,1 |
- |
силиконовый коврик под утюг, 230/1/50 |
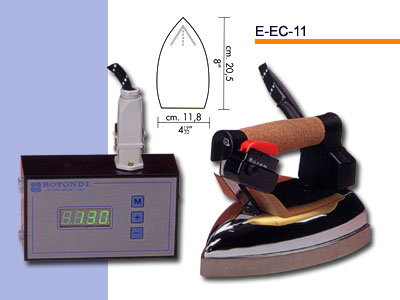


Таблица 2.12 - Оборудование для дублирования
|
Наименование, фирма- изготовитель |
Регулирование нагрева |
Ширина ленты, см |
Примечание |
|
Дублирующая установка серии AC-140 «Rotondi» Italia |
Пять верхних и шесть нижних нагревательных элемента, которые разделены на три зоны и контролируются тремя термостатами |
140
|
Система возврата (реверса) склеенных деталей в зону загрузки и устройством автоматической разгрузки с 1-2-3-4-мя линиями в зависимости от предполагаемого потока по числу склеиваемых деталей. |
Использование средств малой механизации способствует сокращению времени на выполнение операций, что увеличивает производительность труда. Приспособления, которые можно выводить из рабочей зоны или заменять, позволяют использовать универсальную машину как специализированную. На машинах оснащенных приспособлениями могут работать менее квалифицированные рабочие, что удешевляет обработку изделия и сокращает затраты времени на обучение рабочих. На разработку и внедрение приспособлений затрачивается значительно меньше времени, чем на создание специализированных машин. Характеристика средств малой механизации приведена в таблице 2.13 [16].
Таблица 2.13 – Характеристика приспособлений малой механизации.
|
Марка приспособления. Назначение приспособления |
Класс машины |
Область применения |
|
1 |
3 |
4 |
|
Линейка - ограничитель магнитная G20
|
DDL-8700-7 «Juki» Япония
|
Соблюдение параллельности строчки срезам детали
|
|
1-43 CR Лапка с пружинным бортиком правосторонняя
|
DDL-8700-7 «Juki» Япония
|
Прострачивание отделочных строчек
|
|
6-20 Приспособление для изготовления шлёвок KHF43
|
F007J-W122-364 «Siruba» Taiwan
|
Изготовление шлевок |
|
5-9 Приспособление для разметки петель на полочке |
MEB-3200SS «Juki» Япония |
Обметывание петель без намелки их места расположения
|
|
5-2 Приспособление для пришивания пуговиц |
MB-1377 «Juki» Япония
|
Пришивание пуговиц без разметки места их расположения |



Выбранные методы обработки представлены на рисунках 2.8-2.15 и на листе 1 графической части дипломной работы.