

6.8. Защита судов от коррозии лакокрасочными покрытиями.
. Для защиты от коррозии наиболее часто используют лакокрасочные покрытия, которые по сравнению с другими видами защитных покрытий, служащих для тех же целей, имеют следующие преимущества: низкую стоимость (по сравнению, например, со стоимостью гальванических, порошковых, стеклоэмалевых и других покрытий); высокую технологичность (нанесение красок менее сложно, чем нанесение других видов защитных покрытий; окрашивать можно изделия любой конфигурации и размера, полностью или частично); длительный период действия при правильном выборе лакокрасочных материалов, технологии их нанесения и схемы окрашивания; возможность быстрого возобновления покрытия в случае его повреждения или разрушения, даже на эксплуатируемом судне. Кроме того, путем соответствующего подбора красок и технологии их нанесения можно получить покрытия, обладающие практически любыми требуемыми свойствами (негорючие, теплостойкие, нефтестойкие, кислотостойкие, противообрастающие, химически стойкие и т.д). Выбирая способ защиты, необходимо учитывать условия, в которых будет находиться изделие при эксплуатации. Для длительной защиты изделия от действия внешней среды необходимо, чтобы пленка покрытия была сплошной, лишенной пор, сохраняла высокую адгезию к поверхности, обладала минимальным водопоглощением. На практике при многослойном окрашивании не удается полностью изолировать окрашиваемую поверхность от действия влаги и кислорода воздуха.. Особенно опасны разрушения краски в тех случаях, когда на поверхности стали 1 имеются остатки окалины, неизбежно создающие на металле анодные 2 и катодные 3 участки (рис. 6.14). . Для того чтобы надежно защитить окрашиваемую поверхность, необходимо применять краски, в состав которых входят пигменты, способные замедлять коррозию металла. Это свойство пигментов называется ингибирующей способностью. Все пигменты, используемые для изготовления красок, могут быть разделены на инертные (алюминиевая пудра, титановые белила, хромовый желтый пигмент и др.), замедляющие коррозию (свинцовый и цинковый крон, свинцовый сурик, цинковая пыль и др.) и способствующие коррозии (мумия, сажа, железный сурик из пиритных огарков и др.).. Высокие противокоррозионные свойства таких красок в значительной степени зависят от их малой набухаемости и проницаемости вследствие чешуйчатого строения частиц алюминиевой пудры
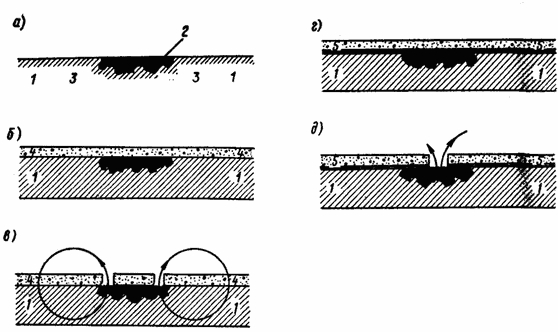
Рис. 6.14.. Возникновение коррозионных процессов при наличии на металле окалины: а — на листе имеются анодные и катодные участки; б — сплошная пленка покрытия ; в - повреждение лакокрасочного покрытия ; г - нанесение протекторной грунтовки , д - повреждение краски вызывает разрушение только протекторной грунтовки.
от их малой набухаемости и проницаемости вследствие чешуйчатого строения частиц алюминиевой пудры.. Наблюдениями установлено, что лакокрасочные покрытия, содержащие в своем составе пигменты, являющиеся замедлителями коррозии, оказывают защитное действие на окрашенную металлическую поверхность даже после повреждения покрытия. Большое значение имеет технология получения лакокрасочных покрытий. Основные требования, от выполнения которых зависит качество покрытия, заключаются в следующем: окрашиваемые поверхности должны быть сухими и полностью очищенными от всяких загрязнений; окрашивание нужно производить рекомендованными материалами в сухую погоду и при температуре , установленной для покрытия; количество нанесенных слоев и общая толщина высохшего слоя покрытия должны отвечать заданным; окрашивание необходимо выполнять способами, указанными в технологии. Очень важно , чтобы при очистке поверхности метала не появлялись выступы и глубокие впадины, поскольку на выступающие участки невозможно нанести слой краски нужной толщины и при эксплуатации в этих точках происходит быстрое разрушение покрытия .