

3.8.5. Автоматизация на базе станков с чпу
Увеличение выпуска и совершенствование качества металлорежущих станков с ЧПУ позволили использовать их для создания автоматических линий и участков. Большим преимуществом станков с ЧПУ и участков на их основе является высокая производительность при обеспечении мобильности производства, т. е. возможности использования при частой смене объекта производства. Особенно заметна выгода применения станков с ЧПУ при обработке деталей сложной формы, с большим числом точных установочных положений.
Управление группой таких станков осуществляется в большинстве случаев от ЭВМ, функции которых заключаются не только в управлении циклом по заданной программе, но и в подготовке самой программы, сбора сведений и информации, внесения корректив в работу участка.
Автоматизация на базе станков с ЧПУ – высший уровень современного производства, позволяющий решать важнейшую проблему массового выпуска продукции с возможностью быстрого перехода на изготовление новых видов изделий без смены оборудования.
Применение автоматических линий и участков из станков с ЧПУ позволяет значительно повысить производительность труда, но оно может оказаться экономически невыгодным при нарушении требуемых соотношений между ростом дополнительных затрат и повышением количества и качества выпускаемой продукции. Основными проблемами в этих условиях являются максимальная загрузка оборудования, уменьшение простоев, улучшение организации труда всех участков производства.
Важным направлением по совершенствованию автоматических систем из станков с ЧПУ является дополнительное оснащение их накопителями заготовок, конвейерами и автооператорами для работы без обслуживающего персонала в течение нескольких смен, что может решить проблему трехсменной работы оборудования. Постоянно совершенствуется система управления для обеспечения большой гибкости, рациональной загрузки оборудования и повышения его надежности.
3.9. Станки с программным управлением
3.9.1. Числовая система программного управления
Автоматизация технологического процесса механической обработки имеет место в условиях крупносерийного и массового производства, где применяются станки-автоматы, заменившие универсальные и специализированные станки. Автоматы управляются при помощи механических устройств, которые в условиях мелкосерийного и единичного производств нерентабельны ввиду их сложной переналадки. Возникла необходимость в средствах автоматизации, которые позволяли бы производить частую переналадку станков при обработке деталей малых партий или отдельных деталей. Эта задача решается применением станков с электронными системами управления, которые называют станками с программным управлением (металлорежущими станками с ЧПУ).
Основным преимуществом таких станков является возможность их переналадки при переходе на обработку новой детали в весьма короткое время, при централизованной подготовке технологических программ. Программа позволяет проектировать системы дистанционного управления станками и создавать при этом легкопереналаживаемые автоматические линии и участки комплексной обработки деталей. Если программа автоматического действия станка не имеет непосредственной связи с его структурой, кинематикой и конструкцией, или выражена в абстрактной форме при помощи кода (под которым понимается система символов, обусловливающая определенные действия, выраженные в виде цифр, букв, их комбинаций и т.д.), то такая система является принципиально отличной от применяемой на станках-автоматах и обладает большими потенциальными возможностями и эксплуатационными удобствами.
В качестве программоносителей служат перфокарты, перфоленты, магнитные ленты, магнитные диски, а также штырьковые барабаны или панели, магазины переключателей и др. В обобщенном виде система программного управления представлена блок-схемой на рис.63. Она имеет следующие элементы.
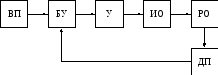
Рис.63. Блок-схема ПУ
ВП – ввод программы. Назначение элемента – считывать с программоносителя закодированные управляющие сигналы в виде электрических, магнитных, световых или других физических воздействий. Он включает в себя считывающее и транспортирующее программоноситель устройства, которые в зависимости от принятого метода записи программы различают по способу считывания: контактные и бесконтактные, непрерывные и периодического действия, последовательные и параллельные.
БУ – блок управления. Его назначение – преобразовывать соответствующие физические воздействия в электрические командные импульсы или потенциалы. Он также выполняет функции сопоставления задания с информацией датчика перемещений, расшифровывает введенную информацию и др. Элемент БУ является обобщающим понятием различных устройств программного управления: дешифратора, интерполятора, счетчика и др. в зависимости от принятой схемы реализации командных воздействий. Эти устройства предназначены для переработки управляющей информации и выполнения отдельных функций автоматического управления на основе использования электронных приборов.
У – усилитель. В случае необходимости он поднимает полученный электрический потенциал до необходимого уровня, обеспечивающего надежное управляющее воздействие.
ИО – исполнительный орган. Реализует командные импульсы путем подключения рабочего органа станка к источнику движения или выполнения других функций автоматического управления. Элемент ИО обобщает различные сервомеханизмы, которыми обычно в станках являются контакторы, электромагниты, электромагнитные муфты, шаговые двигатели, золотники и т.д.
РО – рабочий орган. Фактически реализует командные воздействия, являясь целевым управляемым органом станка.
ДП – датчик перемещений. Его назначение – регистрировать фактическое перемещение рабочего органа станка. Наличие ДП определяет замкнутую систему программного управления, в отличие от более простой, открытой системы программного управления, у которой отсутствует этот элемент. Он обобщает различные системы путевого контроля, применяемые в замкнутых системах ЧПУ в качестве устройств обратной связи. В эти системы входят датчики, измеряющие величины фактического перемещения рабочего органа или положения управляемого объекта, и приборы формирования необходимого выходного сигнала.