

3.6.3. Внутришлифовальные станки
Внутришлифовальные станки предназначены для шлифования сквозных и глухих отверстий цилиндрической и конической формы, а также для обработки торцов. На таких станках шлифуются отверстия с максимальным диаметром от 25 до 800 мм.
Станок снабжен торцешлифовальным приспособлением 4, позволяющим шлифовать наружный торец изделия сразу же после шлифования его отверстия (рис.48).
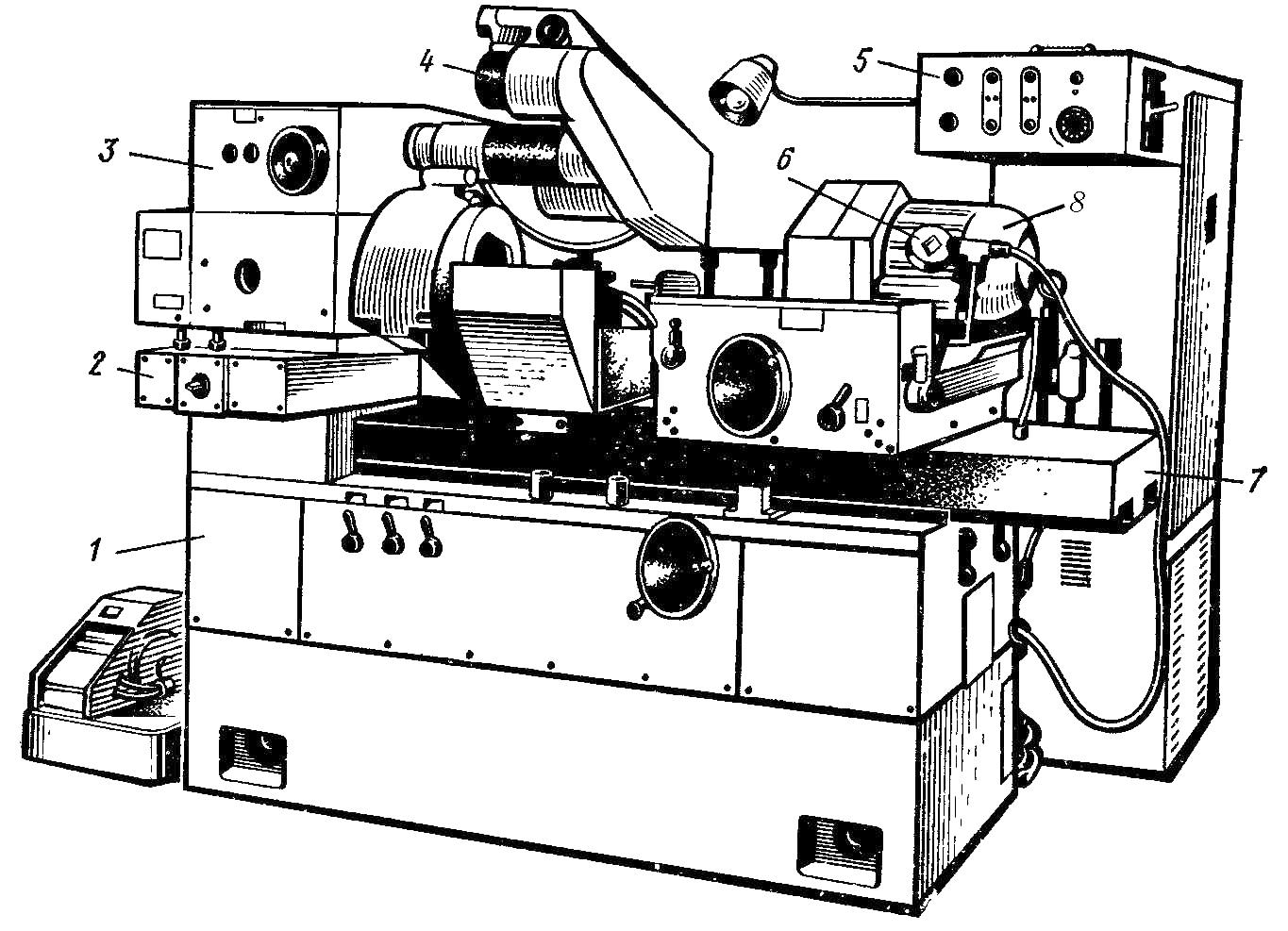
Рис.48. Компоновка внутришлифовального станка
На станине 1 расположена бабка изделия 3, установленная на мосту 2, в патроне шпинделя которой зажимают шлифуемую деталь. На продольных направляющих качения станины установлен стол 7. На поперечных направляющих стола размещена шлифовальная бабка 6, несущая шпиндель со шлифовальным кругом. Внутри станины смонтирован гидропривод станка. Органы управления станком расположены на передней панели станины. Торцешлифовальное приспособление смонтировано на корпусе передней бабки.
Главное движение осуществляется от электродвигателя 8 через плоскоременную передачу. Шлифовальные шпиндели – сменные, чем достигается изменение частоты вращения шлифовального круга.
Круговая подача – вращение шлифуемой детали – производится электродвигателем постоянного тока с бесступенчатым регулированием частоты вращения вала через клиноременную передачу.
Продольная подача – возвратно-поступательное движение стола – осуществляется от гидропривода с бесступенчатым регулированием скорости движения. Стол имеет также механизм ручного продольного перемещения. В этом случае от маховичка вращение передается через зубчатые колеса на реечное колесо и рейку. Гидравлическое и ручное перемещения стола сблокированы так, что при включении гидропривода ручная подача выключается путем вывода из зацепления с рейкой реечного колеса с помощью блокировочного устройства.
Поперечная подача шлифовального круга производится перемещением салазок суппорта шлифовальной бабки винтом от механизма поперечной подачи. Эта подача может быть ручная (непрерывная или дозированная) и автоматическая от гидропривода.
Станки рассмотренной компоновки имеют две разновидности. В первом случае подача осуществляется поперечным перемещением бабки изделия, во втором – перемещением шлифовальной бабки.
В станках предусмотрена правка шлифовальных кругов, а также компенсация износа основного шлифовального круга.
Наиболее распространенными универсальными приспособлениями, применяемыми на внутришлифовальных станках, являются самоцентрирующие патроны. Конструкции кулачковых патронов со спирально-реечным механизмом перемещения кулачков мало отличаются от патронов этого типа для токарных станков. В условиях массового производства применяют быстродействующие мембранные и магнитные патроны.
3.6.4. Плоскошлифовальные станки
Плоскошлифовальные станки предназначены для чистовой обработки плоскостей на деталях различных размеров. Главное движение в этих станках – вращения шлифовального круга. В зависимости от формы стола, на котором закрепляют заготовку, различают продольную и круговую подачи ее. Когда ширина обрабатываемой плоскости больше ширины круга, заготовке или кругу сообщается поперечная подача. Кроме того, шлифовальному кругу или заготовке сообщается периодическое перемещение на глубину, направленное перпендикулярно обрабатываемой плоскости.
Шлифование производят периферией или торцом шлифовального круга. Есть станки, в которых шлифование осуществляется одновременно торцами двух противоположно установленных кругов. При шлифовании торцом круга различают шлифование кругом, ось которого перпендикулярна обрабатываемой плоскости, и шлифование кругом, ось которого наклонена к шлифуемой плоскости.
Плоскошлифовальные станки с прямоугольным столом выполняют с горизонтальным и вертикальным шпинделями. На рис.49 приведена традиционная компоновка плоскошлифовального станка с прямоугольным столом и горизонтальным шпинделем, работающего периферией круга. На станине 1 закреплена колонна 2, по вертикальным направляющим которой перемещается шлифовальная бабка 3. По горизонтальным направляющим качения движутся салазки 4 (движение поперечной подачи), несущие продольные направляющие качения, по которым перемещается стол 5. Перемещение стола осуществляется от гидроцилиндра, корпус которого закреплен на салазках 4, а штоки поршня – на столе 5. В станине размещены приводы вертикального перемещения шлифовальной бабки и поперечного перемещения салазок.
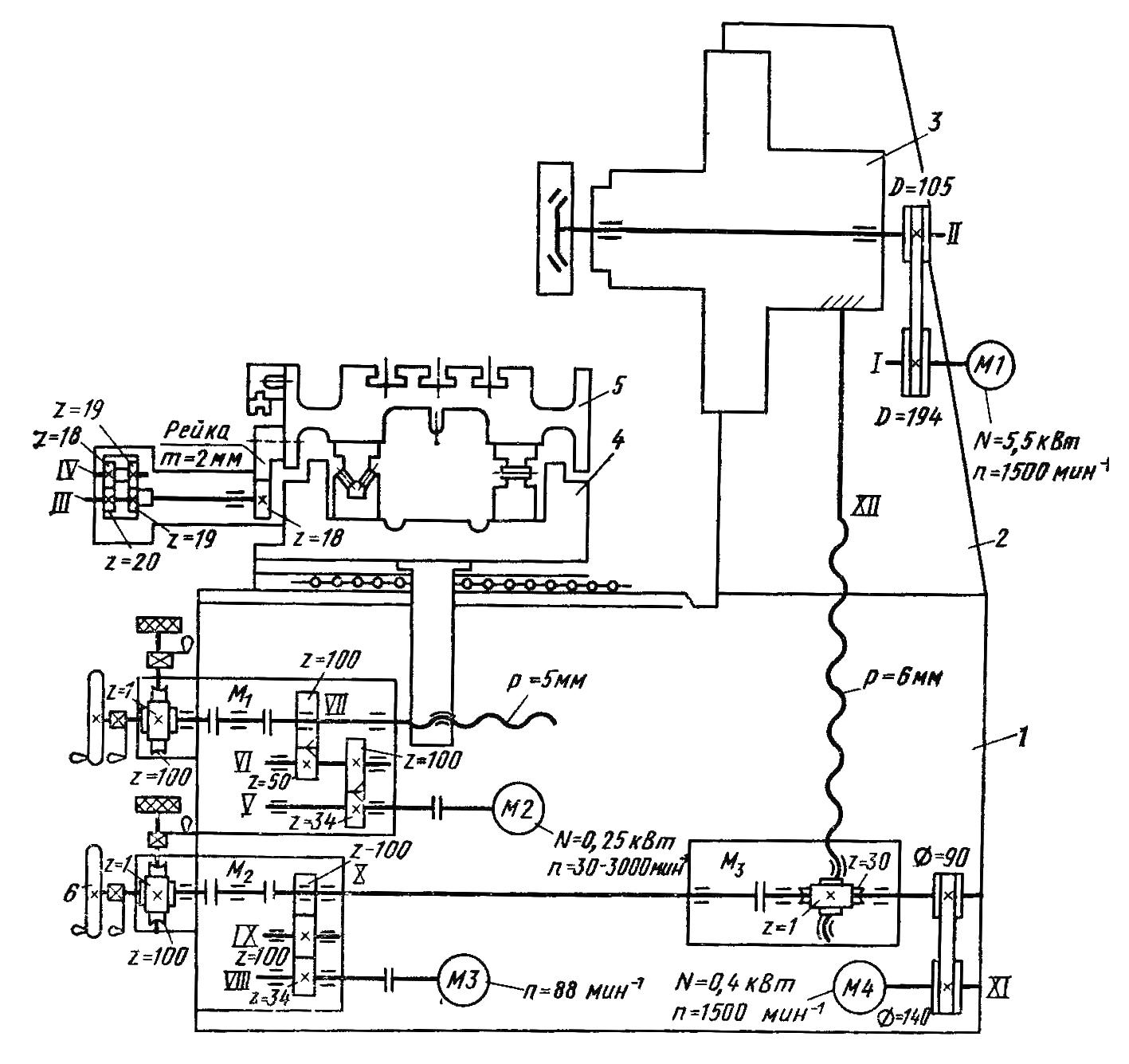
Рис.49. Кинематическая схема плоскошлифовального станка с прямоугольным столом
Плоскошлифовальные станки с круглым столом также имеют горизонтальное и вертикальное расположение шпинделя.
Помимо шлифовальных станков общего назначения существует большое число специальных станков, предназначенных для выполнения определенных операций шлифования над различными однотипными заготовками. Среди таких станков наряду с одношпиндельными встречаются и многошпиндельные, на которых одновременно установлено несколько шлифовальных кругов, предназначенных для наружного или внутреннего шлифования поверхностей вращения, для шлифования плоских и криволинейных поверхностей.
В зависимости от формы шлифуемой поверхности и назначения различают следующие типы специализированных станков: резьбошлифовальные, шлицешлифовальные, копировально-шлифовальные, координатно-шлифовальные, торцешлифовальные, сферошлифовальные, вальцешлифовальные (для шлифования валков прокатных станов), кромкошлифовальние, профилешлифовальные, заточные, различные станки для авто- и тракторостроения (для шлифования коленчатых и распределительных валов, поршневых колец и т.д.) и станки для шлифования деталей подшипников качения.