

3.4. Станки для обработки призматических деталей
Фрезерные станки предназначены для обработки плоских и фасонных поверхностей с помощью фрез – многолезвийных инструментов с режущими кромками, расположенными на поверхности тела вращения или на его торце.
Фрезы могут быть самых различных конструкций, из которых наиболее распространенными являются цилиндрические, дисковые, концевые, торцовые, фасонные (рис.29).
Главным движением во фрезерных станках является вращение фрезы, а движением подачи – относительное перемещение фрезы и заготовки. Согласно классификации, фрезерные станки относятся к шестой группе.
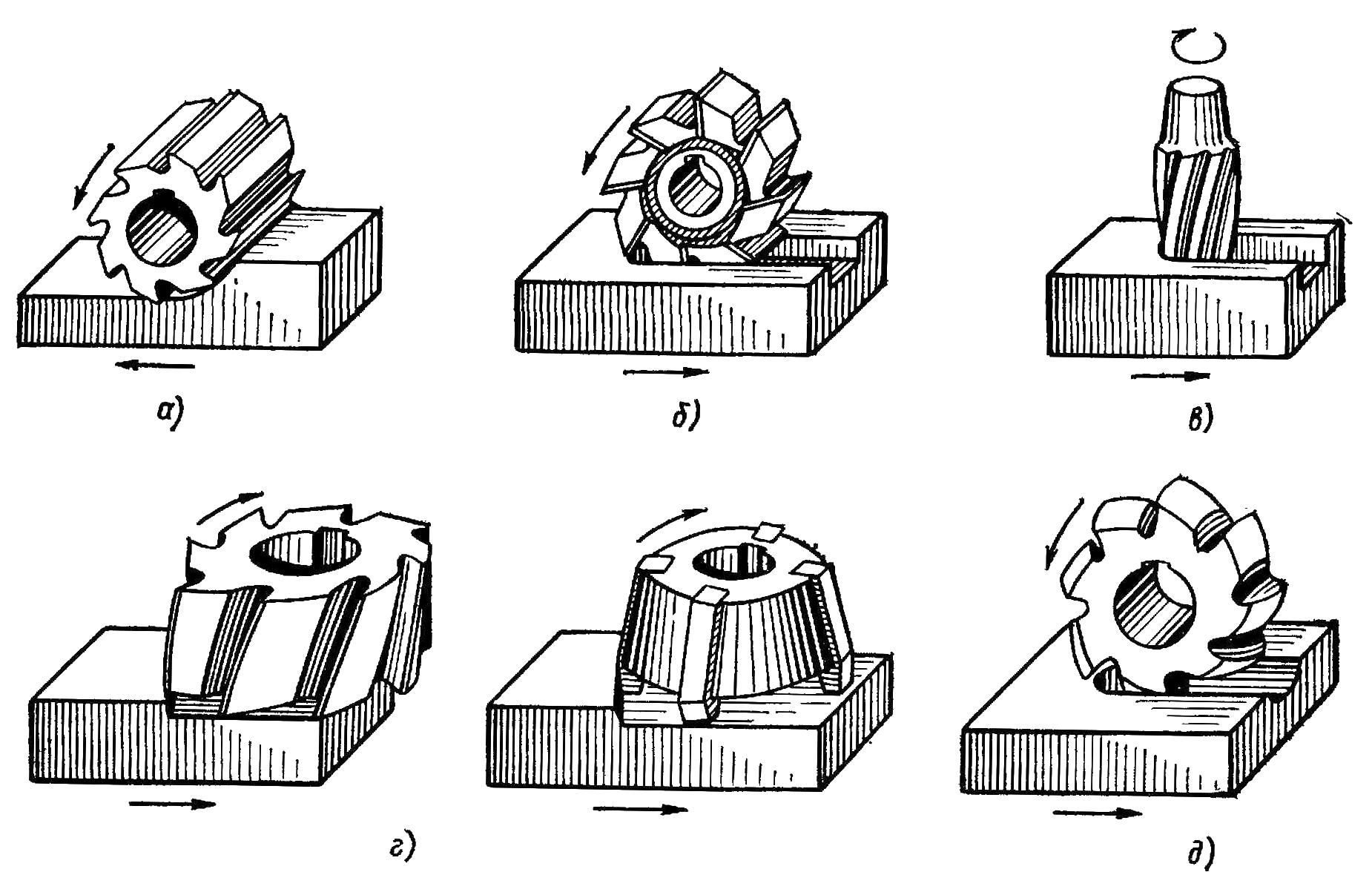
Рис.29. Основные типы фрез:
а – цилиндрическая; б – дисковая; в – концевая; г – торцовая; д – фасонная
В
зависимости от расположения узлов
станка (компоновки) различают консольные
и бесконсольные фрезерные станки.
Основным конструктивным отличием
консольно-фрезерных станков (рис.30)
является
наличие консоли 1,
перемещающейся
в вертикальном
направлении по направляющим станины2.
На
консоли выполнены горизонтальные
направляющие, по которым движутся
салазки 3,
несущие
стол 4,
на
котором закрепляют заготовку.
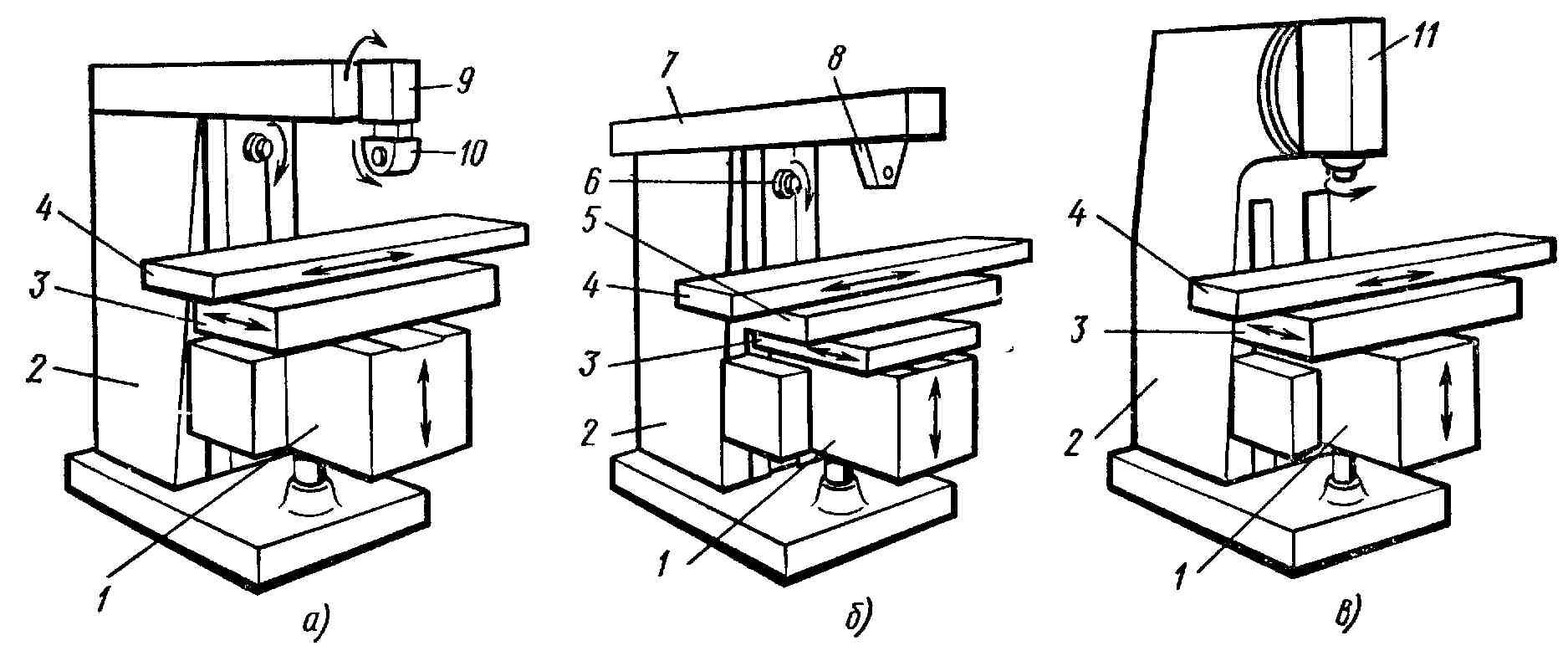
Рис.30. Консольно-фрезерные станки:
а – широкоуниверсальный; б – горизонтальный универсальный; в – вертикальный
Консольные горизонтальные универсальные станки отличаются тем, что на салазках 3 установлена промежуточная поворотная плита 5, по горизонтальным направляющим которой перемещается стол 4. Шпиндель 6 станка расположен горизонтально, а на станине 2 смонтирован хобот 7, несущий поддерживающую серьгу 8. Фрезу или набор фрез закрепляют в оправке, один конец которой устанавливают в шпиндель, а другой – в отверстие серьги.
Широкоуниверсальный горизонтально-фрезерный станок отличается наличием дополнительной шпиндельной головки 9, смонтированной на выдвижном хоботе. Головка может поворачиваться на любой угол в вертикальной плоскости. Еще бóльшую универсальность придает станку наличие накладной фрезерной головки 10 со шпинделем, поворачивающимся под любым углом в горизонтальной плоскости. В этих станках отсутствует поворотная плита.








Вертикальный
консольно-фрезерный станок имеет
вертикально расположенную шпиндельную
головку 11,
которая
может поворачиваться в вертикальной
плоскости. Известны конструкции станков
этого типа, в которых имеется осевое
перемещение шпинделя.
Бесконсольные вертикально- и горизонтально-фрезерные станки (рис.31) отличаются тем, что салазки 2, несущие стол 3, перемещаются по горизонтальным направляющим станины 1, а шпиндельная бабка 4 перемещается в вертикальном направлении по направляющим стойки 5.
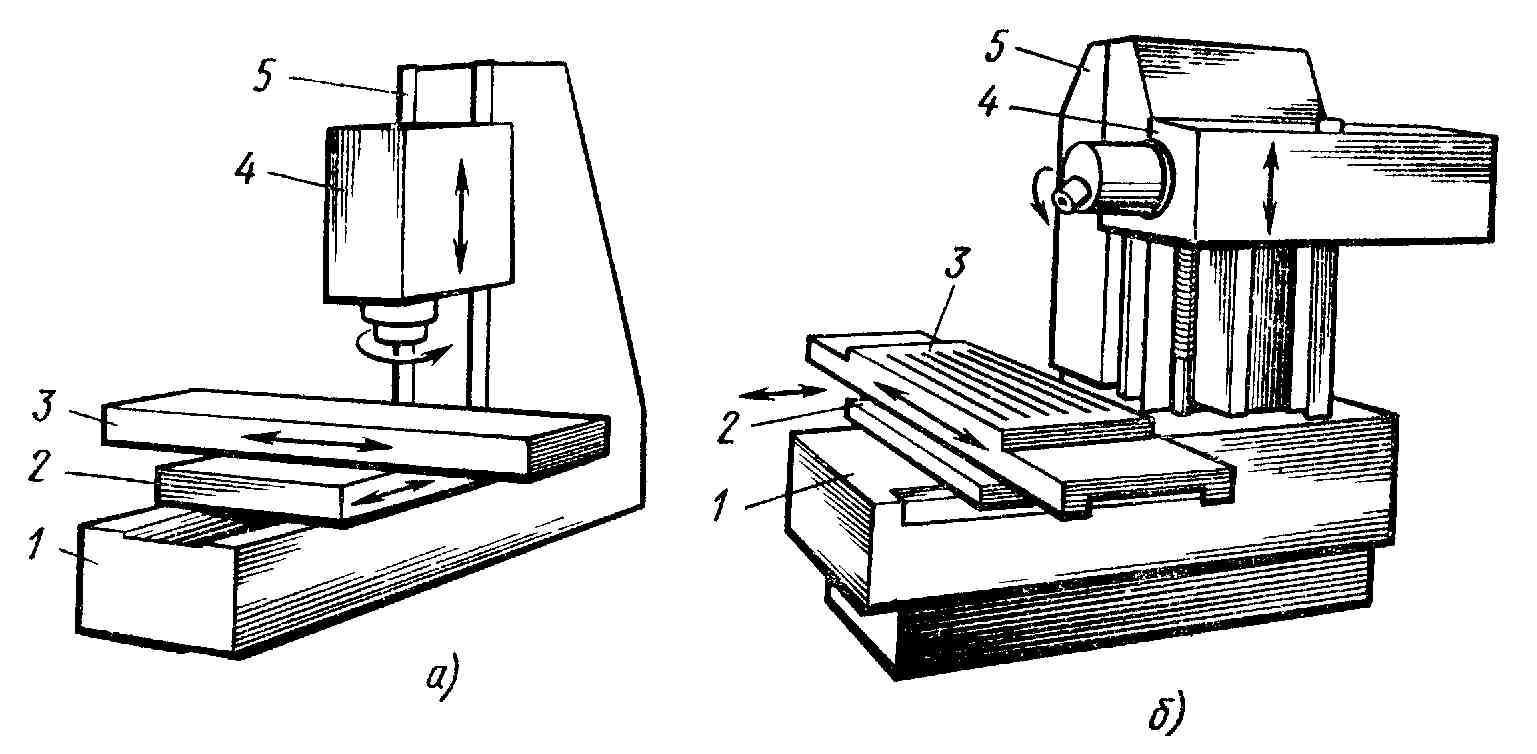
Рис.31. Бесконсольные фрезерные станки:
а – вертикальный; б – горизонтальный
Продольно-фрезерные станки (одностоечные и двухстоечные) предназначены для обработки крупногабаритных деталей в основном торцовыми фрезами (рис.32). По горизонтальным направляющим станины 1 перемещается стол 2, а шпиндельные головки 3 перемещаются по стойкам 4 портала, связанного балкой 5, или по направляющим поперечины 6, которая перемещается по направляющим портала.
Карусельно-фрезерные и барабанно-фрезерные станки имеют круглый стол с горизонтальной осью вращения или многогранный барабан с вертикальной осью вращения, что обеспечивает круговую подачу. На стойках или на портале размещены шпиндельные головки с одним или несколькими шпинделями. Эти станки предназначены для обработки различных деталей в условиях крупносерийного и массового производств.
Карусельно-фрезерные станки предназначены для обработки плоскостей литых кованых и штампованных деталей по методу непрерывного торцового фрезерования.
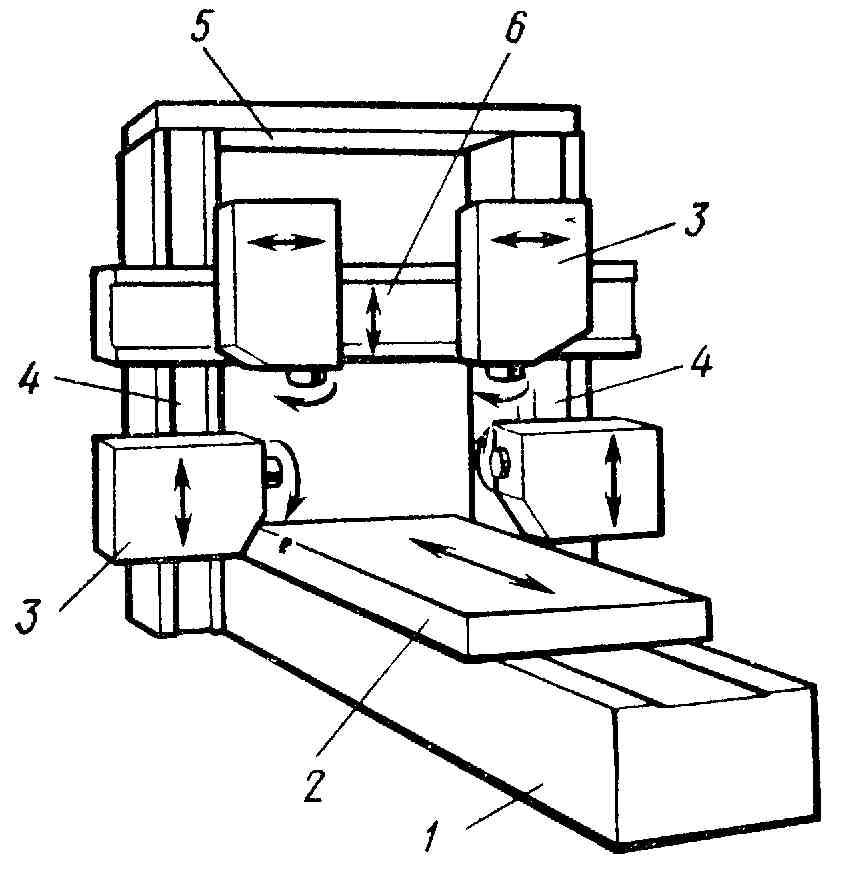
Рис.32. Продольно-фрезерный станок
На рис.33 показан карусельно-фрезерный двухшпиндельный станок. На станине 1 установлена стойка 2, в вертикальных направляющих которой смонтирована шпиндельная бабка 3. Бабка имеет два шпинделя 4 с приводом вращения от коробки скоростей 5, помещенной в верхней части стойки 2. На горизонтальных направляющих станины 1 смонтирован стол 6, получающий во время работы медленное вращение в виде круговой подачи. Такая компоновка узлов станка позволяет фрезеровать непрерывно. Обработанные детали, выйдя из зоны резания, могут быть заменены заготовками. Наличие двух шпинделей дает возможность совместить в одной операции черновое и чистое фрезерование.
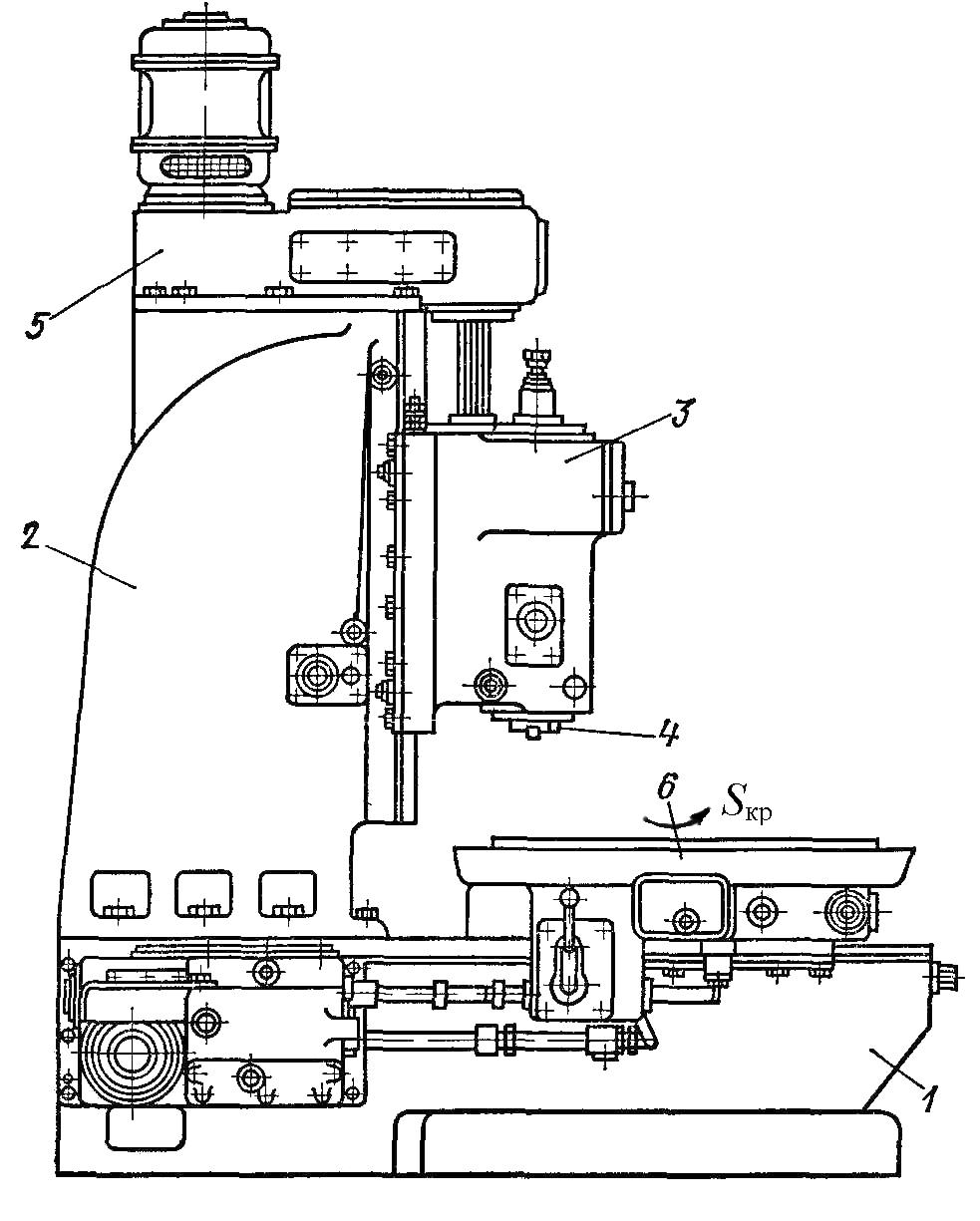
Рис.33. Карусельно-фрезерный станок
Привод главного движения осуществляется от электродвигателя, расположенного в верхней части стойки, через систему зубчатых передач и гитару скоростей.
Барабанно-фрезерные станки предназначены для одновременной обработки двух параллельных торцовых плоскостей заготовок корпусных деталей или торцов валов. Обрабатываемые заготовки закрепляют на гранях или в гнездах медленно вращающегося барабана 4 (рис.34) диаметром 500-2000 мм и проходят между двумя или тремя рядами фрез. Одна пара фрез служит для чистового фрезерования. Загрузку заготовок и выгрузку деталей производят на ходу станка автоматическим загрузочным устройством или вручную при помощи специального приспособления. Шпиндели 3 получают вращение через механические коробки передач от электродвигателей, расположенных либо на каждой шпиндельной бабке, либо на каждой стойке. В последнем случае один электродвигатель приводит во вращение группу шпинделей, смонтированных на этой стойке. Барабан приводится во вращение от отдельного электродвигателя 1 через червячную передачу, расположенную в кожухе 2.
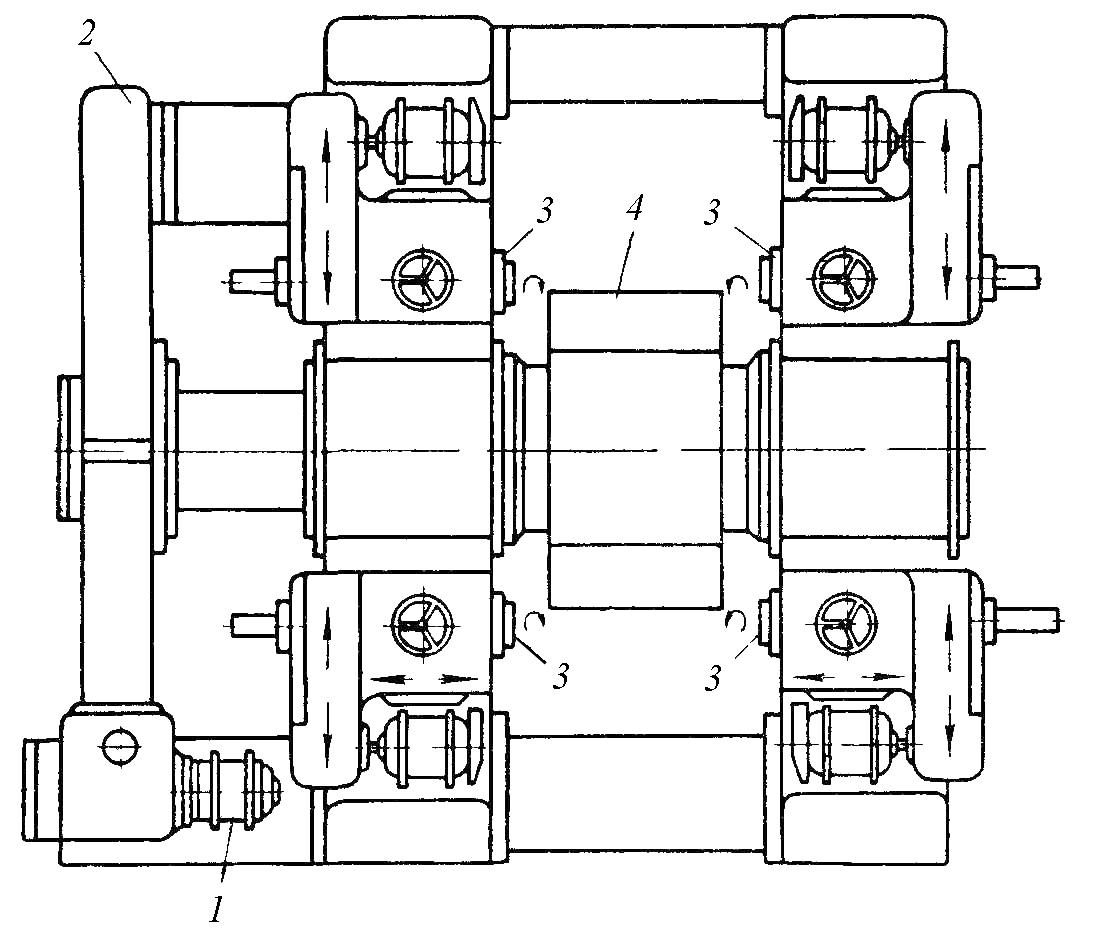
Рис.34. Барабанно-фрезерный станок
Станины и стойки фрезерных станков представляют собой корпусные отливки коробчатой формы с ребрами жесткости и служат для размещения основных узлов станка. На станинах выполняют литые или накладные направляющие для перемещения узлов.
Коробки скоростей фрезерных станков предназначены для обеспечения главного движения – вращения шпинделя с различными частотами.
В горизонтально-фрезерных станках шпиндель и валы коробки скоростей часто монтируются непосредственно в стойке. Изменение частот вращения шпинделя обеспечивается рядом последовательно включенных групповых передач с подвижными блоками шестерен.
Специализированные фрезерные станки предназначены для обработки однотипных деталей различными фрезами. Они допускают переналадку на рациональную обработку заготовок деталей с одного типа размера на другой и применяются преимущественно в серийном и крупносерийном производствах.
Наибольшее распространение получили следующие специализированные станки: копировально-фрезерные, шпоночно-фрезерные; барабанно-фрезерные, фрезерно-обточные и резьбофрезерные.
Копировально-фрезерные станки предназначены для изготовления деталей сложной формы, таких, например, как вырубные и гибочные штампы, металлические модели отливок, кокили, пресс-формы, лопасти гребных винтов и турбинных лопаток. Их выпускают на базе фрезерных станков общего назначения в качестве специальных моделей, предназначенных для обработки заготовок деталей определенных типов. Станки могут иметь один или несколько (два-три) горизонтальных или вертикальных шпинделей. На многошпиндельных копировально-фрезерных станках можно обрабатывать несколько одинаковых или «зеркально-отраженных» деталей.
По принципу работы они делятся на станки прямого и следящего действия. В копировальных станках прямого действия всякое изменение формы задающего устройства (шаблона или копира) непосредственно влияет на копировальный ролик или палец, связанный жестко с фрезой (механическое копирование).
В станках следящего действия копировальный ролик или палец воспринимает всякое изменение формы задающего устройства и передает его фрезе через гидравлический или электрический усилитель.
Шпоночно-фрезерные станки предназначены для фрезерования шпоночных пазов на различных валах. Существуют шпоночно-фрезерные станки, размер паза на которых обеспечивается размерным инструментом.
Такие станки обычно работают по одному из следующих циклов: 1) врезание фрезы на полную глубину паза с последующей продольной подачей ее на длину паза (рис.35, а); 2) работа по маятниковому циклу, т.е. многократное быстрое возвратно-поступательное продольное движение фрезы на длину паза с врезанием в конце каждого хода на небольшую часть его глубины (рис.35, б). В первом случае производительность станка выше; при работе по второму способу достигается значительно большая стойкость инструмента, что для станков этого типа особенно важно, так как после переточки фрезы ее диаметр уменьшается, и она становится непригодной для изготовления пазов.
Шпоночно-фрезерные станки, работающие немерным инструментом, позволяют получать точные по ширине шпоночные пазы независимо от фактического диаметра фрезы. Такие станки работают по первому способу, но фреза устанавливается в них либо эксцентрично относительно оси шпинделя (рис.35, в), либо совершает дополнительное осциллирующее движение в поперечном направлении (рис.35, г).
Фрезерно-отрезные станки (круглые пилы) предназначены для резания проката различных профилей. Эти станки работают круглыми (дисковым) пилами диаметром 350-2000 мм и шириной 4-12 мм. Вращение пилы (главное движение) сообщается от электродвигателя через механическую коробку скоростей, а непрерывное вертикальное или горизонтальное движение подачи – от гидравлического привода, который используется также для зажима разрезаемого материала. Гидравлический привод облегчает осуществление полуавтоматического или автоматического цикла работы станка и его настройку.

Рис.35. Способы фрезерования шпоночных пазов
Фрезерно-обточные станкислужат для обработки тел вращения цилиндрическими и фасонными фрезами с зубьями, расположенными на боковых поверхностях фрез, а также торцовыми фрезами и охватывающими фрезерными головками.
Заготовки коротких фасонных деталей обрабатывают одной или двумя фасонными фрезами, профиль которых соответствует требуемому профилю изготовляемой детали, с использованием кроме главного движения – вращения фрезы, двух движений подачи – подачи врезания и круговой подачи Sк. Подача врезания может быть тангенциальной Sт или радиальной Sр и осуществляется при неподвижной или медленно вращающейся заготовке (рис.36, а). Для полной обработки заготовки достаточно после врезания фрезы повернуть ее на 185° при обработке двумя фрезами или на 365° при обработке одной фрезой.
При обработке поверхностей вращения значительной длины цилиндрическими фрезами (рис.36, б) кроме движения врезания Sр фрезам после поворота заготовки на угол 185° (или 365° при односторонней обработке) сообщается вдоль образующей тела вращения продольная подача Sпр.
Когда длина продольного перемещения фрезерных головок будет соответствовать заданной длине обработки, продольная подача прекращается, а обработка заканчивается после того, как заготовка повернется на угол 185° (или 365°).
Фрезерование тел вращения торцовыми фрезами может производиться с продольной Sпр, тангенциальной Sт или радиальной Sр (рис.36, в) подачами. Во всех случаях для окончания обработки, после прекращения подачи, заготовка должна повернуться на угол 365° (или 185° при двусторонней обработке).

Рис.36. Схемы работы фрезерно-обточных станков
Достоинствами фрезерно-обточных станков наряду с высокой производительностью являются: большая стойкость инструмента, так как каждый резец или зуб фрезы участвует в резании очень короткое время; получение транспортабельной стружки без дополнительных стружколомающих устройств и приспособлений.