

3.6. Шлифовальные станки
Шлифовальные станки применяют в основном для снижения шероховатости поверхностей обрабатываемых деталей и получения точных размеров. На шлифование детали подают после предварительной черновой обработки и термических операций; шлифование может быть и единственным методом обработки. Основной инструмент станка – шлифовальный круг, который может иметь разнообразную форму.
Шлифованием называют процессы обработки заготовок режущим инструментом, рабочая часть которого содержит частицы абразивного материала. Измельченный абразивный материал (абразивные зерна), твердость которого превышает твердость обрабатываемого материала, способен осуществлять обработку резанием. Абразивные зерна расположены беспорядочно и удерживаются с помощью связующего материала. При вращательном движении круга в зоне его контакта с заготовкой часть зерен срезает материал в виде очень большого числа тонких стружек.
Для формообразования поверхности методом шлифования необходимы вращательное движение круга и относительное перемещение по одной из координатных осей. Основные элементы режима резания – скорость резания, подача и глубина резания. Движениями подачи являются перемещения заготовки или инструмента вдоль или вокруг координатных осей.
Шлифовальные станки в зависимости от назначения делятся на несколько основных групп: круглошлифовальные центровые и бесцентровые; внутришлифовальные; плоскошлифовальные. В машиностроении применяют также специальные шлифовальные станки для обработки резьбы, зубьев колес, шлицев и. т.д. Кроме того, для достижения низкой шероховатости поверхности применяют шлифовально-притирочные и шлифовально-отделочные станки, а для получения зеркальной поверхности – полировальные станки. К конструкции шлифовальных станков предъявляют повышенные требования в отношении жесткости, виброустойчивости, износостойкости, и температурных деформаций.
В процессе круглого шлифования (рис.41, а) заготовка 1 получает круговую Vи и продольную Sи подачи. Последняя обеспечивается возвратно-поступательным движением стола. В конце каждого одинарного или двойного хода стола шлифовальному кругу 2 сообщается поперечная подача S2. Таким образом, припуск снимается за несколько рабочих ходов.
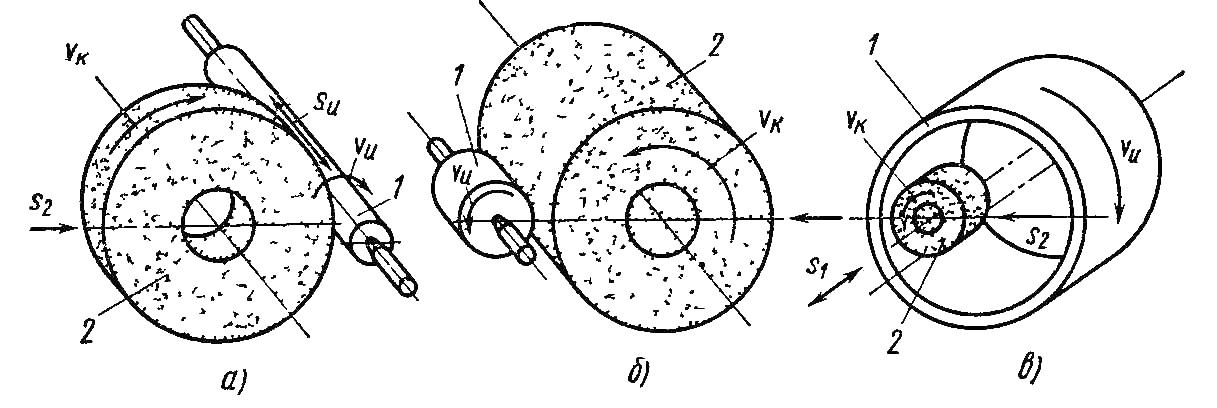
Рис.41. Схемы круглого шлифования
На рис.41, б показана схема круглого шлифования коротких деталей с применением только радиальной подачи (врезное шлифование), а на рис.41, в – схема внутреннего шлифования. В последнем случае заготовка 1 вращается со скоростью круговой подачи Vи, а шлифовальный круг 2 имеет осевую подачу S1 в обе стороны и радиальное перемещение S2 при врезании.
При плоском шлифовании (рис.42) детали устанавливают на прямоугольном или круглом магнитном столе. Шлифовальный круг работает своей периферией или торцом. В первом случае (рис.42, а) столу 2 сообщают возвратно-поступательное движение, а кругу 1 – поперечную подачу S1 за каждый ход стола. После обработки всей плоскости круг получает вертикальную подачу S2 на глубину шлифования. Если стол круглый (рис.42, б), его вращение выполняет круговую подачу.
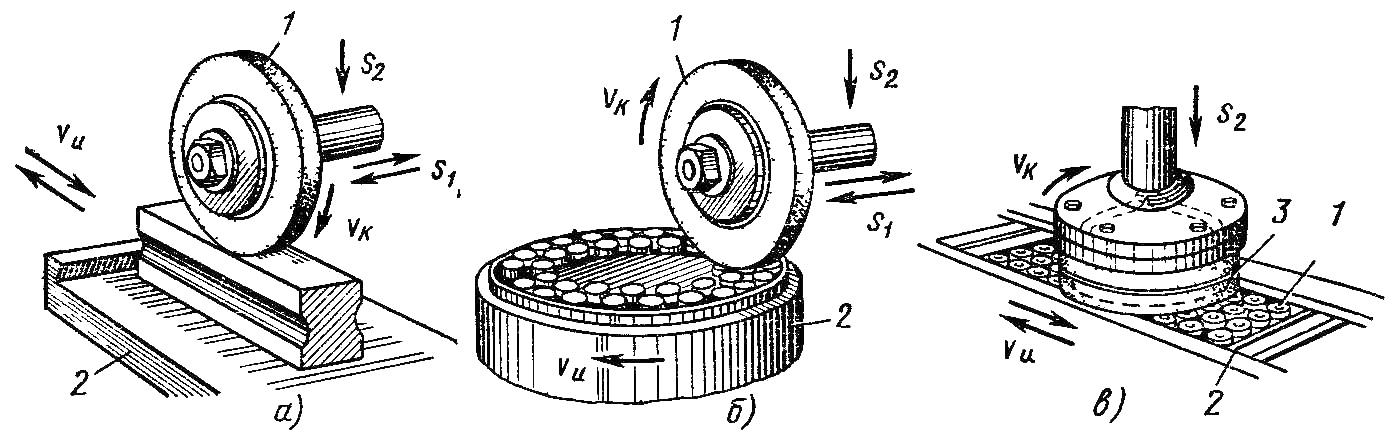
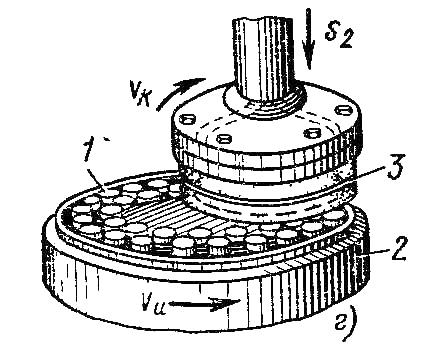
Рис.42. Схемы плоского шлифования
При шлифовании торцом круга (рис.42, в) детали 1 устанавливают на магнитном столе 2, которому сообщают возвратно-поступательное движение со скоростью Vи. Наборный шлифовальный круг 3 перекрывает ширину стола и поэтому шлифует деталь (или группу деталей) по всей ширине за несколько проходов. Круг периодически получает вертикальную подачу S2. В других плоскошлифовальных станках (рис.42, г) детали 1 устанавливают на круглом столе 2, которому сообщают вращение (круговую подачу). Круг 3, перекрывая часть стола, обеспечивает шлифование по всей ширине группы деталей.