

3.3.2. Токарно-револьверные станки
В отличие от токарно-винторезных станков револьверные имеют вместо задней бабки револьверный суппорт. Револьверная головка этого суппорта позволяет закреплять значительное количество инструментов и, путем периодических поворотов ее, производить быструю смену инструментов в нужной последовательности. Во многих станках револьверный суппорт снабжается механизмом быстрых перемещений.
Револьверные станки не имеют ходового винта, поэтому нарезание резьбы производится только плашками и метчиками.
Характерным элементом для конструкции револьверных станков являются механизмы автоматического останова суппортов, обеспечивающие получение линейных размеров.
Револьверные станки делятся на две группы в зависимости от назначения: для прутковой и патронной работы.
Станки для прутковой работы снабжаются специальным зажимным устройством с пружинящими втулками-цангами. Станки для работы со штучными заготовками (штампованными, литыми) оснащаются самоцентрирующими патронами, которые могут иметь сменные вкладыши. Зажимные устройства обоих типов (цанговые и патронные) часто приводятся в действие от пневматического цилиндра, монтируемого на заднем конце шпинделя.
В зависимости от расположения оси револьверной головки различают станки с вертикальной и горизонтальной осью револьверной головки (рис.14).
Станки с вертикальной осью головки, кроме револьверного суппорта, имеют еще поперечный суппорт. Станки с горизонтальной осью револьверной головки, располагаемой параллельно оси шпинделя, в большинстве случаев поперечного суппорта не имеют. На этих станках работы с поперечной подачей производятся при помощи вращения револьверной головки.
Револьверные станки целесообразно применять для деталей, требующих при обработке последовательного употребления большого количества инструментов с незначительным для каждого инструмента временем резания. Изделия, допускающие одновременную обработку нескольких поверхностей, выгоднее обрабатывать на многорезцовых станках.
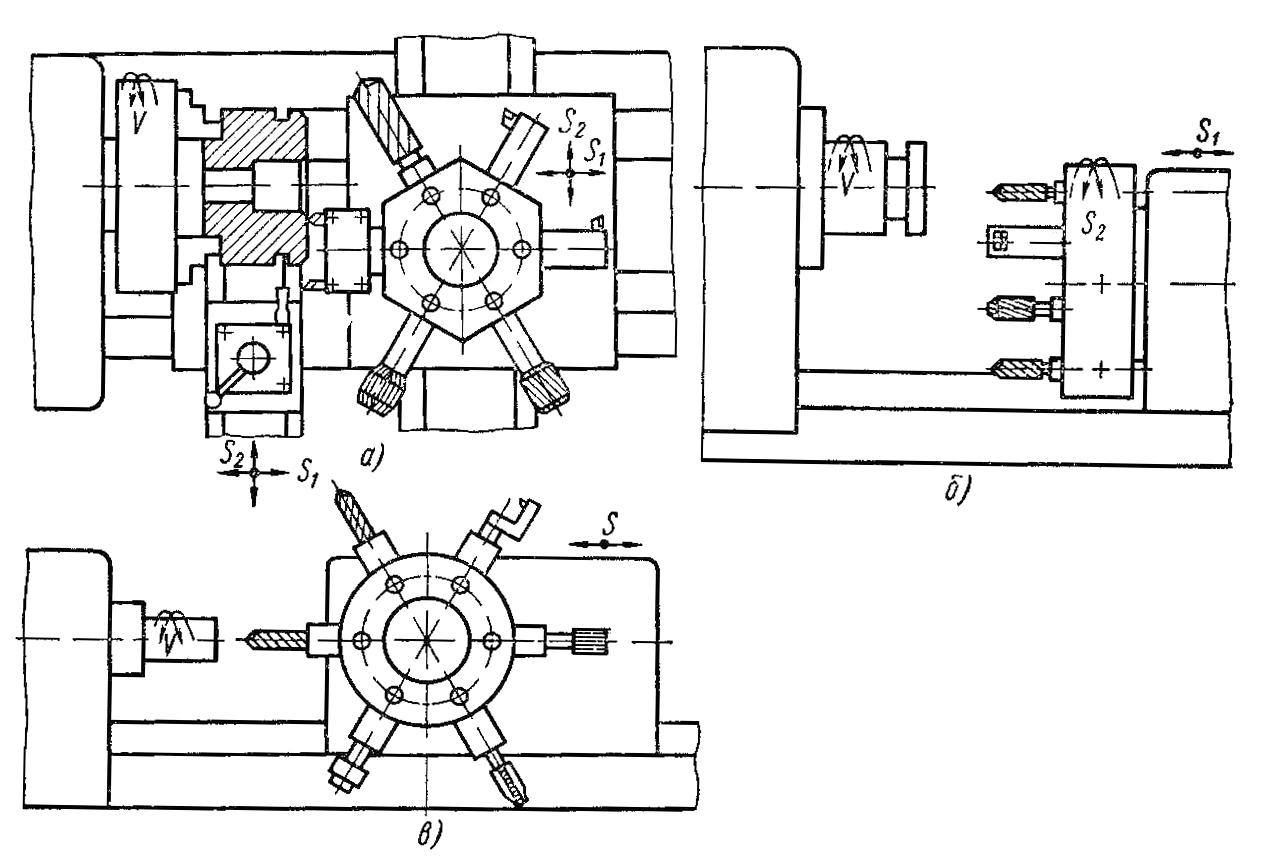
Рис.14. Револьверные головки:
а – с вертикальной осью; б, в – с горизонтальной осью
Применение револьверных станков оправдывает себя лишь при наличии инструментальных наладок. В связи с этим, эксплуатация их наиболее целесообразна при достаточно больших партиях деталей. Из области револьверных работ исключаются детали, требующие обработки в центрах.
Исполнительный механизм револьверного станка с вертикальной осью револьверной головки (рис.15) состоит из шпинделя с трехкулачковым патроном 4 или цангой для установки заготовки, револьверной головки 7 и суппорта 6 для установки режущих инструментов (резцов, сверл, расточных блоков и т.п.). На рисунке показан станок патронного исполнения. Вращательное движение со скоростью резания сообщается прутку или штучной заготовке от электродвигателя обычным передаточным механизмом, состоящим из ременной передачи и коробки скоростей. Движение подачи получает режущий инструмент, закрепленный в резцедержателе 5 поперечного суппорта (Sпоп, Snpод) или в шести гнездах револьверной головки (Sг). Это движение от вала электродвигателя станка обычно передается ременной передачей или цилиндрическими зубчатыми колесами, или червячной парой и т.д. После выполнения перехода головка поворачивается на 1/6 оборота, вводя в рабочую зону новый инструмент.
Несущая система станка аналогична системе токарного станка при работе в патроне: усилия между инструментом и заготовкой замыкаются через станину 1 с направляющими суппорта и шпиндельную бабку 3.
Закрепление штучных заготовок в самоцентрирующем патроне не отличается от аналогичных действий на токарном станке. Применяются также патроны с пневматическим приводом. При обработке заготовок из прутка зажим может обеспечиваться цанговым патроном.
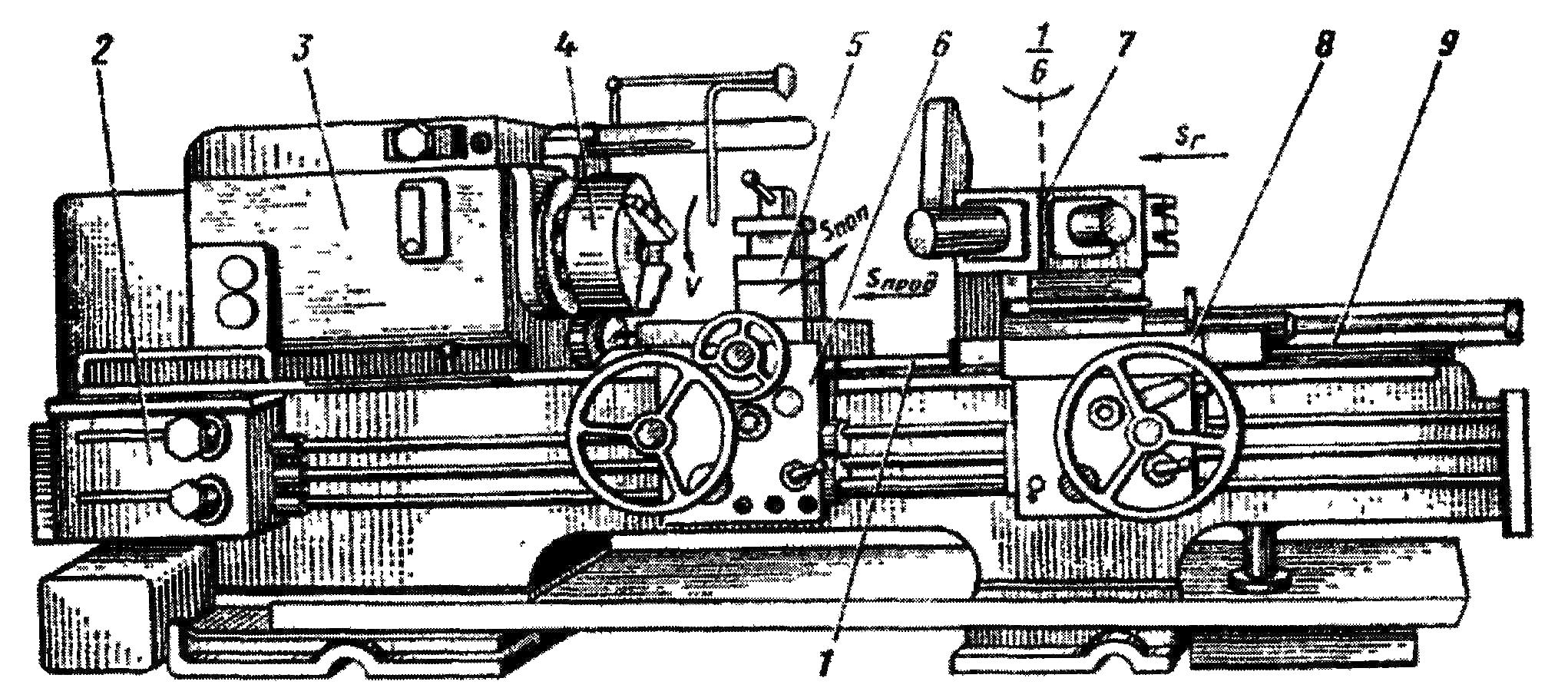
Рис.15. Токарно-револьверный станок:
1 – станина с направляющими; 2 – коробка подач суппортов; 3 – шпиндельная бабка;
4 – патрон на шпинделе; 5 – резцедержатель суппорта; 6 – суппорт с фартуком;
7 – шестигранная револьверная головка с гнездами для установки режущих инструментов;
8 – револьверный суппорт; 9 – барабан револьверного суппорта с упорами
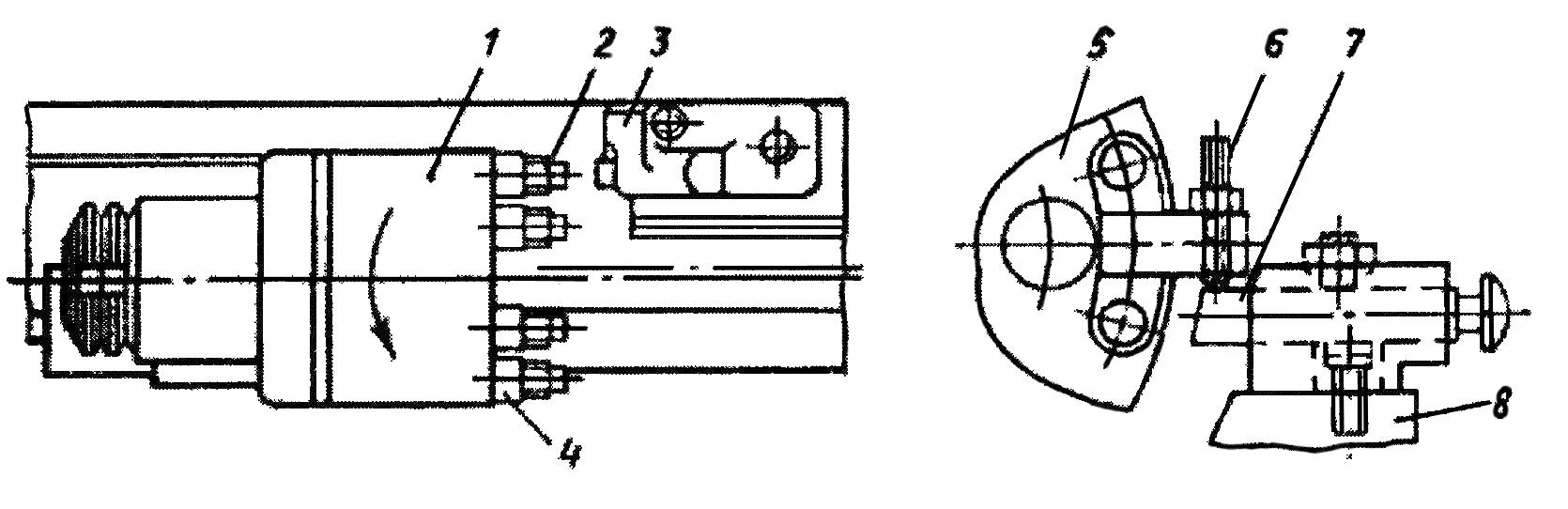
К специфическим узлам, типичным для револьверных станков, относятся упоры, цанговый зажим и механизм в фартуке станка, выключающий подачу от упоров. Регулируемые упоры представляют собой преграду, в которую упирается рычаг, выключающий подачу и тем самым прекращающий процесс обработки при достижении соответствующего крутящего момента на червяке или другом элементе передаточной цепи подачи. Барабан с упорами 2 (рис.16) закрепляется жестко на станине станка, а его упоры регулируются в зависимости от необходимого перемещения суппорта с жестким упором 3. Корпус 1 барабана поворачивается на 1/6 часть окружности. Остановка суппорта в момент контакта упоров 2 и 3 приводит к выключению механизма подачи.
-
а)
б)
Рис.16. Упоры револьверного станка:
а – барабан с упорами, ограничивающими продольную подачу суппорта; б – отводной упор станка с горизонтальной продольной осью головки; 1 – поворотный корпус барабана;
2 – упоры, регулируемые для каждой позиции револьверной головки или суппорта;
3 – жесткий упор на суппорте; 4 – контргайка регулируемого упора;
5 – револьверная головка; 6 – регулирующий винт;
7 – отводной упор; 8 – станина станка
Существуют различные конструкции механизмов, выключающих движение подачи, известные под названиями падающий рычаг, или падающий червяк. В них под действием возрастающих усилий происходит быстрое разъединение муфты или червячного зацепления.