

3.3. Станки для обработки тел вращения
Для обработки тел вращения предназначены станки токарной группы. Данная группа объединяет станки многих типов; среди них распространенными является станки общего назначения: токарно-винторезные, револьверные, токарные автоматы и полуавтоматы, карусельные и лобовые. В токарной группе имеется также специализированные станки: бесцентрово-обдирочные, токарно-затыловочные, многорезцовые и др. В качестве режущего инструмента применяется лезвийный инструмент – резцы и сверла.
Токарные станки предназначаются для обтачивания наружных и торцовых поверхностей; для сверления, растачивания и развертывания отверстий; для нарезания наружной и внутренней резьб.
Их совершенствование состоит в расширении диапазонов регулирования, увеличении частоты вращения и мощности, повышении жесткости и улучшении удобства управления.
К настоящему времени типаж токарных станков характеризуется значительным размерным рядом с максимальным диаметром обработки от 160200 до 32004000 мм.
Перспектива общего развития токарных станков предусматривает дальнейшее повышение технического уровня их в направлении внедрения элементов автоматизации при сохранении пока достигнутого уровня быстроходности и мощности. Большое внимание уделяется вопросам повышения точности и надежности.
3.3.1. Токарно-винторезные станки
Основными узлами токарно-винторезного станка (рис.13) являются: станина 1, передняя бабка 2, задняя бабка 3, суппорт 4, фартук 5 с ходовым винтом и ходовым валом, коробка подач 6, гитара 7, шпиндель 8.
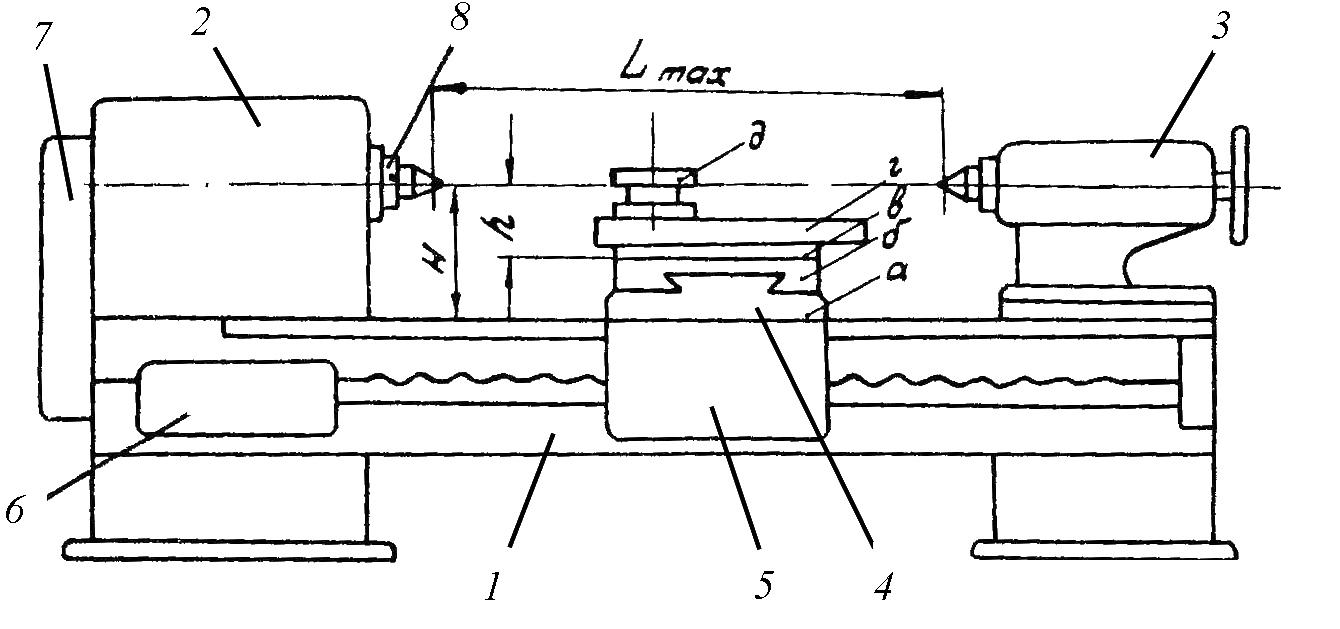
Рис.13. Схема расположения узлов токарно-винторезного станка
На станине монтируются все остальные узлы станка. Жесткость станины в значительной степени определяет жесткость и виброустойчивость станка в работе и обеспечивает правильность взаимного положения его узлов. Станина средних и мелких станков устанавливается на двух тумбах; в крупных станках она опирается на фундамент. Ответственной частью станины являются ее направляющие, от точности которых зависит точность станка.
Главное назначение передней бабки состоит в том, чтобы обеспечивать на шпинделе необходимый ряд частот вращения и крутящих моментов при соблюдении требований виброустойчивости и точности вращения шпинделя. Эти качества в значительной мере определяют производительность станка и точность обработки. Передняя бабка жестко крепится болтами к станине. При наладке станка на шпиндель навертывается патрон или планшайба нужного типа, а в коническое гнездо вставляется передний центр.
Задняя бабка служит для поддерживания длинных изделий при обработке их в центрах и для крепления сверл, разверток, метчиков и других подобных инструментов. В зависимости от длины обрабатываемого изделия она может устанавливаться и закрепляться в различных местах станины. Подача инструмента, закрепляемого в задней бабке, производится либо маховичком (сверла, развертки), либо за счет самозатягивания инструмента (плашки, метчики). Механическую подачу осуществляют иногда путем присоединения задней бабки к продольному суппорту.
Основное назначение продольного суппорта состоит в том, чтобы выполнять подачу резцов – продольную, поперечную или под иным углом к оси изделия. В узел суппорта входят следующие части (рис.13): а) каретка или нижние салазки для продольного точения; б) поперечные салазки для торцевой обточки и прорезки канавок; в) поворотная часть для установки направляющих верхних салазок под углом к линии центров; г) верхние салазки для обработки коротких цилиндрических и конических поверхностей (на средних станках с ручной подачей, на крупных станках с механической подачей); д) резцедержатель для закрепления и смены резцов.
Фартук содержит механизмы для преобразования вращательного движения ходового вала или ходового винта в поступательное движение каретки или поперечных салазок; в фартуке расположены также механизмы для включения, выключения и реверса подач и, нередко – устройство для предохранения от перегрузки.
Коробка подач служит для настройки величины механических подач при продольной и поперечной обточке (когда включен ходовой вал) или – для настройки на нужный шаг нарезаемой резьбы (когда включен ходовой винт). Коробка подач заимствует движение от механизма передней бабки и кинематически жестко связана со шпинделем. В токарных станках, не имеющих ходового винта, т.е. не рассчитанных на выполнение операций нарезки резьбы с принудительным движением инструмента, коробка подач может обслуживаться отдельным электродвигателем.
Гитара связывает механизм передней бабки с коробкой подач. Пользуясь гитарой, можно перенастроить коробку подач с нарезки метрических и дюймовых резьб на нарезку модульных и питчевых резьб. Она служит звеном дополнительной настройки в тех случаях, когда коробка подач не дает требуемого передаточного отношения. Гитара дает возможность нарезать более точные резьбы, если имеется прямое включение ходового винта, минуя механизмы коробки подач.
Главными размерами токарных станков по ГОСТу считаются: 1) наибольший диаметр изделия, устанавливаемого над станиной – Dmax; этот параметр зависит от высоты центров станка Н, причем Dmaх 2H (рис.13); 2) наибольшая длина Lmax обрабатываемого изделия, которая определяется по ГОСТу при установке задней бабки в ее крайнее правое положение без свешивания со станины и при выдвинутой до отказа пиноли с центром.
Важным для практики эксплуатации размером является наибольший диаметр обработки над суппортом – d 2h.
Кинематическая схема станка, связь отдельных кинематических цепей подробно изучается при выполнении лабораторных работ.