

3.5. Сверлильные и расточные станки
Станки сверлильно-расточной группы предназначены для выполнения сверлильных и расточных операций при изготовлении корпусных деталей.
Основные движения:
главное движение (вращение инструмента в шпинделе);
движение подачи (осевая или радиальная подача инструмента, продольное или поперечное перемещение заготовок, установочное движение).
В различных отраслях промышленности находят применение сверлильные станки следующих типов: одношпиндельные вертикально-сверлильные; радиально-сверлильные; многошпиндельные сверлильные; горизонтально-сверлильные для глубокого сверления; центровальные для получения центровых отверстий; агрегатные сверлильно-расточные; настольно-сверлильные и специализированные сверлильные.
Расточные станки бывают как общего назначения (универсальные), так и специализированные.
Универсальные расточные станки разделяются на горизонтально-расточные, вертикально-расточные, координатно-расточные, алмазно-расточные.
Основными размерами, характеризующими сверлильные станки, являются наибольший диаметр сверления, ход шпинделя, номер конуса в отверстии шпинделя и др.
3.5.1. Вертикально-сверлильные станки
Наиболее распространенный универсальный одношпиндельный вертикально-сверлильный станок (рис.37) предназначен для работы в основных производственных цехах, а также в условиях индивидуального и мелкосерийного производств, в ремонтно-механических цехах.
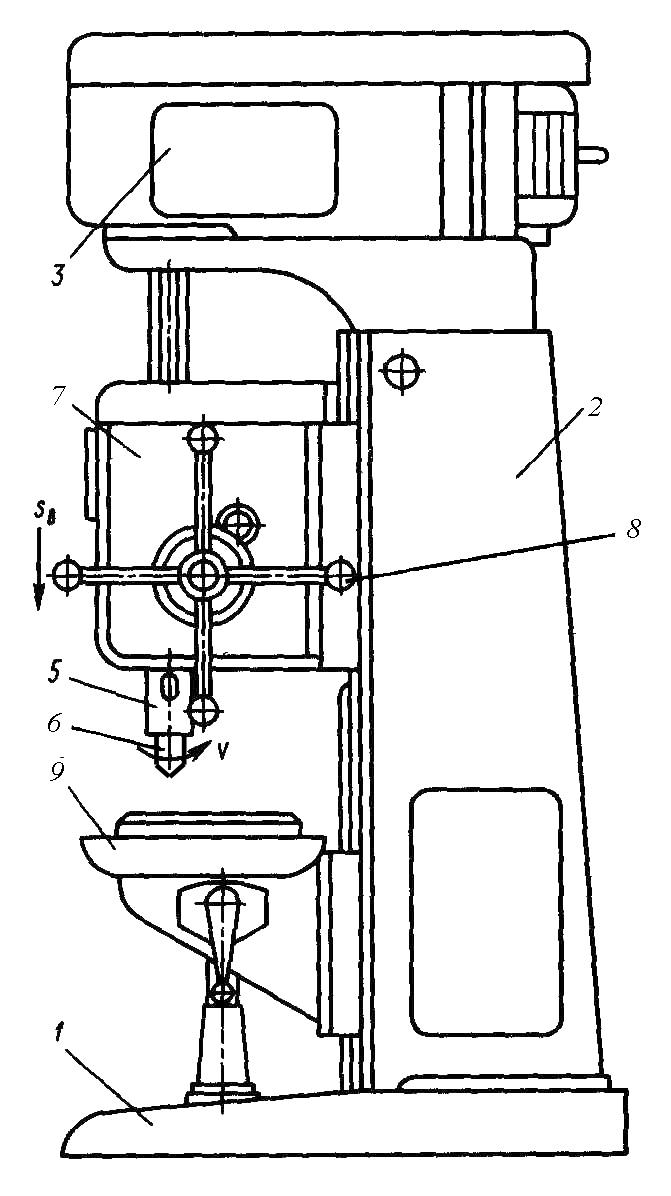
Рис.37. Универсальный одношпиндельный вертикально-сверлильный станок
На фундаментной плите 1 смонтирована колонна 2 коробчатой формы. В ее верхней части размещена коробка скоростей 3, несущая электродвигатель 4, шпиндель 5 с инструментом 6. На вертикальных направляющих колонны установлена шпиндельная бабка 7, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически или вручную с помощью штурвала 8. Для установки заготовок и приспособлений имеется стол 9, который может перемещаться по направляющим колонны в зависимости от размеров деталей, подвергающихся обработке.
3.5.2. Радиально-сверлильные станки
Перемещение по плоскости стола крупногабаритных и тяжелых деталей вызывает большие неудобства и потерю времени. Поэтому для получения отверстий в таких деталях применяют радиально-сверлильные станки (рис.38). При этом деталь остается неподвижной, а шпиндель со сверлом перемещается относительно детали и устанавливается в требуемое положение.
На фундаментной плите 1 установлена тумба 2 с неподвижной колонной, на которую надета гильза 3. Последняя может поворачиваться вокруг колонны на 360°. На гильзе смонтирована траверса 4, имеющая горизонтальные направляющие, в которых может перемещаться шпиндельная бабка 5, внутри которой размещены коробка скоростей, коробка подач и узел шпинделя 6.
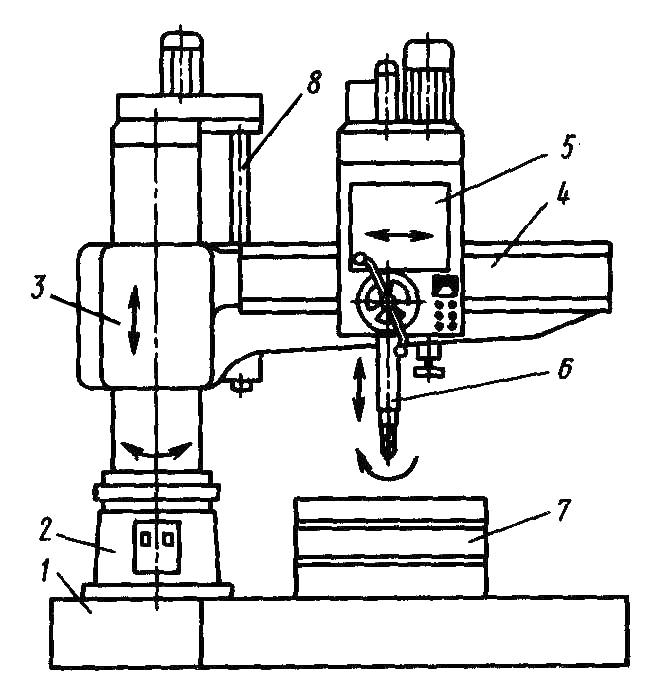
Рис.38. Радиально-сверлильный станок
Обрабатываемые детали устанавливают на столе 7 или непосредственно на верхней плоскости фундаментной плиты 1. Шпиндель 6 со сверлильной головкой может перемещаться в горизонтальном направлении, а вместе с траверсой 4 и гильзой 3 поворачиваться вокруг оси неподвижной колонны.
Эти два движения обеспечивают установку инструмента по координатам. С помощью винта 8 траверса перемещается вдоль гильзы и закрепляется на нужной высоте. Гильза, в свою очередь, может быть зажата на колонне, а сверлильная головка – на траверсе. Перед сверлением отверстия гильзу и сверлильную головку фиксируют, а по окончании обработки освобождают.