

59 Элементы приспособления для настройки режущего инструмента Установы и шаблоны.
Для установки (наладки) положения стола станка вместе с приспособлением относительно режущего инструмента применяются специальные шаблоны и установы, выполненные в виде различных по форме пластин, призм и угольников. Установы закрепляются на корпусе приспособления; их эталонные поверхности должны быть расположены ниже обрабатываемых поверхностей заготовки, чтобы не мешать проходу режущего инструмента. Чаще всего установы применяют при обработке на фрезерных станках, настроенных на автоматическое получение размеров заданной точности.
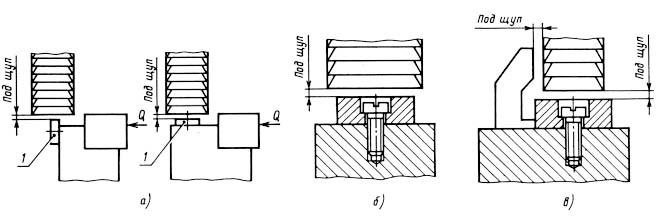
Рис. 87 Установы, используемые для наладки фрезерных станков: а- установ для наладки фрез на размер (1- установ);б- для установки фрезы в одном направлении;в- для установки фрезы в двух направлениях.
Различают высотные и угловые установы. Первые служат для правильного расположения детали относительно фрезы по высоте, вторые – и по высоте и в боковом направлении. Изготовляются из стали 20Х, с цементацией на глубину 0,8 – 1,2 мм с последующей закалкой до твердости HRC55…60 ед.
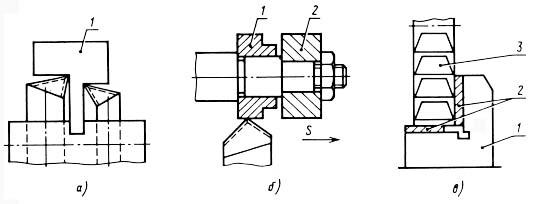
Рис. 88. Шаблоны для токарных и фрезерных станков: а- для установки резцов на токарном станке (1- шаблон);б- для установки резца на токарном станке (1- установочное кольцо;2- обрабатываемая деталь);в- для установки фрезы в двух направлениях (1- угольник;2- шаблон;3- фреза).
60 Назначение,область применения установов. (59)
Установы - элементы, определяющие положение инструмента при установке его на размер.
61 Классификация установов(59)
62 Назначение корпусов приспособлений, технические требования. Стандартизация
Корпус — это элемент, объединяющий в единую конструкцию отдельные части приспособления. Корпус воспринимает все силы, действующие на заготовку в процессе ее закрепления и обработки, и поэтому он должен обладать достаточной прочностью, жесткостью и виброустойчивостью. Корпус должен быть прост в изготовлении и обеспечивать безопасность работы (недопустимы острые углы и малые просветы между рукоятками и корпусом, могущие вызвать защемление рук рабочего). Корпуса передвижных или кантуемых приспособлений должны быть устойчивыми при разных положениях на столе станка. На всех позициях обработки центр тяжести приспособления не должен выходить за пределы опорных элементов корпуса. На этапе, когда проектируется корпус приспособления, важно разработать целесообразную систему простановки размеров с точки зрения технологии его изготовления. Необходимо предусмотреть, чтобы в конструкции корпуса были предусмотрены средства удобной очистки от стружки и отвода смазочно-охлаждающей жидкости. Важнейшими требованиями к конструкции корпуса являются простота и, возможно, более низкая стоимость ее изготовления. Конструктивные формы корпусов многообразны. Корпуса могут быть выполнены в виде прямоугольной плиты, планшайбы, угольника, тавра, корыта и другой формы. Заготовки для корпусов можно получить литьем, сваркой, ковкой, резкой из сортового материала, а также сваркой из отдельных элементов. Литьем изготавливают корпуса крупных размеров и сложной конфигурации, при этом можно получить заготовку, минимальную по массе, но с большой жесткостью и требующей минимальной механической обработки. Однако сроки их изготовления получаются длительными. Литые заготовки получают из чугуна СЧ12-28, СЧ15-32. В отдельных случаях используют легкие сплавы на алюминиевой и магниевой основах. Сваркой можно получить корпуса сложной конфигурации. Они могут быть изготовлены быстрее и дешевле, но имеют плохой внешний вид. Кроме того, сварка вызывает деформацию корпуса, а возникающие в результате этих деформаций внутренние напряжения влияют на прочность приспособления. Для хорошо свариваемых конструкций используют стали марки 3 и 25. Ковкой и резкой сортового материала получают корпуса небольших размеров простой конструкции. Сборные корпуса позволяют использовать заготовки простейшей формы, но при этом возникает необходимость в механической обработке и снижается жесткость (за счет дополнительных стыков). При любом способе изготовления корпусов его обработанные поверхности стремятся сделать выступающими над необработанными — для уменьшения объема и упрощения механической обработки. Большое значение имеет стандартизация корпуса и заготовок. Гораздо проще стандартизовать заготовки корпусов. Из единой стандартной заготовки можно путем съема лишнего металла получить достаточно большое число корпусов различной формы. Конструктивно достаточно более сложные корпуса можно изготовить из стандартных элементов путем сборки.Таким образом, при проектировании корпуса приспособлений для снижения наименьшей его стоимости он должен «вписываться» в стандартные заготовки или должна существовать возможность сборки корпуса приспособления из минимального числа стандартных элементов.