

9.6. Неуказанные допуски формы
и расположения поверхностей
На рабочих чертежах деталей допуски формы и взаимного расположения поверхностей обычно указываются на наиболее значимые элементы деталей. Это отнюдь не означает, что если на чертеже не указаны допуски формы и взаимного расположения, то всегда допускаются любые их значения. Так отклонения от цилиндричности, круглости и профиля продольного сечения, если они не указаны на чертеже, могут находиться в пределах поля допуска рассматриваемого элемента.
Если на рабочем чертеже указаны допуски параллельности, перпендикулярности, наклона и торцевого биения, неуказанный допуск плоскостности, и прямолинейности соответствует допуску расположения или торцового биения. На рис. 67,а в качестве примера приведены наибольшие отклонения от плоскостности (max = Ith) и профиля продольного сечения (max = Itd) рис. 67,б, ограничиваемые полем допуска размера.
В том случае, если на рабочем чертеже не указаны допуски параллельности, то допускаются любые отклонения от параллельности в пределах поля допуска размера между рассматриваемыми поверхностями или осями.

Рис. 67. Определение неуказанных допусков формы
a) max = Ith; б) max = Itd
В случае надобности неуказанные допуски перпендикулярности, соосности, симметричности, пересечения осей, радиального торцового биений могут быть назначены по ГОСТ 30893.2-2002 «Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально», введенному взамен ГОСТ 25069-81.
Стандарт вводит понятия общий допуск формы или расположения, Общий допуск формы или расположения – это допуск, указываемый на чертеже или в других технических документах общей записью и применяемый в тех случаях, когда допуск формы или расположения не указан индивидуально для соответствующего элемента детали.
Неуказанные допуски наклона и позиционный допуск, а также биения в заданном направлении, полного радиального и торцового биений, формы заданного профиля и формы заданной поверхности стандартом не устанавливаются.
Общие допуски формы и расположения поверхностей по ГОСТ 30893.2-2002 применяются, если на чертеже или в другой технической документации имеется ссылка на этот стандарт.
Общие допуски формы и взаимного расположения установлены по трем классам точности. При выборе класса точности следует учитывать обычную точность соответствующего производства.
Значение общих допусков формы и расположения применяются независимо от действительных размеров рассматриваемых и базовых элементов (допуски являются независимыми).
Общие допуски прямолинейности и плоскостности для элементов с неуказанными на чертеже предельными отклонениями размеров приведены в табл. 18
Т а б л и ц а 18
Общие допуски прямолинейности и плоскостности
|
Класс точности |
Общие допуски прямолинейности и плоскостности для интервалов номинальных размеров в мм | |||||
|
до 10 |
св. 10 до 30 |
св. 30 до 100 |
св. 100 до 300 |
св. 300 до 1000 |
св. 1000 до 3000 | |
|
Н |
0,02 |
0,05 |
0,1 |
0,2 |
0,3 |
0,4 |
|
К |
0,05 |
0,1 |
0,2 |
0,4 |
0,6 |
0,8 |
|
L |
0,1 |
0,2 |
0,4 |
0,8 |
1,2 |
1,6 |
П р и м е ч а н и е: допуск прямолинейности выбирается исходя из длины элемента, а плоскостности – по длине большей стороны поверхности или ее диаметру, если поверхность ограничена круговым контуром.
Общий допуск круглости для элементов с неуказанными на чертеже предельными отклонениями размеров равен допуску на диаметр, но не должен превышать общего допуска на радиальное биение.
Общий допуск параллельности равен допуску размера между рассматриваемыми элементами. За базу следует принимать наиболее протяженный из двух рассматриваемых элементов. Если два элемента имеют одинаковую длину, то в качестве базы может быть принят любой из них.
Общие допуски перпендикулярности должны соответствовать приведенным в таблице 19.
Т а б л и ц а 19
Общие допуски перпендикулярности
|
Класс точности |
Общие допуски перпендикулярности для интервала номинальных длин более короткой стороны угла в мм | |||
|
до 100 |
св. 100 до 300 |
св. 300 до 1000 |
св. 1000 до 3000 | |
|
Н |
0,2 |
0,3 |
0,4 |
0,5 |
|
К |
0,4 |
0,6 |
0,8 |
1,0 |
|
L |
0,6 |
1,0 |
1,5 |
2,0 |
За базу следует принимать элемент, образующий более длинную сторону рассматриваемого прямого угла. Если сторона угла имеют одинаковою номинальною длину, то в качестве базы может быть принята любая из них.
Общие допуски симметричности и пересечения осей должны соответствовать приведенным в табл. 20. За базу следует принимать элемент с большей длиной. Если рассматриваемые элементы имеют одинаковою номинальною длину, то в качестве базы может быть принят любой из них.
Т а б л и ц а 20
Общие допуски симметричности и пересечения осей
|
Класс точности |
Общие допуски симметричности и пересечения осей для интервала номинальных длин более короткой стороны угла, мм | |||
|
до 100 |
св. 100 до 300 |
св. 300 до 1000 |
св. 1000 до 3000 | |
|
Н |
0,5 | |||
|
К |
0,6 |
0,8 |
1,0 | |
|
L |
0,6 |
1,0 |
1,5 |
2,0 |
Общие допуски радиального и торцевого биения, а также биения в заданном направлении должны соответствовать, для классов точности: Н – 0,1 мм; К – 0,2 мм; L – 0,5 мм.
За базу следует принимать подшипниковые (опорные) поверхности, если они могут быть однозначно определены из чертежа, например, заданные как базы для указанных допусков биения. В других случаях за базу для общего допуска радиального биения следует принимать более длинный из двух соосных элементов.
Общие допуски соосности применяются в случаях, когда измерение радиального биения невозможно или нецелесообразно. Общий допуск соосности в диаметральном выражении следует принимать равным общему допуску радиального биения.
Требования к неуказанным допускам формы и расположения поверхностей, также как и требования к неуказанным допускам размера (ГОСТ 30893.1-2002) могут быть указаны в виде общей записи на поле чертежа. Например: Общие допуски формы и расположения - ГОСТ 30893.2 – К, или если впереди имеются другие надписи: ГОСТ 30893.2 – К.
Ссылка на общие допуски размеров, формы и расположения должна включать общий номер обоих стандартов на общие допуски, например: Общие допуски ГОСТ 30893.2 – mК или ГОСТ 30893.2 – mК (m – класс точности «средний» общих допусков линейных размеров по ГОСТ 30893.1; К – класс точности общих допусков формы и взаимного расположения по ГОСТ 30893.2-2002).
Рассмотрим в качестве примера определение неуказанных допусков расположения и биений применительно к детали, изображенной на рис. 68.
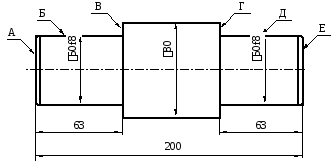
Общие допуски ГОСТ 30893.2 – mК
Рис. 68. Эскиз детали
На детали, которая указана на рис. 68:
Неуказанные допуски торцового биения поверхностей А, В, Г, Е: по классу точности общих допусков К – 0,2 мм.
Неуказанные допуски радиальных биений поверхностей Б и Д: по классу точности общих допусков К – 0,2 мм.
В качестве базы для определения допусков биений следует принимать общую ось подшипниковых шеек 50f8.
Неуказанные допуски размеров следует брать по среднему классу точности по ГОСТ 30893.1-2002 или по H14. h14, IT14/2.