

Износ и стойкость сверл
Износ сверл происходит в результате трения задних поверхностей о поверхность резания, стружки о переднюю поверхность, направляющих ленточек об обработанную поверхность и смятия поперечной кромки. Сверла изнашиваются (рис. 5.4): одновременно по задней А и передней Г поверхностям при обработке сталей; по уголкам В – при сверлении хрупких материалов; по ленточке Б – при сверлении вязких материалов; по лезвию перемычки Д – при неправильной заточке и при его чрезмерной длине.
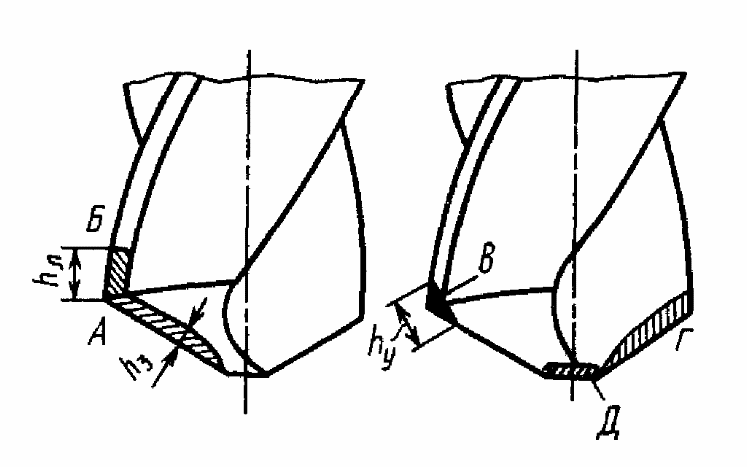
Рис. 5.4. Износ сверл
При сверлении жаропрочных сплавов износу в основном подвергается задняя поверхность, а также ленточка. В этом случае характерным признаком износа является округление лезвий по уголкам и возникновение кольцевых рисок на ленточках вследствие налипания на них обрабатываемого материала.
Наиболее опасный износ – по уголкам и ленточке, так как при большом износе для восстановления сверла требуется стачивать значительную его часть. Большой износ на перемычке приводит к интенсивному росту силы Р0, а износ по ленточке вызывает значительное увеличение крутящего момента Мкр. При износе по уголкам одновременно растут Мкр и Р0. Наибольшее влияние на величину фаски износа по задней грани h3 оказывает скорость резания v и значительно меньшее подача S0. Поэтому выгоднее работать с большей подачей и меньшей скоростью резания.
Допустимые значения износа зависят от свойств обрабатываемых материалов, материала сверла и его диаметра: при обработке конструкционных сталей быстрорежущими сверлами hз = 1...1,5 мм, жаропрочных и титановых сплавов hз = 0,4...0,8 мм. Для твердосплавных сверл hз = 0,4...0,8 мм. Большие значения износа относятся к большим диаметрам сверл.
За критерий затупления быстрорежущего сверла при обработке чугуна принимают величину износа по уголку hу. При обработке сталей за критерий затупления принимают износ по задней поверхности hз. Оптимальный износ и стачивание сверл в осевом направлении за одну переточку приведены в табл. 5.1.
При достижении установленной величины износа инструменты затачивают для восстановления их режущих свойств. Заточка сверл, зенкеров и режущей части разверток производится по главным задним поверхностям на специальных заточных станках или приспособлениях.
Таблица 5.1 – Оптимальный износ и стачивание свёрл
|
Диаметр сверла, мм |
Обрабатываемый материал | |||||
|
Легкие сплав |
Серый чугун, бронза |
Сталь, ковкий чугун | ||||
|
Износ hз, мм |
Стачивание q, мм |
Износ hз, мм |
Стачивание q, мм |
Износ hз, мм |
Стачивание q, мм | |
|
До6 мм |
0,4 |
0,7 |
0,5 |
0,8 |
0,6 |
1,0 |
|
Св. 6до 10 |
0,5 |
0,8 |
0,6 |
0,9 |
0,8 |
1,1 |
|
Св. 10до 15 |
0,6 |
0,9 |
0,7 |
1,0 |
0,9 |
1,3 |
|
Св.15до 20 |
0,7 |
1,0 |
0,8 |
1,2 |
1,0 |
1,5 |
|
Св. 20до 25 |
0,8 |
1,2 |
0,9 |
1,4 |
1,2 |
1,7 |
|
Св. 25 |
0,9 |
1,4 |
1,0 |
1,6 |
1,4 |
2,0 |
Величина допустимого стачивания M для коротких сверл из быстрорежущей стали принимается М = (0,5 – 0,7)l, а для длинных – М = 0,7l, где l – длина рабочей части сверла. Для сверл, оснащенных твердым сплавом:
![]() (5.3),
(5.3),
где b – длина пластинки, мм;
D – диаметр сверла, мм.
Число возможных повторных заточек сверла:
![]() (5.4),
(5.4),
где q – величина стачивания при одной заточке.
Число периодов стойкости нового сверла:
N = n+1 (5.5),
где 1 – период стойкости нового сверла.