

Вспомогательный инструмент
Точность обработанных отверстий зависит от метода закрепления осевых инструментов, конструкции вспомогательного инструмента и точности станка. Крепление инструментов в зависимости от типа станочного оборудования производится в шпинделе через переходные втулки, в специальных цанговых, кулачковых патронах и державках.
Для закрепления сверл малого диаметра (до 1 мм) широко используются цанговые патроны. Они надежно закрепляют и хорошо центрируют осевой инструмент, если диаметр его хвостовика соответствует диаметру отверстия цанги. Цанговый патрон (рис. 7.3) состоит из корпуса 1 с хвостовиком, цанги 2 и гайки 3. Цанга располагается в отверстии корпуса и конусом сопрягается с конусной его фаской. При завинчивании гайки цанга смещается вдоль оси, действием конусной фаски отверстия корпуса сжимается и закрепляет сверло 4.

Рис. 7.3. Цанговый патрон
Сверлильный кулачковый патрон является более универсальным зажимным инструментом, чем втулки и цанги, так как в нем можно закреплять осевые инструменты с широким диапазоном диаметров. Сверлильный кулачковый патрон (рис. 7.4) состоит из корпуса 2, втулки 3, кулачков 6 и кольца 4. На верхней части кулачков нарезана резьба, сопрягающаяся с резьбой на кольце 4, которое запрессовано во втулку 3. При закреплении сверла в патроне втулка сначала вращается вручную, а затем с помощью шестеренки ключом 5. С поворотом ключа вместе со втулкой вращается кольцо, которое также навинчивается на кулачки 6, перемещающиеся в трех наклонных пазах. При этом сверло центрируется и зажимается. Для установки в шпиндель патроны снабжаются коническим хвостовиком 1 различного размера, что позволяет закреплять инструменты с широким диапазоном размеров (от 0,5 до 16 мм).
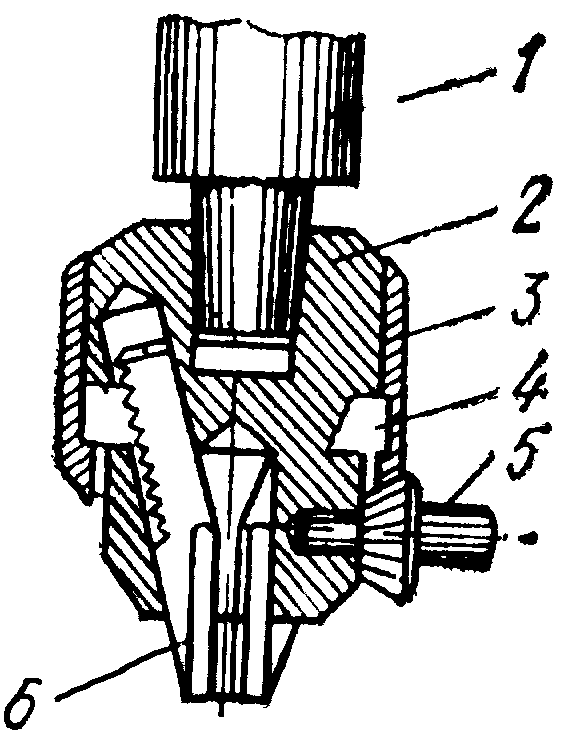
Рис. 7.4. Сверлильный кулачковый патрон
Плавающий патрон (рис. 7.5) закрепляется в шпинделе станка с помощью хвостовика 1. Между торцами хвостовика и втулки 6 на шайбе 5 установлены в сепараторе 4 шарики, через которые хвостовик воспринимает от втулки осевую силу резания при работе развертки. Крутящий момент от хвостовика к втулке передается через поводок 9, имеющий по концам закругленные шестигранные выступы, грани которых сдвинуты относительно друг друга на 30º. Верхний выступ поводка входит в шестигранное отверстие хвостовика, а нижний - в аналогичное отверстие втулки 6. Поджим втулки к хвостовику выполняется пружиной 3, которая действует на фланец гайки 2, связанной резьбой со втулкой 6. Инструмент в патроне закрепляется с помощью гайки 7, которая при вращении по резьбе втулки 6 смещает в осевом направлении цангу 8.

Рис. 7.5. Плавающий патрон
Подготовка к работе
Перед началом работы следует проверить:
надежность крепления деталей и элементов сверлильного оборудования;
исправность соединительного провода, штепсельной вилки, целостность корпусных деталей;
работоспособность на холостом ходу в течение 1 мин;
четкость работы выключателя.
Запрещается проводить любые виды работ на станке без разрешения преподавателя или инженера.