

Устройство станка т-28
Токарный станок Т-28 предназначен для выполнения точных работ в инструментальных и опытных цехах часовой и приборостроительной промышленности. Станок изготавливается в настольном исполнении, с приводом от индивидуального электродвигателя. Крепление обрабатываемых деталей осуществляется в цанге, в центрах, на планшайбе. Станок состоит из станины, передней бабки, задней бабки и суппорта (рис.8.1).
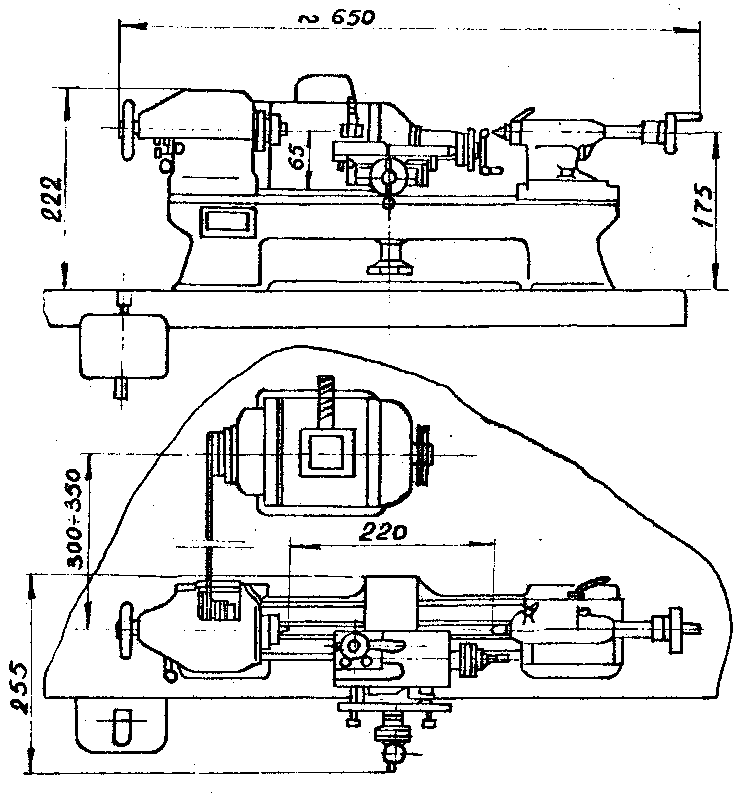
Рис. 8.1. Общий вид станка
Суппорт устанавливается на станине. На суппорте крепится обрабатывающий инструмент. Подача инструмента осуществляется в продольном и поперечном направлениях вручную. Цена деления лимбов рукояток перемещения 0,01 мм.
Вращение шпинделя осуществляется электродвигателем через трехступенчатую круглоременную передачу.
Шпиндель станка вращается в двух бронзовых втулках. Регулировка подшипников шпинделя производится гайкой. При большой выработке подшипников следует произвести их притирку.
Регулировка осевого люфта опор винтов подач суппорта производится резьбовыми втулками.
Основные технические характеристики станка приведены в табл.8.1.
Таблица 8.1 – Технические характеристики станка Т-28
|
1. |
Наибольший диаметр прутка зажимаемого в цангу, мм |
5 |
|
2. |
Наибольший диаметр обрабатываемого изделия, мм |
80 |
|
3. |
Наибольшая длина обработки без перестановки суппорта, мм |
55 |
|
4. |
Конус в шпинделе специальный под цангу, град |
29 |
|
5. |
Конус в задней бабке, Морзе |
0 |
|
6. |
Наибольшее продольное перемещение суппорта, мм |
55 |
|
7. |
Наибольшее поперечное перемещение суппорта, мм |
55 |
|
8. |
Наибольшее перемещение пиноли задней бабки, мм |
45 |
|
9. |
Наибольший угол поворота резцовых салазок, град |
±60 |
|
10. |
Количество скоростей шпинделя |
3 |
|
11. |
Число оборотов шпинделя, мин-1 |
4300 2500 1440 |
|
12. |
Цена деления лимба суппорта, мм |
0,01 |
|
13. |
Потребляемая мощность, кВт, не более |
0,27 |
|
14. |
Габаритные размеры, мм |
650×255×222 |
|
15. |
Масса, кг, не более |
25 |
Для включения двигателя используется рукоятка включения двигателя 1 (рис.8.2). Для остановки вращения шпинделя предназначена рукоятка торможения шпинделя передней бабки 2. При проведении работ, связанных с поворотом шпинделя на некоторый угол, применяется делительное устройство, для закрепления шпинделя в заданном положении используется ручка делительного устройства 3. Маховичок цангодержателя 4 предназначен для закрепления цанг и других принадлежностей. Для закрепления цанги необходимо ручкой стопорения шпинделя 5 застопорить шпиндель и вращая маховичок 4 закрепить цангу.
Суппорт станка имеет продольное и поперечное перемещение, а также имеется возможность вращения резцовых салазок. Помимо этого суппорт может перемещаться по станине. Для фиксации суппорта в нужном положении используется гайка зажима суппорта 11. Поперечное перемещение суппорта осуществляется с помощью ручки поперечной подачи суппорта 6. Продольное перемещение – ручкой продольной подачи суппорта 7. Для вращения резцовых салазок предназначены винты 12. Например, для поворота по часовой стрелке левый винт завинчивается, а правый винт вывинчивается. После поворота на необходимый угол правый винт завинчивается до упора.
Задняя бабка может перемещаться по станине, для закрепления задней бабки в определенном положении используется рукоятка зажима задней бабки 10. Пиноль задней бабки перемещается маховиком подачи пиноли 9 и зажимается рукояткой зажима пиноли 8. На рис.8.2 показаны также места смазки станка: 21 - подшипники шпинделя передней бабки, 22 – опоры ходовых винтов суппорта, 23 – опора винта подачи пиноли задней бабки.
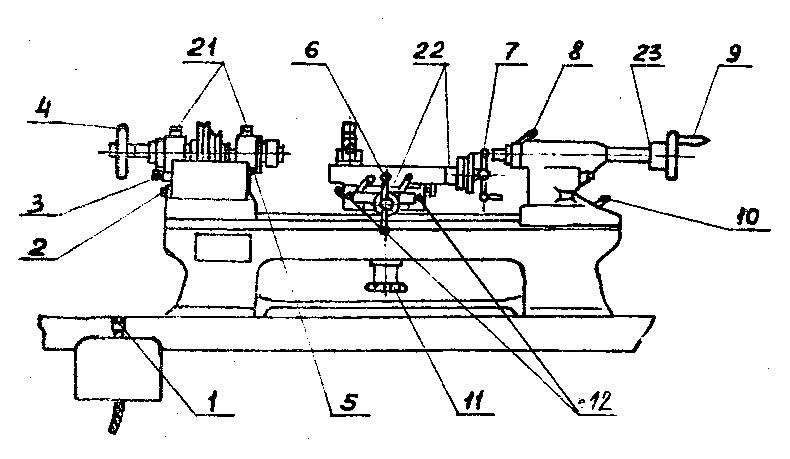
Рис.8.2. Схема расположения рукояток и мест смазки