

[ТМиП]metodichka_part2
.pdfМинистерство образования Республики Беларусь
БЕЛОРУССКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «Конструирование и производство приборов»
ЛАБОРАТОРНЫЙ ПРАКТИКУМ
по дисциплине «Технология приборостроения»
Часть 2
Минск 2006
4
Министерство образования Республики Беларусь БЕЛОРУССКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «Конструирование и производство приборов»
ЛАБОРАТОРНЫЙ ПРАКТИКУМ
по дисциплине «Технология приборостроения» для студентов специальностей
1-38 01 01 «Механические и электромеханические приборы и аппараты»,
1-38 02 02 «Биотехнические и медицинские аппараты и системы»,
1-52 02 01 «Технология и оборудование ювелирного производства»
В 2 частях
Часть 2
Минск 2006
5
УДК 681,2 ББК 34,9
Л 12
Составители:
К.Г. Щетникович, М.Г. Киселѐв М.И. Филонова, М.С. Самойлова
Рецензент А.Д. Маляренко
Лабораторный практикум по дисциплине «Технология Л12 приборостроения» для студентов специальностей 1-38 01 01 «Механические и электромеханические приборы и аппараты», 1-38 02 02 «Биотехнические и медицинские аппараты и системы», 1-52 02 01 «Технология и оборудование ювелирного производства»! В 2 ч. Ч. 2 / Сост.: К.Г. |1Цетникович, М.Г. Киселев, М.И. Филонова, М.С. Самойлова. - Мн.: БНТУ, 2006. - 140 с.
В практикуме содержатся лабораторные работы по исследованию технологических процессов получения заготовок методами порошковой металлургии и листовой штамповки, исследованию влияния режимов резания и геометрических параметров режущего инструмента на точность и качество поверхности, а также по исследованию процесса получения клеевых соединений.
Описание лабораторных работ включает следующие разделы: задачи работы, инструмент и принадлежности, теоретическую часть, где приводятся сведения, необходимые для выполнения экспериментальной части работы, порядок выполнения работы, содержание отчѐта, контрольные вопросы и литература.
Часть 1 настоящего издания вышла в свет в УП «Технопринт» в 2003 г.
ISBN 985-479-385-0(Ч. 2) |
|
ISBN 985-479-403-2 |
БНТУ, 2006 |
6
Лабораторная работа № 7
ЭКСПЕРИМЕНТАЛЬНОЕ И ТЕОРЕТИЧЕСКОЕ ОПРЕДЕЛЕНИЕ ПРИПУСКА ПРИ ТОЧЕНИИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ
Цель работы: Овладеть методикой определения припусков и операционных размеров при механической обработке поверхностей, измерить суммарные пространственные отклонения заготовки до и после обработки и сравнить их с расчетными значениями.
Задачи работы
1.Ознакомиться с расчетно-аналитическим и опытно-статистическим методами определения припусков.
2.Изучить факторы, влияющие на величину минимального припуска при точении заготовок из проката и методами их экспериментального определения.
3.Рассчитать минимальный припуск расчетно-аналитическим методом и сравнить его со значением, полученным опытно-статистическим методом. Определить размер заготовки из проката.
4.Измерить суммарную величину пространственных отклонений и погрешность установки заготовки до и после обработки.
Оборудование, инструмент и принадлежности
1.Станок токарно-винторезный повышенной точности модели 1И611П
– 1 шт.
2. |
Прибор для проверки изделий на биение в центрах модели |
ПБ-500М |
||
|
– 1 шт. |
|
|
|
3. |
Штатив ШМ – I ГОСТ 10197-70 |
– 1шт. |
|
|
4. |
Индикатор часового типа ИЧ-10 ГОСТ 577-68 – 2 шт. |
|
||
5. |
Штангенциркуль ШЦ – II – 250 – 0,05 ГОСТ 166-80 |
– 1 шт. |
||
6. |
Резец токарный проходной упорный с пластинкой из |
твердого |
||
|
сплава 2103-0003 ГОСТ 18879-73 |
– 1 шт. |
|
|
7. |
Заготовки из проката горячекатаного круглого, |
обычной |
точности |
|
|
– 2 шт. |
|
|
|
Теоретическая часть. |
|
Припуск, его назначение и методы определения |
|
Припуском называют слой материала, удаляемый в процессе |
механической |
обработки заготовки для достижения требуемой точности и качества обрабатываемой поверхности.
Различают припуски промежуточные ( zi ) и общие ( z0 ).
7
Промежуточный припуск (припуск на данную операцию или переход) – слой материала, который должен быть удален во время данной операции или перехода. Промежуточный припуск определяют как разность размеров заготовки, полученных после предшествующего и выполняемого переходов. При обозначении припусков используются следующие
индексы: ( i 1) – индекс для предшествующего перехода; i – индекс для выполняемого перехода.
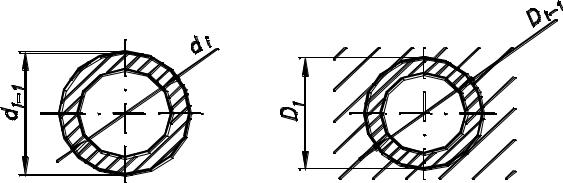
Промежуточные припуски для наружных и внутренних поверхностей (рис. 7.1) рассчитываются по следующим формулам:
zi di 1 di , |
zi Di |
Di 1 . |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
а) |
б) |
Рис. 7.1. Схема расположения припусков для наружной (а) и внутренней (б) поверхностей
Односторонний припуск – слой материала, удаляемый с какой-либо стороны заготовки (рис. 7.2, а), двусторонний – с двух сторон или образующих (рис. 7.1; 7.2, б).
Припуски бывают симметричные и несимметричные. У симметричного припуска его слагаемые с каждой из сторон или образующих равны (рис. 7.1), у несимметричного эти величины разные (рис.7.2, б). Припуски измеряются по нормали к обработанной поверхности.
Операционные размеры выполняются с определенной точностью, поэтому фактическая величина припуска колеблется в определенных пределах. В связи с этим различают
номинальный zном , минимальный zmin и максимальный zmax припуски (рис.7.3).
Номинальные припуски необходимы для определения номинальных размеров заготовок (проката, штамповок, отливок), по которым изготавливают технологическую оснастку (штампы, модели, формы). При известном минимальном припуске величина номинального припуска определяется по формуле:
zi ном zi min ITi 1 , |
(7.1) |
где ITi 1 – допуск на технологический размер, установленный на предшествующем переходе.
8
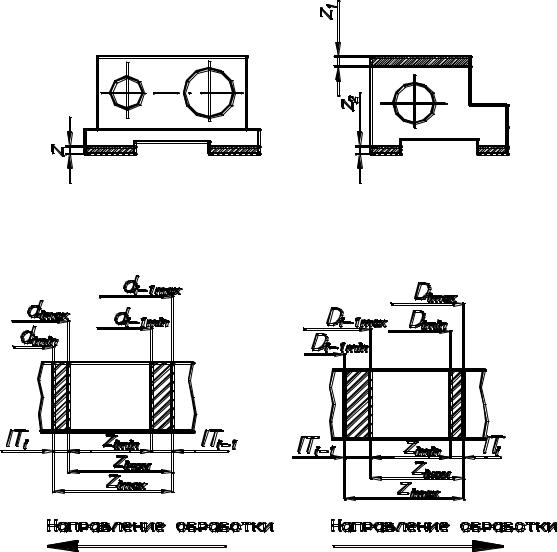
а) |
б) |
Рис. 7.2. Схема расположения одностороннего (а) и двустороннего (б) припусков.
а) |
б) |
Рис. 7.3. Схема расположения полей минимального, номинального и максимального операционных припусков при обработке наружных (а) и внутренних (б) поверхностей
По максимальному припуску назначают глубину резания t zmax , которая используется
при выборе мощности привода станка. Величина максимального припуска определяется из выражения:
zi max zi ном ITi , |
(7.2) |
где ITi – допуск на технологический размер, установленный для выполняемого перехода.
Общий припуск – слой материала, удаляемый при выполнении всех технологических операций, он равен сумме промежуточных припусков по всему технологическому маршруту механической обработки данной поверхности (рис. 7.4):
9
n
z0 zi ,
i 1
где n – число операций в технологическом маршруте.
Общий припуск определяют как разность размеров заготовки d0 и готовой детали dдет :
z0 d 0 dдет .
На некоторых участках заготовки кроме припуска имеется технологический напуск. Технологический напуск – это дополнительный слой материала, также удаляемый при механической обработке, но предназначенный для осуществления технологического процесса изготовления заготовки. Напуск назначается на участки заготовки, которые из-за несовершенства принятого способа получения заготовок невозможно выполнить лишь с одним номинальным припуском. К напускам относятся штамповочные и литейные уклоны, непрошиваемые и непроливаемые отверстия в поковках и отливках, дополнительные слои металла, назначаемые для упрощения конструкции заготовок.
Выбор общих и операционных припусков и допусков имеет большое техникоэкономическое значение.
Чрезмерно большие припуски снижают экономическую эффективность процесса за счет потерь металла, переводимого в стружку. Удаление лишних слоев металла требует введения дополнительных технологических переходов, увеличивает трудоемкость процессов обработки, расход энергии и режущего инструмента, повышает себестоимость обработки. При увеличенных припусках в некоторых случаях удаляют наиболее износостойкий поверхностный слой обрабатываемой детали.
Чрезмерно малые припуски также нежелательны. Они не обеспечивают удаление дефектных поверхностных слоев и получение требуемой точности и шероховатости обработанных поверхностей, а в некоторых случаях создают неприемлемые условия для работы режущего инструмента по литейной корке или окалине. Чрезмерно малые припуски требуют повышения точности заготовок, затрудняют их разметку и выверку на станках и, в конечном счете, увеличивают вероятный процент брака.
Правильно выбранный припуск обеспечивает:
1)устойчивую работу оборудования при достижении высокого качества продукции;
2)минимальную себестоимость продукции.
В машиностроении и приборостроении применяют два метода определения припуска:
1)опытно-статистический;
2)расчетно-аналитический.
10
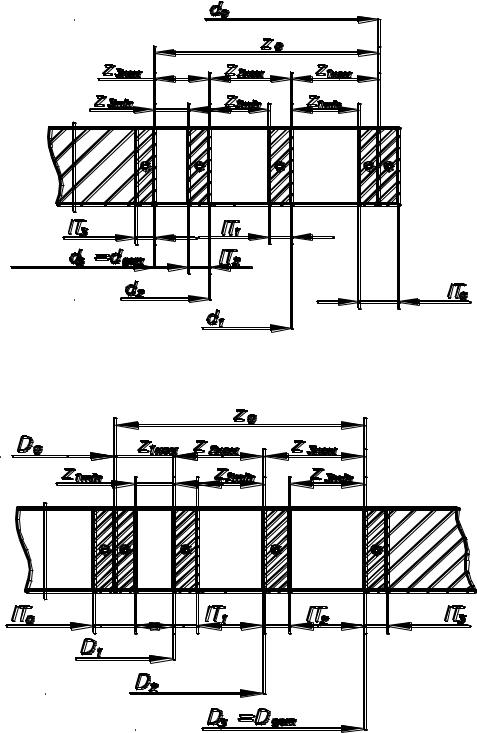
а) |
б) |
11
Рис. 7.4. Общая схема расположения припусков и допусков при многооперационной обработке наружных (а) и внутренних (б) поверхностей: IT1 , IT2 , IT3 и z1ном , z2ном , z3ном
и z1min , z2 min , z3min – соответственно допуски, номинальные и минимальные припуски на черновую, чистовую и отделочную обработку; IT0 – допуск на заготовку; d1 , d2 , d3 , D1 ,
D2 , D3 – операционные размеры
При использовании опытно-статистического метода общие и промежуточные припуски назначаются по таблицам, которые составлены на основе обобщения и систематизации произведенных данных передовых заводов.
Недостатком этого метода является назначение припусков без учета конкретных условий построения технологических процессов, и поэтому создаются ненужные повышенные запасы надежности в предположении наихудших условий для каждой из обрабатываемых поверхностей. Поэтому опытно-статистические припуски необоснованно завышены.
Расчетно-аналитический метод определения припусков разработан профессором Кованом В. М. Согласно этому методу, промежуточный припуск должен быть таким, чтобы при его снятии устранялись погрешности обработки и дефекты поверхностного слоя, полученные на предшествующих технологических переходах, а также погрешности установки обрабатываемой заготовки, возникающие на выполняемом переходе.
В соответствии с этим методом минимальный промежуточный припуск Zi min рассчитывается по формуле (рис. 7.5):
Zi min Rzi 1 Ti 1 ( i 1 i ) ,
где Rzi 1 – высота неровностей, полученная на смежном предшествующем переходе обработки данной поверхности; Ti 1 – глубина поверхностного слоя, отличного от основного, полученного на предшествующем технологическом переходе; i 1 – пространственные отклонения расположения обрабатываемой поверхности относительно баз заготовки; i – погрешность установки, возникающая на выполняемом переходе.
12
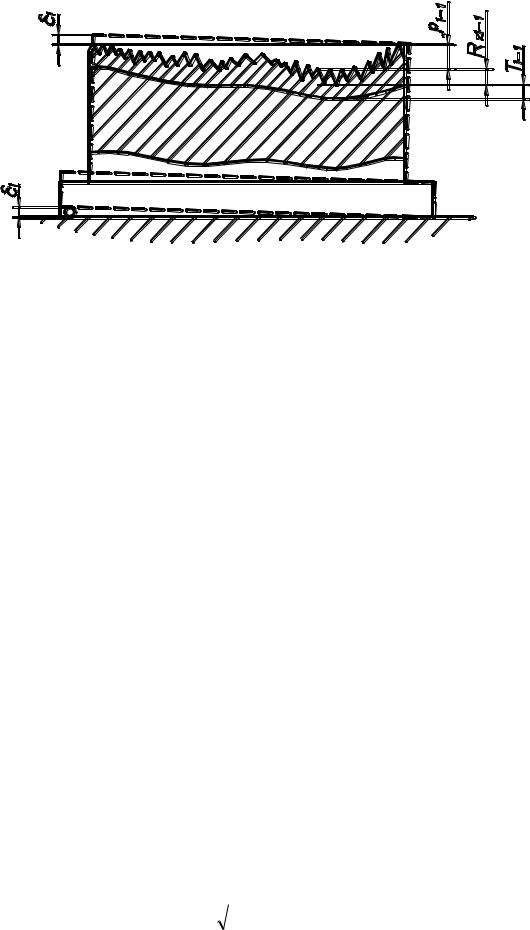
Рис. 7.5. Схема для определения минимального припуска |
Рассмотрим влияние особенностей технологического процесса и служебного назначения детали на назначение перечисленных параметров.
Например, у отливок из серого чугуна поверхностный слой состоит из перлитной корки (механическая смесь феррита и цементита), наружная зона которого нередко имеет следы формовочного песка. Этот слой должен быть полностью удален на первом переходе для нормальной работы инструмента.
Некоторые детали отливают с отбеленным (меньше углерода в виде графита и больше в связанном состоянии в виде цементита) поверхностным слоем. При дальнейшей обработке этот слой желательно сохранить для повышения износостойкости деталей.
У стальных поковок и штампованных заготовок поверхностный слой, характеризуемый наличием обезуглероженной зоны, должен быть полностью удален, так как он снижает предел выносливости детали.
И, наконец, после поверхностной закалки поверхностный слой детали желательно сохранить в максимальной степени.
Примерами пространственных отклонений i 1 поверхности после предшествующего
перехода, не связанные с допуском на размер обрабатываемой поверхности, является отклонение от прямолинейности (изогнутость) оси заготовки (рис. 7.6, а, б), отклонение от соосности обтачиваемых ступеней по базовым шейкам или линии центровых отверстий ступенчатых валов (рис. 7.6, в), отклонение от перпендикулярности торцевых поверхностей вала его оси (рис. 7.6, в), отклонение от соосности наружной и внутренней поверхностей втулок (рис.7.6, г). У корпусных деталей имеет место отклонение от параллельности обрабатываемой и базовой плоскостей, при сверлении отверстий наблюдается смещение оси и одновременно увод оси отверстия. Суммарное значение нескольких пространственных отклонений 1 , 2 ,..., n , образовавшихся на предшествующем переходе, чаще определяют
суммированием по правилу геометрического сложения:
|
|
|
|
|
|
|
|
i 1 |
|
2 |
2 |
... 2 . |
|
|
|
1 |
2 |
n |
||
13