

6.7. Методы статистического регулирования технологических процессов
Возникнув в 20-х годах XX века, статистические методы управления качеством не только не потеряли актуальности, но получили еще большее развитие. Эти методы применяются не только в сфере производства, но на всех этапах жизненного цикла продукции.
Стандарты ИСО серии 9000 определяют применение статистических методов как самостоятельного элемента системы качества предприятий.
Статистические методы управления качеством можно разделить по назначению на две основные группы: статистические методы оценки (контроля) качества продукции и методы статистического регулирования технологических процессов.
Среди статистических методов контроля качества наиболее распространены так называемые семь инструментов контроля качества:
контрольные листки;
диаграмма Парето;
причинно-следственная диаграмма Исикавы;
гистограмма;
диаграмма разброса (рассеивания);
контрольная карта;
метод расслоения.
Порядок получения информации о качестве продукции
Сбор объективной и представительной информации о параметрах детали или анализируемого технологического процесса является важным фактором правильной оценки качества детали или характера протекания процесса.
Целями сбора информации о продукции являются:
контроль и регулирование производственного процесса;
анализ отклонений от установленных требований;
контроль продукции.
Когда цель сбора данных установлена, она становится основой для определения характера сравнения, которое надлежит произвести, и типа данных, которые необходимо собрать. Пусть, например, возник вопрос о разбросе (вариации) в показателе качества изделия. Если производится один замер в день, то нельзя судить о вариации в течение дня. Для выявления работника, допускающего дефекты, надо брать раздельные выборки, чтобы можно было сравнить работу каждого из них. Подобное разделение группы данных на несколько подгрупп по определенному признаку называется расслоением, или стратификацией. Всегда нужно помнить, анализируя группу данных, о возможности расслоения. Важно в процессе сбора тщательно упорядочить данные, чтобы облегчить их последующую обработку. Если данные требуется собирать постоянно, то надо заранее разработать стандартные формы их регистрации. В реальных условиях представляется целесообразным регистрировать данные в простой и доступной для использования форме.
1). Такой форме отвечает контрольный листок - бумажный бланк, на котором заранее напечатаны контролируемые параметры, с тем, чтобы можно было легко и точно записать данные измерений.
Его назначение имеет две цели: облегчить процесс сбора данных и автоматически упорядочить данные для их последующей обработки. Рассмотрим некоторые типы контрольных листков в зависимости от назначения сбора информации.
Контрольный листок для регистрации видов дефектов представлен на рис.
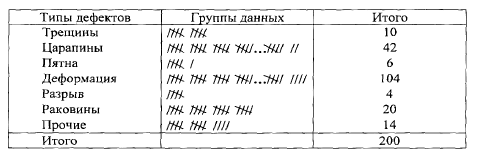
Рис. Контрольный листок видов дефектов
Каждый раз, когда контролер обнаруживает дефект, он делает в листке пометку (штрих). Когда набирается 4 штриха, пятый их перечеркивает. В конце рабочего дня контролер может быстро сосчитать число и разновидности дефектов. К недостаткам этого листка можно отнести невозможность провести расслоение данных. Это легко выполнить в контрольном листке причин дефектов (рис. ).
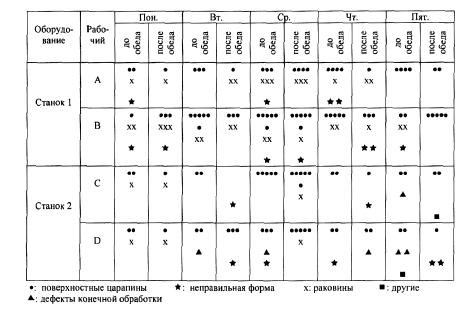
Рис. Контрольный листок причин дефектов
Листок выполнен таким образом, что из него можно выбрать необходимую информацию о дефектах, допущенных не только по вине рабочего или причине плохой наладки станка, но и определить появление брака, вызванное усталостью рабочего во второй половине дня или изменением условий его работы.
Контрольный листок локализации дефектов (рис. ) позволяет оценить качество отливки (наличие раковин) как вдоль оси заготовки, так и по длине ее наружной и внутренней поверхностей.
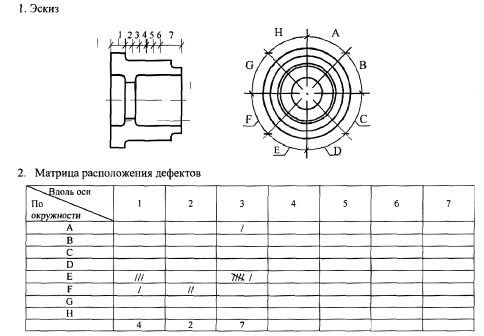
Рис. Контрольный листок локализации дефектов
Такого типа контрольные листки необходимы для диагноза процесса, поскольку причины дефектов часто можно найти, только исследуя места их возникновения.
Контрольный листок для регистрации распределения измеряемого параметра (рис. ниже) позволяет выявить изменения в размерах детали после проведения механической обработки. Как правило, такие листки заполняются для анализа технологического процесса путем построения гистограмм.
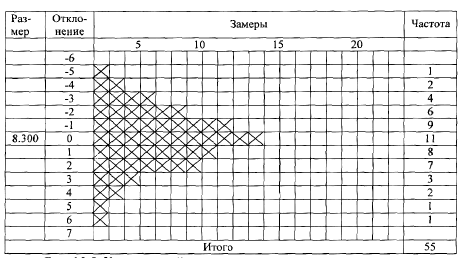
Рис. Контрольный листок для регистрации распределения измеряемого параметра