

Участок пропитки
Операции технологического процесса
Статор обмотанный .

Статор спаянный .

Статор лакированный .
На участке пайки производятся следующие виды работ:
пайка схемы “звезда”;
Соединение концов отдельных фаз обмотки статора электродвигателя в одной точке выполняется с целью получения трёхфазной электрической схемы “звезда”. Соединение выполняется путём создания надёжного электрического контакта концов фаз методом пайки.
пайка выводных проводов;
Выводные провода припаиваются к началам фаз и служат подвода трёхфазного напряжения к обмотке электродвигателя через колодку токоввода
пайка наконечников;
Наконечники припаиваются к выводным проводам и служат для крепления к ним гильз, которые обеспечивают разъёмное электрическое соединение питающего кабеля и выводных проводов.
пропитка статора обмотанного;
Пропитка статоров производится с целью повышения электрической и механической прочности изоляции обмотки статора и улучшения отвода тепла от обмоточного провода в окружающую среду.
- испытание электрической прочности изоляции обмотки статора;
Испытание электрической прочности изоляции обмотки статора электродвигателя проводится для проверки изоляции статора в процессе изготовления.
Пайка схемы «звезда»
Отрезать обмоточные провода всех трех фаз на заданную длину.
Зачистить концы обмоточных проводов от изоляции и залудить припоем.
Паять «нулевой» провод к общей точке схемы «звезда».
Изолировать место пайки тефлоновой лентой, затем - стеклолентой.
Закрепить место пайки обмоточных проводов и «нулевого» провода к лобовым частям обмотки статора.
Проверить качество укладки калибром.
Отметить в технологическом паспорте на электродвигатель.

Пайка выводных проводов:
Отрезать обмоточные провода всех трех фаз на определенную длину.
Зачистить концы обмоточных проводов от изоляции и лужение припоем.
- Соединить пайкой выводные и обмоточные провода.
Изолировать места пайки тефлоновой лентой, затем термоусаживаемой трубкой.
Закрепить выводные провода к лобовым частям обмотки статора.
Проверить качество укладки калибром.
Отметить в технологическом паспорте на электродвигатель.

Пайка наконечников:
Отрезать выводные провода до определенной длины.
Зачистить концы выводных проводов от изоляции и лудить припоем.
Покрыть припоем отверстия под выводной провод в наконечниках.
Паять наконечники к выводным проводам.
Отметить в технологическом паспорте на электродвигатель.
Пропитка статора обмотанного:
Установить резиновый рукав в расточку статора
Установить оснастку на верхнюю и нижнюю части статора.
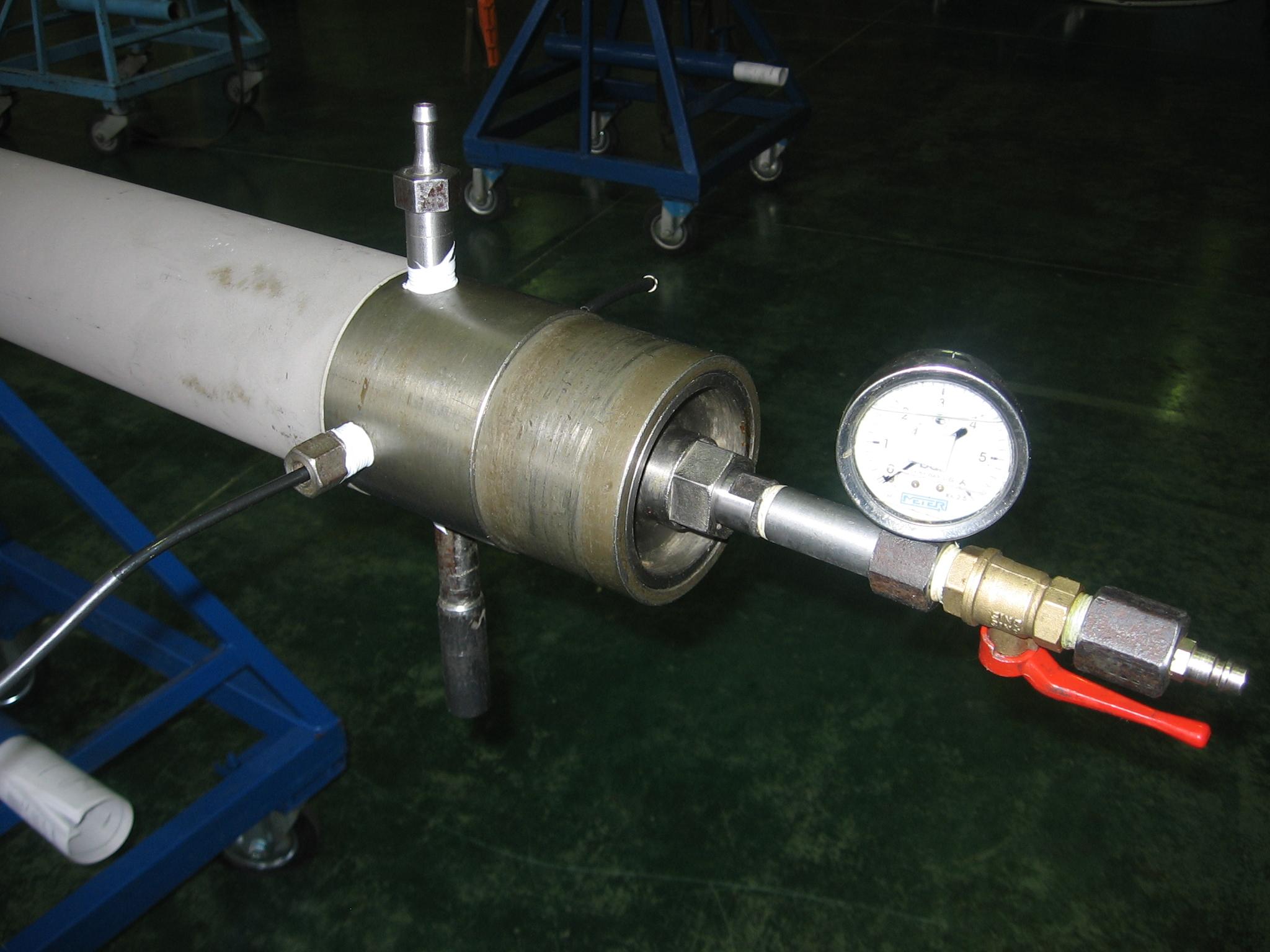
Создать давление в резиновом рукаве для исключения проникновения лака в расточку статора в процессе пропитки.
Подключить статор к шкафу токовой сушки и термопары на корпус статора для регулирования тока нагрева статора.
Сушить статор при температуре статора 130 0С в течение 1 часа
Закачать лак в статор и откачать лишний лак из статора при температуре корпуса статора 80 0C. Откачка выполняется путем создания разряжения в статоре.
Первая сушка лака в статоре при температуре 172 0С в течение 4 часов.
Повторно закачать и откачать лак при температуре корпуса статора 80 0C путем создания разряжения в статоре; статор предварительно повернуть 180 0 вокруг продольной оси.
Вторая сушка лака в статоре при температуре 172 0С в течение 12 часов.
Охладить статор до температуры окружающей среды.
Демонтировать оснастку с корпуса и резинового рукава из расточки статора.
Проверить качество полимеризации лака.
Проверить расточку статора калибром
Отметить в технологическом паспорте на электродвигатель.
- Испытать электрическую прочность изоляции обмотки статора установкой HIPOTRONICS
- После этого статор перемещается на сборочный стапель для сборки двигателя или на стеллаж для непродолжительного хранения.