

2.3. Материалы, применяемые в пэд
- Листовая электротехническая сталь - для пакетов статора и ротора
- Медный изолированный обмоточный провод (диаметры 1,8; 2.0; 2,12; 2,24; 2,36; 2,5; 3,0 мм) для статора и медные стержни для пакетов ротора
- Пазовая термостойкая изоляция в виде фторопластовой или тефлоновой трубки
- Межфазовая корпусная изоляция в виде изоляционных термостойких пленок
- Пропиточный лак ВС-346 А (рабочая температура 170 о С) или компаунд МС-240 с отвердителем WL -24 (рабочая температура 240 о С)
- Сталь высокой прочности для валов
- Конструкционная сталь различных марок для корпуса статора, головки, основания, деталей узла секционирования и погружного блока контроля параметров установки
- Немагнитный материал «нирезист» для корпусов подшипников
- Бронзы или нержавеющая сталь для втулок радиальных опор скольжения
- Масло минеральное (рабочая температура 170 о С) или синтетическое (рабочая температура не менее 200 о С)
 Рис
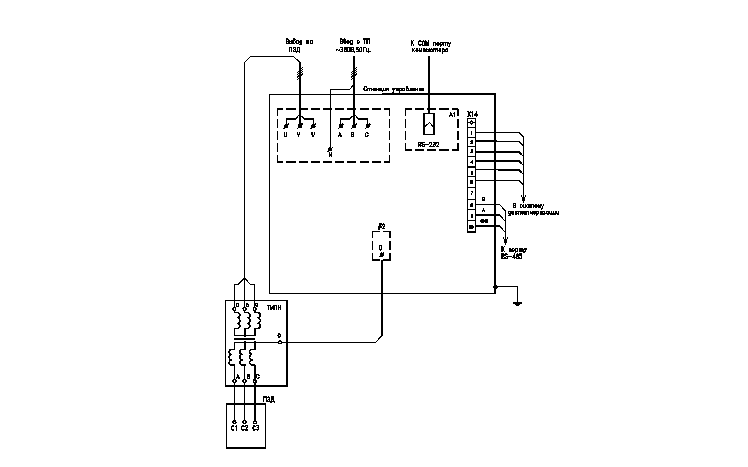
2.2. Схема пуска ПЭД от станции управления
«ЭЛЕКТОН - 05»
Рис
2.2. Схема пуска ПЭД от станции управления
«ЭЛЕКТОН - 05»
Технологическая часть
3.1. Анализ технологичности изделия
Сборочная единица (СЕ) является ответственным изделием, работающим при тяжелых условиях эксплуатации.
Масса изделия большая и для ее перемещения потребуется применение грузоподъемных механизмов при установке на приспособление, поворота и переустановки подсобранного изделия в процессе сборки. Соотношение габаритных размеров и массы погружного электродвигателя говорит о хорошей жесткости изделия.
СЕ имеет в своем составе максимальное количество стандартных изделия (это крепеж), т.е. уровень стандартизации для данной конструкции высок. Состав сборочной единицы является оптимальным, и практически нет возможности уменьшить количество составных частей.
Изделие нельзя отнести к точным, однако оно ответственное. Конструкция СЕ обеспечивает сборку без применения регулировочных работ.
Точность и шероховатость сопрягаемых поверхностей соответствует требуемой прочности неподвижных и износостойкости подвижных соединений.
В процессе сборки требуется минимальное количество простейших специальных приспособлений, остальная оснастка может использоваться стандартная (например, гаечные ключи или гайковерт, шпильковерт и т.д.).
Начало сборки облегчается при помощи фасок.
Места под головки гаек обеспечивают полное прилегание их торцов по всей поверхности. Конструкция механизма позволяет механизировать или автоматизировать завертывание шпилек и гаек.
Практически все детали сборочной единицы имеют конструкцию и размеры, делающие их удобными для отбора из тары.
Вывод: Изделие, с точки зрения сборки, технологично.
Литературный (патентный) обзор.
Существует большое количество перспективных изобретений, улучающих эксплуатационные характеристики погружных электродвигателей по сравнению с традиционной конструкцией. Рассмотрим некоторые из них, планируемые к применению в продукции проектируемого цеха.
3.2.1 Термостойкий погружной электродвигатель
Основными рабочими характеристиками изоляции являются ее теплопроводность, термостойкость (т. к. тепло, выделяемое в проводах статорной обмотки, отводится в окружающую среду через изоляцию) и электрическое сопротивление.
![]() Основная
технология повышения теплопроводности
обмотки статора, применяемая на
предприятиях по производству погружных
электродвигателей, является пропитка
лаком, который имеет высокий класс
термостойкости, хорошую адгезию ко всем
материалам, применяемым при производстве
статора, и высокую эластичность. Пропитки
исключают перемещение проводников
обмотки относительно друг друга.
Жаропрочность применяемого лака
составляет 20000 час. при 215°С и 40000 час.
при 205°С. Коэффициент теплопроводности
0,23 – 0,28 Вт/м К.
Основная
технология повышения теплопроводности
обмотки статора, применяемая на
предприятиях по производству погружных
электродвигателей, является пропитка
лаком, который имеет высокий класс
термостойкости, хорошую адгезию ко всем
материалам, применяемым при производстве
статора, и высокую эластичность. Пропитки
исключают перемещение проводников
обмотки относительно друг друга.
Жаропрочность применяемого лака
составляет 20000 час. при 215°С и 40000 час.
при 205°С. Коэффициент теплопроводности
0,23 – 0,28 Вт/м К.
Однако при лакировании образуются несплошности в виде воздушных включений. Поскольку воздух обладает меньшей теплопроводностью, это приводит к увеличению перегрева изоляции и снижению ее сопротивления. Кроме того, уменьшается механическая прочность изоляции, что приводит к ускорению износа обмотки за счет трения.
Для увеличения стойкости к перегревам изоляции вместо лака был применен более теплопроводный и термостойкий материал – двухкомпонентный компаунд. Его отличительные особенности: более высокая теплопроводность по сравнению с лаком до 0,4 Вт/м К, (в том числе – за счет введения наполнителя SiO2), высокая диэлектрическая прочность и жаропрочность (20000 час. при 240°С).
Данная технология предполагает осуществление объемного компаундирования обмотки, так называемого капсулирования и позволяет получать монолитную конструкцию изоляции обмоток без воздушных включений. Внешний вид обмотки показан на рис.3.1.

Рис.3.1. Образец компаундированного статора
Компаундирование серийно изготовляемых двигателей осуществляется с помощью специально разработанного оборудования – шкафа токовой сушки. Он позволяет в автоматическом режиме поддерживать необходимый ток сушки и равномерный нагрев статора по всей длине; кроме того, без вмешательства оператора реализовывать алгоритм ступенчатого увеличения температуры. Для извещения оператора о необходимости выполнить какое-либо действие вручную разработана система оповещения. Предусмотрено удаленное управления токовыми, температурными и временными режимами процесса сушки, а также – контроль давления воздуха в рукаве расточки статора.