

7 Сборочно-сварочные работы
Корпус судна состоит из листовых и профильных деталей, а некоторые его конструкции включают еще и массивные отливки и поковки, например, штевни. Из этих деталей в сборочно-сварочном цехе изготавливают сборочные единицы различного уровня сложности: узлы, секции с насыщением и блоки секций.
Насыщением секции называют детали для крепления: трубопроводов судовых помещений, устройств, дельных вещей, электротрасс и др. детали и узлы судовых устройств, систем, оборудования, а также детали крепления изоляции и отделки помещений, устанавливаемые на корпусной конструкции.
Производство узлов, секций и блоков секций корпуса, которое называется сборочно-сварочным, занимает одно из важнейших мест в постройке судна. На его долю приходится до 18% общей трудоемкости постройки судна. В составе корпуса современного судна может быть несколько сотен секций, тысячи узлов и десятки тысяч деталей. В этих условиях весьма эффективной является организация сборочно-сварочного производства на основе принципа групповой технологии. Исходя из этого принципа все конструкции, выпускаемые сборочно-сварочным цехом, можно разделить на группы, положив в основу их тип, форму, а также соотношения основных размеров. Тогда для каждой группы применяют типовые наиболее производительные процессы изготовления.
Сборочно-сварочный цех включает в себя:
1) склад заготовляемых деталей корпуса;
2) участки сборки и сварки узлов и секций;
3) склад готовых секций;
4) кладовые и вспомогательные службы цеха.
Склад заготовленных деталей предназначен для хранения и комплектации деталей корпуса, поступающих в контейнерах или пачках из КОЦ.
Детали хранят в контейнерах различных размеров. Крупные листы и профили хранят пачками. Комплектуют детали в корпусообрабатывающем цехе по технологическим комплектам и с учетом необходимости подачи на специализированные участки сборочно-сварочного цеха.
При хранении деталей в контейнерах и пачках в многоярусных стеллажах склада обслуживают кранами-штабелерами грузоподъемностью 10-15 т. Такие краны снабжены вилочными захватами, поднимающимися на разную высоту по ярусам.
Участки сборки и сварки узлов и секций являются основными в цехе и снабжены производственным оборудованием и оснасткой.
К оборудованию сборочно-сварочных участков относятся: постоянно находящиеся в цехе опорные устройства для собираемых узлов и секций, устройства для их перемещения и поворота, а также сварочные установки и источники питания, станки краны и цеховые транспортные средства.
Оборудование цеха делятся на специализированное и универсальное. Специализированным оборудованием называется такое, которое предназначается для конкретных видов узлов и секций и не может быть применено для другого, хота бы и близкого вида конструкций. Универсальное оборудование может быть использовано для изготовления многих видов узлов и секций.
На неспециализированных участках до 60% производственной площади покрыто сборочно-сварочными плитами или площадками. Эти плиты должны обеспечивать ровную горизонтальную поверхность для сборки; давать возможность закреплять установленные детали; быть доступными для очистки от грязи и отходов; обладать достаточной электропроводностью и иметь наименьший вес. Местные отклонения сборочной плиты от плоскости не должны превышать +3 мм.
На сборочные площадки и плиты, покрывающие пол цеха, иногда устанавливают дополнительную оснастку - переносные сварные козлы или стеллажи из редко расставленных балок высотой 0.8-1 м до уровня рабочей поверхности, чтобы иметь возможность доступа к обратной стороне лежащей секции. На них располагают секции при подварке, контроле или исправлении дефектов. Металлические передвижные козлы служат также для сварки и контроля удаленных элементов.
Мелкие объемные узлы собирают и сваривают на основных площадках и плитах или позиционерах - поворотных столах, на которых закрепляется изделие при сварке. Верхняя плита позиционера может поворачиваться с маршевой скоростью при разных углах наклона оси.
Склад готовых секций обычно располагается на открытой площадке и обслуживается мостовыми или козловыми кранами, грузоподъемность которых определяется максимальным весом транспортируемой секции. Более экономично на складах секций также использовать краны козловые, как и на складе деталей, но значительно большей грузоподъемности.
Для хранения инструмента, различных сборочных приспособлений, электросварочной аппаратуры, электродов, электродной проволоки, флюса и различных вспомогательных материалов в цехе предусматриваются кладовые, оборудованные стеллажами.
Текущий ремонт сборочного и сварочного оборудования и средств механизации цеха выполняют мастерские механика и энергетика цеха.
Вспомогательные службы обычно располагают на первом этаже двух- или трехэтажной пристройки цеха. На втором и третьем этажах размещаются служебные помещения, раздевалки, душевые, умывальные и прочие бытовые помещения. Схема
сборочно-сварочного цеха представлена на рисунке 7.1.
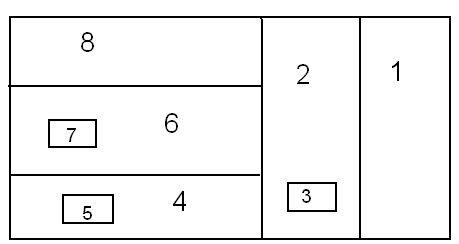
1 склад, 2 испытательный участок
3 склад для испытаний, 4 участок сварки
5 устройство для рентгеноконтроля швов
6 участок гидравлических испытаний
7 камера
8 участок сборки секций
Рисунок 7.1 – Схема сборочно-сварочного цеха