

Fanuc SOi mate-md
.pdfB-64144RU/01 ПРОГРАММИРОВАНИЕ 5. ФУНКЦИИ ПОДАЧИ
5.2
ФОРСИРОВАННАЯ
ПРОДОЛЬНАЯ
ПОДАЧА
Формат
|
G31 IIPР_ ; |
|
G00 : G-код (группа 01) для позиционирования |
|
(ускоренный подвод) |
|
IPP_ ; Обозначение размеров для конечной точки |
Пояснения |
|
Команда позиционирования (G00) позиционирует инструмент |
|
|
с ускоренным подводом. При ускоренном подводе следующий |
|
блок выполняется после того, как заданная скорость подачи |
|
становится равной 0, а сервомотор достигает определенного |
|
диапазона значений, установленного изготовителем станка |
|
(проверка достижения заданного положения). |
|
Скорость ускоренного подвода задается в параметре ном. 1420 |
|
для каждой оси, следовательно, нет необходимости |
|
программировать скорость подачи при ускоренном подводе. |
|
С помощью переключателя на пульте оператора станка можно |
|
применить следующие виды ручной коррекции скорости |
|
ускоренного подвода: F0, 25, 50, 100% |
|
F0:Позволяет задать в параметре ном. 1421 постоянную |
|
скорость подачи для каждой оси. |
|
Для получения детальной информации смотрите соответст- |
|
вующее руководство изготовителя станка. |
57
5. ФУНКЦИИ ПОДАЧИ |
ПРОГРАММИРОВАНИЕ |
|
B-64144RU/01 |
|
5.3 |
Скорость подачи при линейной интерполяции (G01), круговой |
|||
ПОДАЧА ПРИ |
интерполяции (G02, G03) и т.п. задаются в виде чисел после |
|||
F-кода. |
|
|
|
|
РЕЗАНИИ |
|
|
|
|
При рабочей подаче следующий блок выполняется таким |
||||
|
образом, что изменение скорости по отношению к предыду- |
|||
|
щему блоку минимизируется. |
|
|
|
|
Имеются четыре режима ввода данных: |
|
||
|
1. Подача за одну минуту (G94) |
|
|
|
|
После F задайте величину подачи инструмента за одну |
|||
|
минуту. |
|
|
|
|
2. Подача за один оборот (G95) |
|
|
|
|
ПослеF задайтевеличинуподачиинструментазаодиноборот |
|||
|
шпинделя. |
|
|
|
|
3. Подача одной цифрой |
|
|
|
|
Задайте нужный однозначный номер после F. После этого |
|||
|
устанавливается скорость подачи с устройством ЧПУ для |
|||
|
этого номера. |
|
|
|
Формат |
|
|
|
|
|
Подача за одну минуту |
|
|
|
|
G94 ; G-код (группа 05) для подачи за одну минуту |
|||
|
F_ ; Команда скорости подачи (мм/мин или дюйм/мин) |
|||
|
Подача за один оборот |
|
|
|
|
G95 ; G-код (группа 05) для подачи за один оборот |
|||
|
F_ ; |
Команда скорости подачи |
|
|
|
|
(мм/оборот или дюйм/оборот) |
|
|
|
Подача F1 с одной цифрой |
|
|
|
|
FN ; |
|
|
|
|
N : Число от 1до 9 |
|
|
|
Пояснения |
|
|
|
|
D Контроль постоянства |
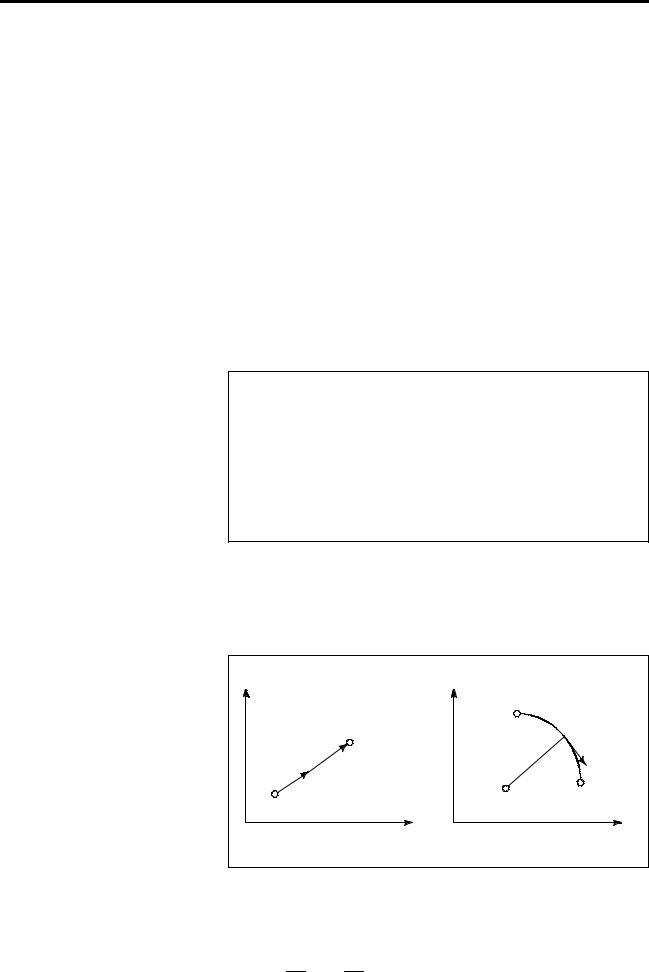
Управление рабочей подачей происходит таким образом, что |
|||
тангенциальной |
тангенциальная составляющая скорости подачи всегда |
|||
составляющей |
остается на заданном уровне скорости подачи. |
|
||
скорости |
|
|
|
|
|
Y |
|
Y |
|
|
|
Конечная точка |
Начальная |
|
|
|
точка |
|
|
|
|
F |
|
F |
|
Начальная |
Центр |
Конечная точка |
|
|
точка |
|||
|
|
|
||
|
|
X |
|
X |
|
Линейная интерполяция |
Круговая интерполяция |
||
|
Рис. 5.3 (a) Тангенциальная составляющая скорости подачи (F) |
|||
|
|
58 |
|
|
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
5. ФУНКЦИИ ПОДАЧИ |
|
|
|
DПодача за минуту
(G94)
DПодача за оборот
(G95)
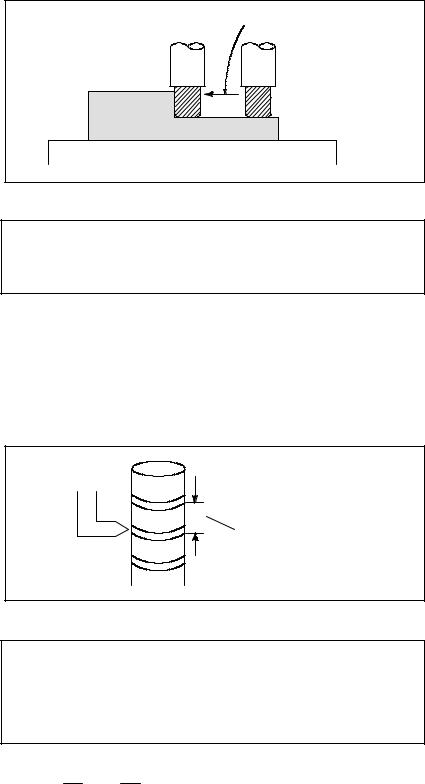
После ввода G94 (в режиме подачи за одну минуту) величина подачи инструмента за одну минуту должна задаваться числом сразупослеF. G94 являетсямодальнымкодом. ПослевводаG94 остается действующим до ввода G95 (подача за один оборот). Привключениипитанияустанавливаетсярежимподачизаодну минуту. С помощью переключателя на пульте оператора станка можноприменитьручнуюкоррекциюподачизаминутуот0% до 254% (с шагом 1%). Для получения детальной информации смотрите соответствующее руководство изготовителя станка
Заготовка |
Величина подачи в минуту (мм/мин. или дюйм/мин.)
Инструмент
Стол
Рис. 5.3 (b) Подача в минуту
ОПАСНО
Для некоторых команд, например, нарезания резьбы, применение ручной коррекции невозможно.
После ввода G95 (в режиме подачи за один оборот) подача инструмента за один оборот шпинделя должна задаваться числом сразу после после F. G95 - модальный код. После ввода G95 остается действующим до ввода G94 (подачи за одну минуту). Спомощьюпереключателянапультеоператорастанка можноприменитьручнуюкоррекциюподачизаоборотот0% до 254% (с шагом 1%). Для получения детальной информации смотрите соответствующее руководство изготовителя станка
F 
Величина подачи за оборот шпинделя (мм/оборот или дюйм/оборот)
Рис. 5.3 (c) Подача за оборот
ПРЕДУПРЕЖДЕНИЕ
Если скорость шпинделя низкая, может возникнуть отклонения от заданной скорости подачи. Чем медленнеевращаетсяшпиндель, тем чащевозникают отклонения от заданной скорости подачи.
59

5. ФУНКЦИИ ПОДАЧИ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
|
|
D Цифровая подача с |
Если после F задается однозначное число от 1 до 9, то |
||
кодом F |
используетсяскоростьподачи, установленнаядляэтого числав |
||
|
параметрах ном. 1451-1459). Если задан F0, применяется |
||
|
скорость форсированной продольной подачи. |
|
|
|
Скорость подачи, соответствующая выбранному в настоящий |
||
|
момент числу, может быть увеличена или уменьшена |
||
|
включениемпереключателя для измененияскорости подачи F1 |
||
|
с одной цифрой на пульте оператора станка и последующим |
||
|
вращением ручного генератора импульсов. |
|
|
|
Инкремент/декремент, ∆F, вскоростиподачипо шкалеручного |
||
|
генератора импульсов - следующее: |
|
|
|
∆ F = Fmax |
|
|
|
100X |
|
|
|
Fмакс. : верхний предел скорости подачи для F1-F4, |
||
|
установленный параметром (ном. 1460), или |
||
|
верхний предел скорости подачи для F5-F9, |
||
|
установленный параметром (ном.1461) |
|
|
|
X: любое значение 1-127, установленное |
параметром |
|
|
(ном. 1450) |
|
|
|
Скорость подачи при резании, установленная или измененная, |
||
|
поддерживается даже при выключенном питании. Текущая |
||
|
скорость подачи не отображается на экране ЭЛТ. |
|
|
D Фиксация рабочей |
С помощью параметра ном. 1422 можно установить общее |
||
подачи |
верхнее предельное значение скорости подачи при резании |
||
|
вдоль каждой оси. Если фактическая подача при резании (если |
||
|
применяется ручная коррекция) превышает заданное верхнее |
||
|
предельное значение, то скорость подачи фиксируется на этом |
||
|
верхнем предельном значении. |
|
|
|
Параметр ном. 1430 можно использовать для ввода макси- |
||
|
мальной скорости подачи при резании для каждой оси только |
||
|
прилинейнойикруговойинтерполяции. Если скоростьподачи |
||
|
при резании вдоль оси превышает максимальную скорость |
||
|
подачи для оси, получившуюся в результате интерполяции, |
||
|
скорость подачи при резании фиксируется на максимальном |
||
|
значении. |
|
|
|
|
|
|
|
ПРИМЕЧАНИЕ |
|
|
|
Верхний предел устанавливается в мм/мин. или |
|
|
|
дюймах/мин. Подсчет ЧПУ может включать |
|
|
|
погрешность скорости подачи при резании в ±2% |
|
|
|
относительно заданного значения. Тем не менее, этот |
|
|
|
фактнеимеетместавслучаеускорения/ торможения. |
|
|
|
Говоря более конкретно, эта погрешность |
|
|
|
рассчитывается с учетом измерения в момент, когда |
|
|
|
инструмент начинает перемещаться на 500 мм или |
|
|
|
более, находясь в устойчивом состоянии: |
|
|
Справочная |
|
|
|
См. диапазон программного значения скорости подачи в |
|||
документация |
приложении C |
|
|
60
B-64144RU/01 |
|
ПРОГРАММИРОВАНИЕ |
5. ФУНКЦИИ ПОДАЧИ |
||
|
|
|
|
|
|
5.4 |
|
Скорость рабочей подачи можно регулировать, как указано в |
|||
УПРАВЛЕНИЕ |
|
таблице 5.4. |
|
||
|
|
|
|||
СКОРОСТЬЮ |
|
|
|
||
ПОДАЧИ ПРИ |
|
|
|
||
РЕЗАНИИ |
|
Таблица 5.4 Управление скоростью подачи резания |
|||
|
|
|
|
|
|
|
Имя функции |
G-код |
Действительность G-кода |
Описание |
|
|
|
|
|
|
|
|
|
|
Эта функция действует только в |
Инструмент замедляется в конечной |
|
|
|
|
заданных блоках. |
точке блока, затем производится про- |
|
|
|
G09 |
|
верка выхода в заданную позицию. |
|
Точная остановка |
|
|
Затем выполняется следующий блок. |
||
|
|
|
|
|
|
|
|
|
После ввода эта функция |
Инструмент замедляется в конечной |
|
|
|
|
действует до задания G62, G63 |
точке блока, затем производится про- |
|
|
|
G61 |
или G64. |
верка выхода в заданную позицию. |
|
Режим точного останова |
|
|
Затем выполняется следующий блок. |
||
|
|
|
|
|
|
|
|
|
После ввода эта функция |
Инструмент не замедляется в конеч- |
|
Режим механообработки |
|
действует до задания G61, G62 |
ной точке блока, а выполняется |
||
резанием |
G64 |
или G63. |
следующий блок. |
||
|
|
|
|
|
|
|
|
|
После ввода эта функция |
Инструмент не замедляется в конеч- |
|
|
|
|
действует до задания G61, G62 |
ной точке блока, а выполняется сле- |
|
|
|
G63 |
или G64. |
дующий блок. |
|
Режим нарезания резьбы |
|
|
Если задан G63, ручная коррекция |
||
|
|
|
|
скорости подачи и останов подачи |
|
|
|
|
|
недействительны. |
|
|
|
|
|
|
|
Авто- |
|
|
После ввода эта функция |
Если инструмент движется вдоль |
|
ма- |
|
|
действует до задания G61, G63 |
внутреннего угла во время коррекции |
|
ти- |
|
|
или G64. |
на резец, ручная коррекция приме- |
|
чес- |
Автоматическая |
G62 |
|
няется к скорости подачи при резании |
|
кая |
коррекция для |
|
|
для уменьшения величины резания в |
|
угло- |
внутренних углов |
|
|
единицу времени так, чтобы можно |
|
вая |
|
|
|
было изготовить чистую поверхность. |
|
руч- |
|
|
|
||
|
|
|
|
||
|
|
Эта функция действует в |
Изменяется скорость внутреннего |
||
ная |
|
|
|||
Изменение скорости |
_ |
режиме коррекции на резец |
кругового резания. |
||
кор- |
|||||
рек- |
подачи при внутрен- |
|
независимо от G-кода. |
|
|
ция |
нем круговом |
|
|
|
|
|
резании |
|
|
|
|
ПРИМЕЧАНИЕ
1Цель проверки выхода в заданную позицию состоит в проверке того, что серводвигатель достиг заданного диапазона (заданного в параметре изготовителем станка). Проверка выхода в заданную позицию не выполняется, когда бит (NCI) параметра ном. 1601 установлен на 1.
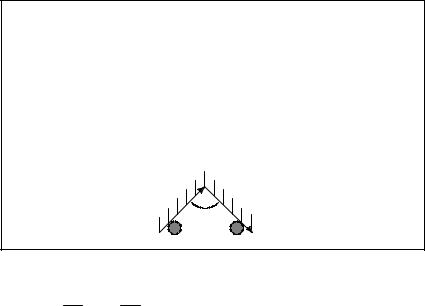
2Внутренний угол раствора θ: 2°< θ α 178° (α - установленное значение)
Заготовка
θ
Инструмент
61
5. ФУНКЦИИ ПОДАЧИ ПРОГРАММИРОВАНИЕ B-64144RU/01
Формат
Точная остановка |
G09 IP_ ; |
режим точной остановки |
G61 ; |
Режим резания |
G64 ; |
Режим нарезания резьбы метчиком |
G63 ; |
Автоматическое изменение скорости |
|
подачи при обработке углов |
G62 ; |
|
|
5.4.1
Точный останов (G09, G61) Режим резания (G64) Режим нарезания
резьбы метчиком (G63)
Пояснения |
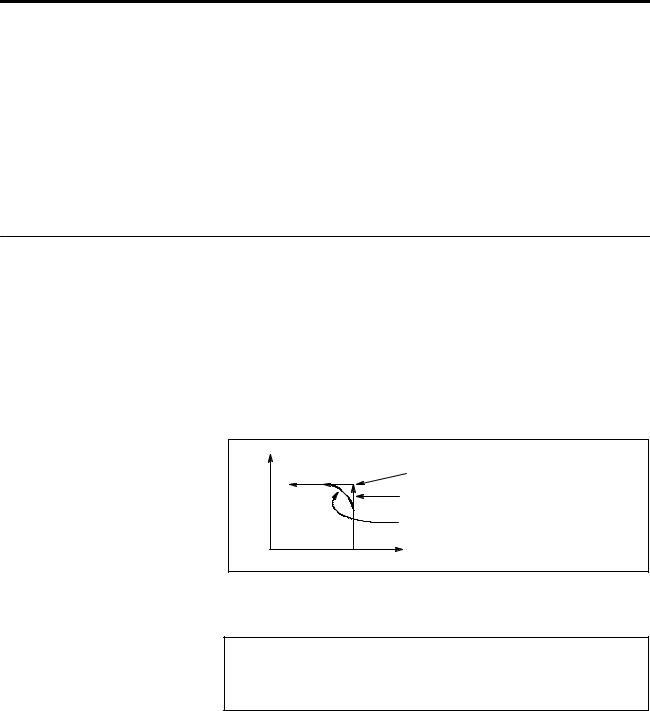
Межблочные траектории движения, которым следует инстру- |
|
мент в режиме точного останова, режиме резания и нарезания |
|
резьбы, различны (Рис. 5.4.1). |
Y |
(2) |
(1) |
X |
0 |
Проверка положения
Траектория движения инструмента в режиме точного останова
Траектория движения инструмента в режиме резания или режиме нарезания резьбы
Рис. 5.4.1 Пример траекторий движения инструмента от блока (1) к блоку (2)
ПРЕДУПРЕЖДЕНИЕ
Режим резания (режим G64) устанавливается при включения питания или очистке системы.
62
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
5. ФУНКЦИИ ПОДАЧИ |
|
|
|
5.4.2
Автоматическая ручная угловая коррекция
Если выполняется коррекция на резец, перемещение инструментаавтоматическизамедляетсяувнутреннегоуглаиво внутренней круговой зоне. Это снижает нагрузку на резец и приводит к получению гладко обработанной поверхности.
5.4.2.1
Автоматическая ручная коррекция для внутренних углов (G62)
Пояснения
D Состояние ручной |
Если задан G62, а заданная траектория инструмента с |
||||
коррекции |
коррекциейнарезецобразуетвнутреннийугол, скоростьподачи |
||||
|
|
|
автоматически корректируется вручную на обоих концах угла. |
||
|
|
|
Имеется четыре типа внутренних углов (Рис 5.4.2.1 (a)). |
||
|
|
|
2, θ θp 178, на Рис. 5.4.2.1 (a) |
||
|
|
|
θp - значение, заданное параметром ном. 1711. Если θ прибли- |
||
|
|
|
зительно равно θp, внутренний угол определяется с погреш- |
||
|
|
|
ностью 0,001, или менее. |
|
|
1. Прямая линия - прямая линия |
|
:Инструмент |
2. Прямая линия - дуга |
||
|
|
|
|
:Запрограммированная траектория |
|
|
|
|
|
||
|
|
|
|
:Траектория центра резца |
|
|
|
|
|
|
|
θ |
θ |
3. Дуга - прямая линия |
4. Дуга - дуга |
 θ
θ
θ
Рис. 5.4.2.1 (a) Внутренний угол
63
5. ФУНКЦИИ ПОДАЧИ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
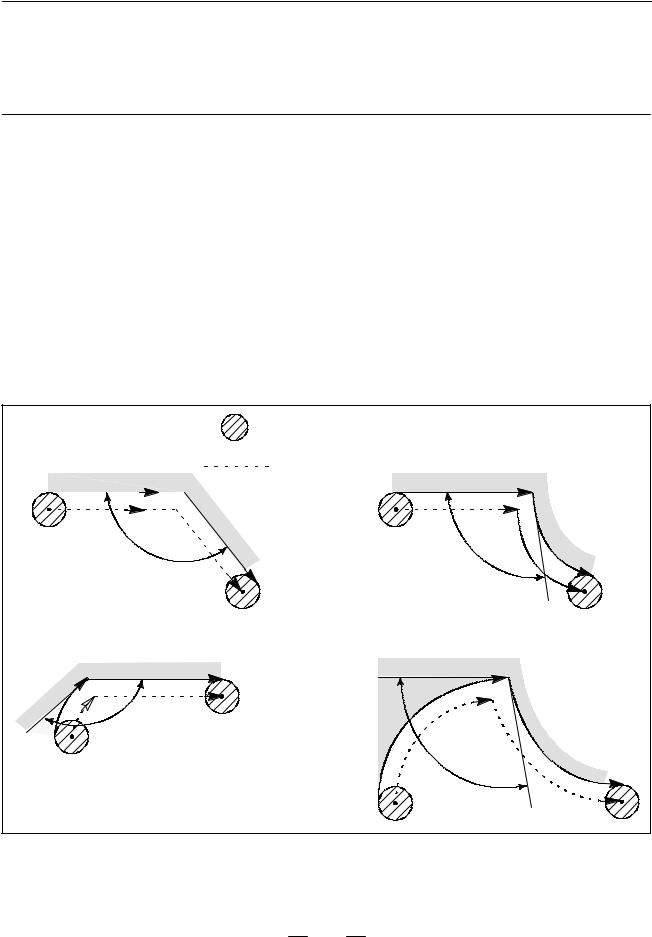
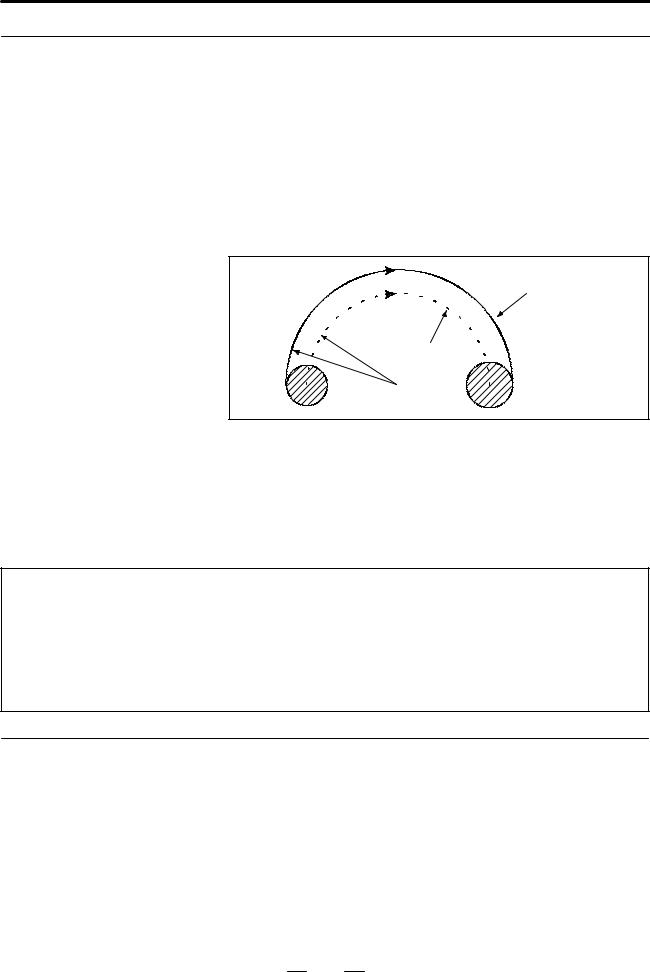
Диапазон ручной |
Если угол определен как внутренний, скорость подачи |
|
коррекции |
корректируется вручную до и после внутреннего угла. |
|
|
Расстояния Ls и Le, где скорость подачи корректируется, |
|
|
являются расстояниями от точек на траектории центра |
|
|
режущего инструмента до угла (Рис. 5.4.2.1 (b), Рис. 5.4.2.1 (c), |
|
|
Рис. 5.4.2.1 (d)). Ls иLe устанавливаютсяспомощьюпараметров |
|
|
ном. 1713 и 1714. |
|
|
Запрограммированная |
|
|
траектория |
|
|
LE |
Ls |
a |
b |
|
Траектория центра резца
Скорость подачи корректируется вручную от точки a до точки b.
Рис. 5.4.2.1 (b) Диапазон ручной коррекции (от прямой к прямой)
Когда запрограммированная траектория состоит из двух дуг, скорость подачи корректируется, если начальная и конечная точки находятся в одном и том же квадранте или соседних квадрантах (Рис. 5.4.2.1 (c)).
LE |
Запрограммированная |
|
траектория |
a |
Ls |
|
|
|
b |
Траектория центра резца |
|
Скорость подачи корректируется вручную от точки a к точке b.
Рис. 5.4.2.1 (c) Диапазон ручной коррекции (дуга-дуга)
64
B-64144RU/01 ПРОГРАММИРОВАНИЕ 5. ФУНКЦИИ ПОДАЧИ
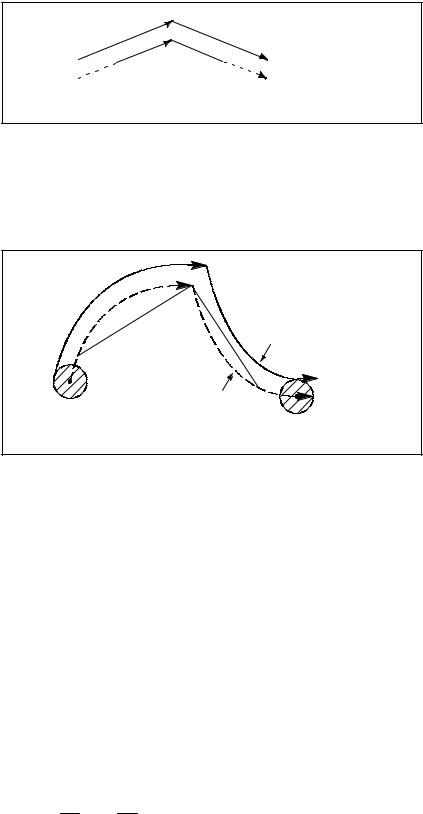
В соответствии с программой (2) дуги скорость подачи корректируетсявручнуюотточкиa кточкеb иотточкиc кточке d. (Рис. 5.4.2.1 (d)).
|
|
Запрограммированная |
|
|
траектория |
|
d |
a |
Le |
Ls |
Le Ls |
c |
|
b |
|
|
(2) |
|
Инструмент |
Траектория |
|
центра резца |
|
|
Рис. 5.4.2.1 (d) Диапазон ручной коррекции |
|
|
(прямая линия - дуга, дуга - прямая линия) |
|
Величина ручной |
Величина ручной коррекции устанавливается параметром ном. |
|
коррекции |
1712. Значение ручной коррекции действительно даже для |
|
|
холостого хода и спецификации F 1 с одной цифрой. |
|
|
В режиме подачи за одну минуту фактическая скорость подачи |
|
|
определяется следующим образом: |
|
|
F × (автоматическая ручная коррекция |
для внутренних углов) × |
|
(ручная коррекция скорости подачи) |
|
Ограничения |
|
|
D Ускорение/замедление |
Ручная коррекция для внутренних углов запрещена во время |
|
перед интерполяцией |
ускорения/замедления перед интерполяцией. |
|
D Запуск/G41, G42 |
Ручная коррекция для внутренних углов отключена, если углу |
|
|
предшествует блок запуска или за ним следует блок, |
|
|
включающий G41 или G42. |
|
D Коррекция |
Ручная коррекция для внутренних углов не выполняется, если |
|
|
коррекция равна нулю. |
|
65
5. ФУНКЦИИ ПОДАЧИ ПРОГРАММИРОВАНИЕ B-64144RU/01
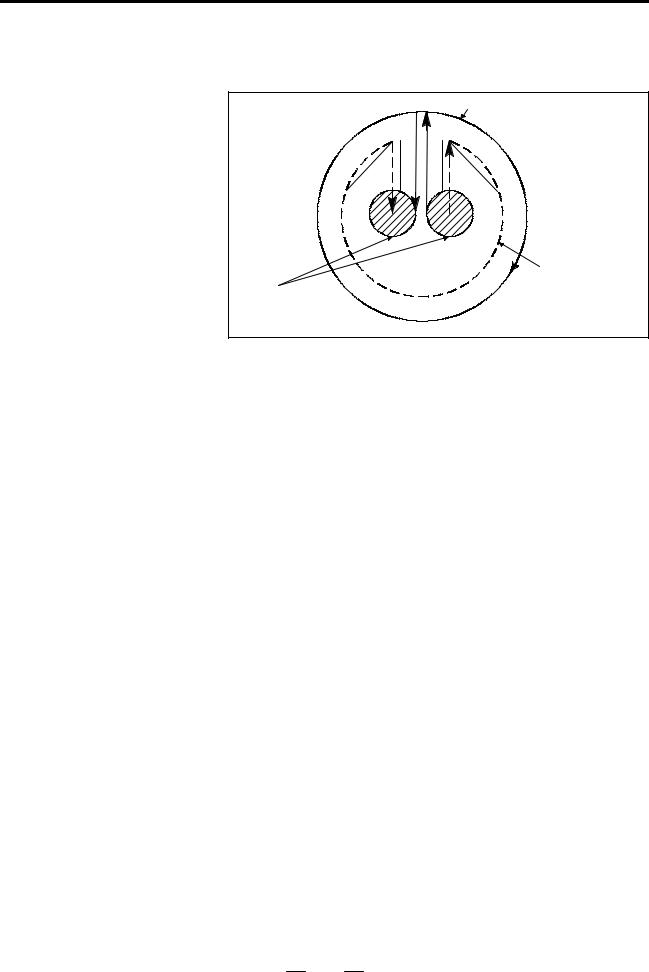
5.4.2.2 |
Для кругового резания с внутренней коррекцией, скорость |
||
Изменение скорости |
подачи на запрограммированной траектории устанавливается |
||
на заданную скорость подачи (F) посредством ввода скорости |
|||
подачи внутреннего |
|||
подачи кругового резания с учетом F, как указано ниже |
|||
кругового резания |
|||
(Рис. 5.4.2.2). Эта функция действует в режиме коррекции на |
|||
|
|||
|
резец независимо от кода G62. |
||
|
|
Rc |
|
|
|
F ×Rp |
|
|
Rc |
: Радиус траектории центра резца |
|
|
Rp |
: Запрограммированный радиус |
|
Он такжедействителен дляхолостого ходаи команды F с одной цифрой.
Запрограммированная
траектория
|
|
|
Rc Траектория |
|
|
|
Rp |
центра |
|
|
|
резца |
||
|
|
|
||
|
|
Рис. 5.4.2.2 Изменение скорости подачи внутреннего кругового |
||
|
|
|
резания |
|
|
|
Если Rc значительно меньше, чем Rp, Rc/Rp 0; инструмент |
||
|
|
останавливается. Минимальный коэффициент замедления |
||
|
|
(MDR) должен быть задан параметром ном. 1710. Когда |
||
|
|
Rc/Rp MDR, скорость подачи инструмента - (F×MDR). |
||
F × Rc × |
(ручная коррекция для внутренних углов) × |
|||
Rp |
(ручная коррекция скорости подачи) |
|||
5.4.3 |
|
Эта функция автоматически регулирует скорость подачи в углу |
||
Автоматическое |
в соответствии с углом раствора между блоками обработки или |
|||
ПРИМЕЧАНИЕ |
|
|
|
|
Есливнутренняякруговаяподачаприрезаниидолжнабытьвыполненавместесручной |
||||
коррекцией для внутренних углов, скорость подачи инструмента определяется |
||||
следующим образом: |
|
|
||
угловое замедление |
разницей в скорости подачи между блоками вдоль каждой оси. |
|||
Эта функция действует, если ACD, бит 6 параметра ном. 1601, |
||||
|
|
|||
|
|
установлен на 1, система находится в режиме G64 (режиме |
||
|
|
обработки), и за блоком подачи при нарезании (блок А) следует |
||
|
|
другой блок подачи при резании (блок B). Скорость подачи |
||
|
|
между блоками обработки регулируется в соответствии с углом |
||
|
|
растворамеждублокамиилиразницейвскоростиподачимежду |
||
|
|
блокамивдолькаждойоси. Этидваспособаможнопереключать |
||
|
|
с помощью CSD, бита 4 параметра ном. 1602. |
||
66