Fanuc SOi mate-md
.pdf
|
|
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
ПРОГРАММИРОВАНИЯ |
|
|
|
Пояснения
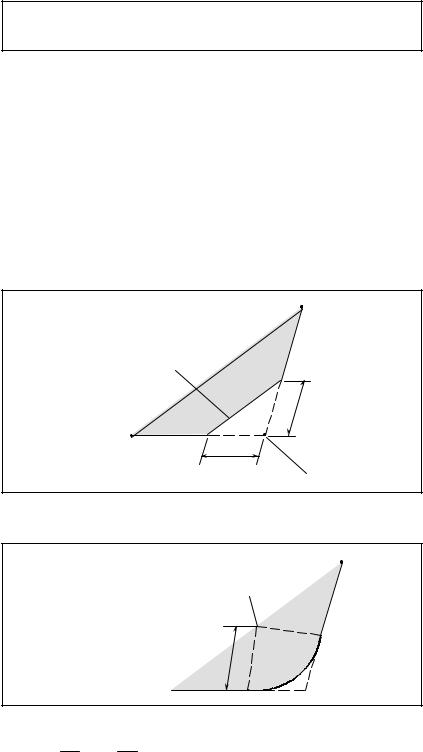
D Цикл |
После позиционирования вдоль осей X и Y выполняется |
высокоскоростного |
форсированная продольная подача до точки R. От точки R |
нарезания резьбы с |
нарезание выполняется с глубиной Q (глубиной прохода для |
периодическим |
каждой рабочей подачи), после чего инструмент отводится на |
выводом сверла |
расстояниеd. БитDOV (бит4) параметра5200 задает, можетбыть |
|
скорректирован отвод или нет. После выхода в точку Z |
|
шпиндель останавливается, затем начинает вращаться в |
|
обратном направлении для отвода. |
|
Установите расстояние отвода, d, в параметре 5213. |
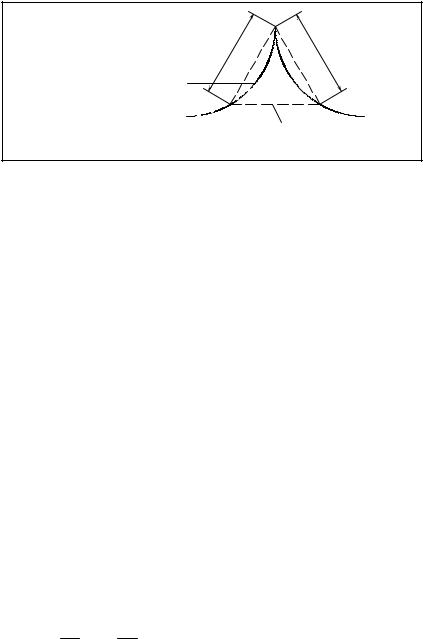
D Цикл нарезания |
После позиционирования вдоль осей X и Y выполняется |
резьбы с |
форсированная продольнаяподачадо уровняточкиR. Отточки |
периодическим |
R нарезание выполняется с глубиной Q (глубина прохода для |
выводом сверла |
каждой рабочей подачи), после чего выполняется возврат в |
|
точку R. Бит DOV (бит 4) параметра 5200 задает, может быть |
|
скорректирован отвод или нет. Перемещение со скоростью |
|
подачи при нарезании F выполняется от R до позиции на |
|
расстоянии d от конечной точки последнего нарезания, |
|
совпадающей с точкой перезапуска нарезания. Для данного |
|
перемещения со скоростью подачи при нарезании F также |
|
действительнаспецификациябитаDOV (бита4) параметра5200. |
|
После выхода в точку Z шпиндель останавливается, затем |
|
начинает вращаться в обратном направлении для отвода. |
|
Установите расстояние d (расстояние до точки начала |
|
нарезания) в параметре 5213. |
Ограничения
D Смена осей |
Перед изменением оси сверления постоянный цикл должен |
|
быть отменен. Если ось сверления изменяется в жестком |
|
режиме, подается сигнал тревоги P/S (ном. 206). |
D Команда S |
Задание скорости вращения, превышающей максимальную |
|
скорость используемого привода, приводит к подаче сигнала |
|
тревоги P/S (ном. 200). |
|
Команда S, которая задана при жестком нарезании резьбы, |
|
сбрасывается припрограммированииОтменыжесткого нареза- |
|
ния резьбы, и условия те же, что и при программировании S0. |
D Коэффициент |
Для схемы аналогового управления шпинделя: |
распределения |
При задании командой скорости, большей 4096 импульсов, в |
шпинделя |
устройствах обнаружения, за 8 мсек, подается сигнал тревоги |
|
P/S (ном. 202), таккакрезультаттакойоперациинепредсказуем. |
|
Для серийного шпинделя: |
|
При задании командой скорости, большей 32767 импульсов, в |
|
устройствах обнаружения, за 8 мсек, подается сигнал тревоги |
|
P/S (ном. 202), таккакрезультаттакойоперациинепредсказуем. |
177

13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
|
|
ПРОГРАММИРОВАНИЯ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
D Команда F |
Задайте значение, которое превышает верхний лимит скорости |
||||
|
подачи |
при нарезании, приводит к |
подаче сигнала P/S |
||
|
(ном. 011). |
|
|
||
D Устройство F |
|
|
|
|
|
|
|
Ввод |
Ввод данных в |
Комментарии |
|
|
|
|
метрических |
дюймах |
|
|
|
|
данных |
|
|
|
|
|
|
|
|
|
G94 |
|
1 мм/мин |
0,01 дюйм/мин |
Допускается |
|
|
|
|
|
программирование с |
|
|
|
|
|
десятичной точкой |
|
|
|
|
|
|
|
G95 |
|
0,01 мм/оборот |
0,0001 дюйм/оборот |
Допускается |
|
|
|
|
|
программирование с |
|
|
|
|
|
десятичной точкой |
D M29 |
|
|
|
|
|
Задание команды S или перемещения оси между M29 и G84 |
|||||
|
приводит к подаче сигнала P/S (ном. 203). |
||||
|
Задание М29 в цикле нарезания резьбы приводит к подаче |
||||
|
сигнала тревоги P/S (ном. 204). |
|
|||
D P/Q |
Задайте P и Q в блоке, который выполняет сверление. Если P и |
||||
|
Q заданы в блоке, который не выполняет сверление, эти |
||||
|
величины не сохраняются в качестве модальных данных. Если |
||||
|
задан Q0, цикл жесткого нарезания резьбы с периодическим |
||||
|
выводом сверла не выполняется. |
|
|||
D Отмена |
НезадавайтеG-кодгруппы01 (G00-G03) иG73 водномитомже |
||||
|
блоке. Если они заданы вместе, G73 отменяется. |
||||
D Коррекция |
В режиме постоянного цикла коррекция на инструмент |
||||
инструмента |
игнорируется. |
|
|
||
13.2.4
Отмена постоянного цикла (G80)
Постоянный цикл жесткого нарезания резьбы отменяется. Способы отмены цикла смотрите в разделе II-13.1.14.
ПРИМЕЧАНИЕ
Когда программируется Отмена жесткого нарезания резьбы, команда S, используемая при жестком нарезаниирезьбы, такжесбрасывается. (Онатакаяже, как и в случае программирования S0).
Таким образом, команда S, которая задана для жесткого нарезания резьбы, не может быть исполь- зована в блоках после Отмены жесткого нарезания резьбы. Пожалуйста, задайте заново команду S после Отмены жесткого нарезания резьбы, если необходимо.
178