

Fanuc SOi mate-md
.pdf
|
|
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
ПРОГРАММИРОВАНИЯ |
|
|
|
Ограничения
D Смена осей |
Перед изменением оси сверления постоянный цикл должен |
|
|
быть отменен. |
|
D Сверление |
В блоке, который не содержит X, Y, Z или R, сверление не |
|
|
выполняется. |
|
D Отмена |
НезадавайтеG-кодгруппы01 (G00-G03 илиG00-G60 (когдабит |
|
|
MDL (бит 0 параметра 5431) установлен на 1)) и G85 в |
|
|
одиночном блоке. В противном случае G85 будет отменен. |
|
D Смещение |
В режиме |
постоянного цикла коррекция на инструмент |
инструмента |
игнорируется. |
|
Примеры |
M3 S100 ; |
Приводит к началу вращения шпинделя. |
|
G90 G99 G85 X300. Y-250. Z-150. R-120. F120. ; |
|
|
|
Позиционирование, высверливание отвер- |
|
|
стия 1 с последующим возвратом в точку R. |
|
Y-550. ; |
Позиционирование на высверленном отвер- |
|
|
стии 2 с последующим возвратом в точку R. |
|
Y-750. ; |
Позиционирование, высверливание отвер- |
|
|
стия 3 с последующим возвратом в точку R. |
|
X1000. ; |
Позиционирование, высверливание отвер- |
|
|
стия 4 с последующим возвратом в точку R. |
|
Y-550. ; |
Позиционирование, высверливание отвер- |
|
|
стия 5 с последующим возвратом в точку R. |
|
G98 Y-750. ; |
Позиционирование, высверливание отвер- |
|
|
стия6 споследующимвозвратом наисходный |
|
|
уровень. |
|
G80 G28 G91 X0 Y0 Z0 ; Вернитесь на указанную позицию |
|
|
M5 ; |
Приводит к началу вращения шпинделя. |
157

13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
|
|
ПРОГРАММИРОВАНИЯ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
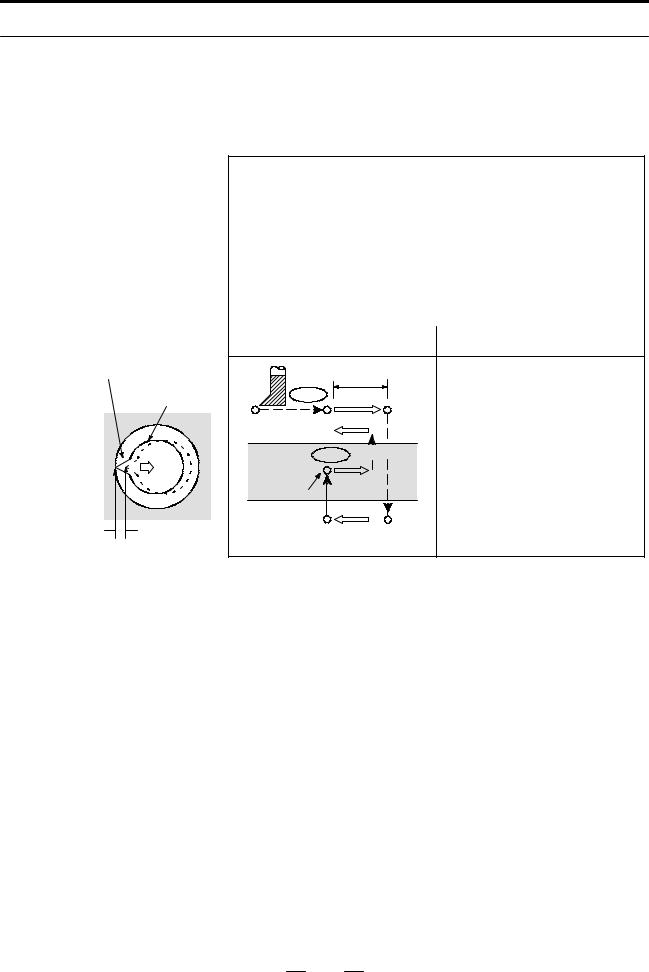
13.1.10Этот цикл используется для растачивания отверстия.
Цикл растачивания
(G86)
Формат
G86 X_ Y_ Z_ R_ F_ K_ ; |
|
X_ Y_ |
: Данные позиции отверстия |
Z_ |
: Расстояние от точки R до основания отверстия |
R_ |
: Расстояние от исходного уровня до уровня точки R |
F_ |
: Скорость подачи при резании |
K_ |
: Число повторов (если требуется) |
G86 (G98) |
G86 (G99) |
|
Вращение |
|
|
шпинделя |
|
Вращение |
по часовой |
|
|
стрелке |
|
шпинделя |
Исходный |
|
по часовой |
уровень |
|
стрелке |
|
|
|
Точка R |
Точка R |
Уровень |
|
|
точки R |
Точка Z |
|
Точка Z |
|
|
|
Остановка шпинделя |
Остановка шпинделя |
|
Пояснения |
После позиционирования вдоль осей X и Y выполняется |
|
форсированная продольная подача до точки R. |
|
Сверление выполняется от точки R до точки Z. |
|
Когда шпиндель останавливается у основания отверстия, |
|
инструмент отводится форсированной продольной подачей. |
|
ПередзаданиемG86 используйтесмешаннуюфункцию(М-код) |
|
для вращения шпинделя. |
|
Когда команда G86 и М-код заданы в одном и том же блоке, |
|
М-код выполняется во время первого позиционирования. |
|
После этого система переходит к следующей операции |
|
сверления. |
|
КогдадлязаданиячислаповторовиспользуетсячислоК, М-код |
|
выполняется только для первого отверстия; для второго и |
|
последующих отверстий М-код не выполняется. |
|
Когда в постоянном цикле задается коррекция на длину |
|
инструмента (G43, G44 или G49), коррекция выполняется во |
|
время позиционирования в точке R. |
158

|
|
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
ПРОГРАММИРОВАНИЯ |
|
|
|
Ограничения
D Смена осей |
Перед изменением оси сверления постоянный цикл должен |
|
|
быть отменен. |
|
D Сверление |
В блоке, который не содержит X, Y, Z или R, сверление не |
|
|
выполняется. |
|
D Отмена |
НезадавайтеG-кодгруппы01 (G00-G03 илиG00-G60 (когдабит |
|
|
MDL (бит 0 параметра 5431) установлен на 1)) и G86 в |
|
|
одиночном блоке. В противном случае G86 будет отменен. |
|
D Коррекция |
В режиме |
постоянного цикла коррекция на инструмент |
инструмента |
игнорируется. |
|
Примеры |
M3 S2000 ; |
Приводит к началу вращения шпинделя. |
|
G90 G99 G86 X300. Y-250. Z-150. R-100. F120. ; |
|
|
|
Позиционирование, высверливание отвер- |
|
|
стия 1 с последующим возвратом в точку R. |
|
Y-550. ; |
Позиционирование на высверленном отвер- |
|
|
стии 2 с последующим возвратом в точку R. |
|
Y-750. ; |
Позиционирование, высверливание отвер- |
|
|
стия 3 с последующим возвратом в точку R. |
|
X1000. ; |
Позиционирование, высверливание отвер- |
|
|
стия 4 с последующим возвратом в точку R. |
|
Y-550. ; |
Позиционирование, высверливание отвер- |
|
|
стия 5 с последующим возвратом в точку R. |
|
G98 Y-750. ; |
Позиционирование, высверливание отвер- |
|
|
стия6 споследующимвозвратом наисходный |
|
|
уровень. |
|
G80 G28 G91 X0 Y0 Z0 ; Вернитесь на указанную позицию |
|
|
M5 ; |
Приводит к началу вращения шпинделя. |
159
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
|
|
ПРОГРАММИРОВАНИЯ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
13.1.11Этот цикл выполняет точное растачивание.
Цикл обратного растачивания (G87)
Формат
Ориентированный останов шпинделя
Инструмент

 Величина сдвига q
Величина сдвига q
G87 X_ Y_ Z_ R_ Q_ P_ F_ K_ ; |
|
|
X_ Y_ |
: Данные позиции отверстия |
|
Z_ |
: Расстояние от основания отверстия до точки Z |
|
R_ |
: Расстояние от исходного уровня до точки R |
|
|
(основание отверстия) уровень |
|
Q_ |
: Величина сдвига инструмента |
|
P_ |
: Время задержки |
|
F_ |
: Скорость подачи при резании |
|
K_ |
: Число повторов (если требуется) |
|
|
|
|
|
G87 (G98) |
G87 (G99) |
q
OSS
Вращение
шпинделя
по часовой OSS 
 Не используется
Не используется
стрелке
Точка Z
P |
|
|
Вращение |
|
|
шпинделя |
Точка R |
|
по часовой |
||
|
||
стрелке |
|
|
ОПАСНО |
|
|
Q (сдвиг у основания отверстия) является модальным |
|
|
значением, поддерживаемым во время постоянных |
|
|
циклов. Q должензадаватьсясосторожностью, таккак |
|
|
также используется в качестве глубины прохода для |
|
|
G73 и G83. |
|
Пояснения |
|
|
После позиционирования вдоль осей X и Y шпиндель останав- |
||
|
ливается на фиксированной позиции вращения. Инструмент |
|
|
перемещается по направлению, противоположному направ- |
|
|
лению к режущей кромке инструмента, позиционирование |
|
|
(форсированная продольная подача) выполняется у основания |
|
|
отверстия (точка R). После этого инструмент перемещается по |
|
|
направлению к режущей кромке инструмента, после чего |
|
|
шпиндель поворачивается по часовой стрелке. Растачивание |
|
|
выполняется в положительном направлении вдоль оси Z до |
|
|
достижения точки Z. |
|
160

|
|
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
ПРОГРАММИРОВАНИЯ |
|
|
|
|
В точке Z шпиндель снова останавливается на фиксированной |
|
|
позиции вращения, инструмент сдвигается в направлении, |
|
|
противоположном направлению к режущей кромке инстру- |
|
|
мента, после чего инструмент возвращается на исходный уро- |
|
|
вень. Затем инструмент сдвигается по направлению режущей |
|
|
кромки инструмента и шпиндель начинает вращаться по |
|
|
часовой стрелке для перехода к следующей операции блока. |
|
|
ПередзаданиемG87 используйтесмешаннуюфункцию(М-код) |
|
|
для вращения шпинделя. Когда команда G87 и М-код заданы в |
|
|
одном и том же блоке, М-код выполняется во время первого |
|
|
позиционирования. После этого система переходит к следую- |
|
|
щей операции сверления. Когда для задания числа повторов |
|
|
используется число К, М-код выполняется только для первого |
|
|
отверстия; для второго и последующих отверстий М-код не |
|
|
выполняется. Когдавпостоянномциклезадается коррекцияна |
|
|
длину инструмента (G43, G44 или G49), коррекция выпол- |
|
|
няется во время позиционирования в точке R. |
|
Ограничения |
|
|
D Смена осей |
Перед изменением оси сверления постоянный цикл должен |
|
|
быть отменен. |
|
D Растачивание |
В блоке, который не содержит X, Y, Z или R, растачивание не |
|
|
выполняется. |
|
D P/Q |
Убедитесь в том, что задано положительное значение Q. Если |
|
|
задано отрицательное значение Q, знак игнорируется. Устано- |
|
|
вите направление сдвига в битах 4 (RD1) и 5 (RD2) параметра |
|
|
ном. 5101. Задайте P и Q в блоке, который выполняет раста- |
|
|
чивание. Если Q заданы в блоках, которые не выполняют |
|
|
растачивание, то Q не могут быть сохранены в виде модальных |
|
|
данных. |
|
D Отмена |
НезадавайтеG-кодгруппы01 (G00-G03 илиG00-G60 (когдабит |
|
|
MDL (бит 0 параметра 5431) установлен на 1)) и G87 в |
|
|
одиночном блоке. В противном случае G87 будет отменен. |
|
D Коррекция |
В режиме постоянного цикла коррекция на инструмент |
|
инструмента |
игнорируется. |
|
Примеры |
M3 S500 ; |
Приводит к началу вращения шпинделя. |
|
G90 G87 X300. Y-250. Позиционирование на растачиваемом отвер- |
|
|
|
стии 1. |
|
Z-120. R-150. Q5. |
Сориентируйтесь на исходном уровне, после |
|
|
чего выполните сдвиг на 5 мм. |
|
P1000 F120. ; |
Остановитесь в точке Z на 1 сек. |
|
Y-550. ; |
Позиционирование, высверливание отверстия 2. |
|
Y-750. ; |
Позиционирование, высверливание отверстия 3. |
|
X1000. ; |
Позиционирование, высверливание отверстия 4. |
|
Y-550. ; |
Позиционирование, высверливание отверстия 5. |
|
Y-750. ; |
Позиционирование, высверливание отверстия 6 |
|
G80 G28 G91 X0 Y0 Z0;Вернитесь на указанную позицию |
|
|
M5 ; |
Приводит к началу вращения шпинделя. |
161
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
|
|
ПРОГРАММИРОВАНИЯ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
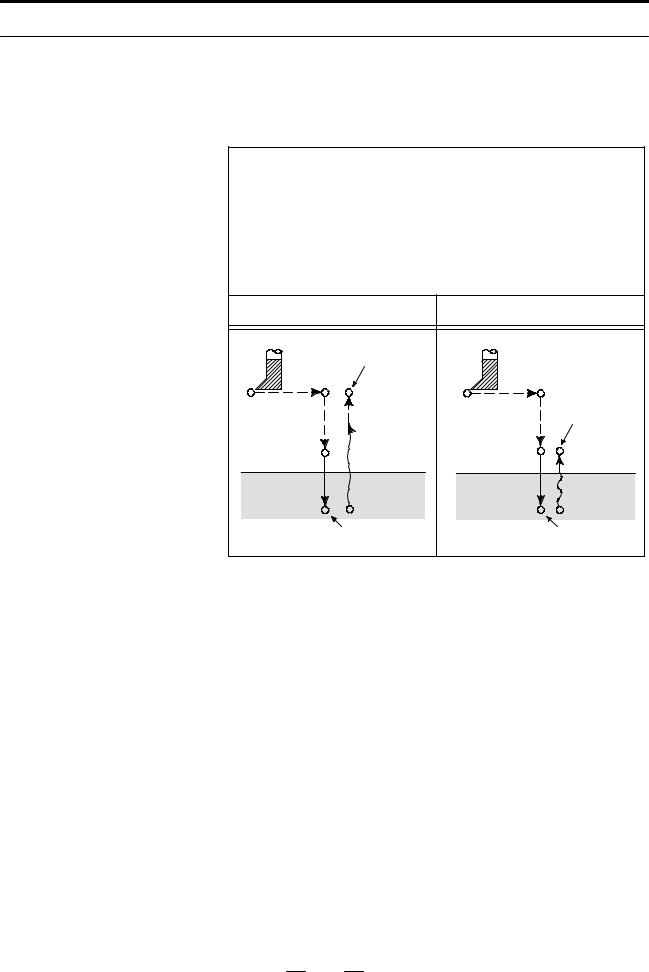
13.1.12Этот цикл используется для растачивания отверстия.
Цикл растачивания
(G88)
Формат
G88 X_ Y_ Z_ R_ P_ F_ K_ ; |
|
X_ Y_ |
: Данные позиции отверстия |
Z_ |
: Расстояние от точки R до основания отверстия |
R_ |
: Расстояние от исходного уровня до уровня точки R |
Р_ |
: Время задержки у основания отверстия |
F_ |
: Скорость подачи при резании |
K_ |
: Число повторов (если требуется) |
|
G88 (G98) |
G88 (G99) |
|
|
Вращение |
|
|
|
шпинделя |
|
|
|
по часовой |
|
Вращение |
|
стрелке |
|
|
|
Исходный |
|
шпинделя |
|
|
по часовой |
|
|
уровень |
|
|
|
|
стрелке |
|
|
|
|
|
|
Точка R |
Точка R |
Уровень |
|
точки R |
||
|
|
|
|
|
Точка Z |
Точка Z |
P |
|
P |
|
|
|
Останов шпинделя |
||
|
Останов шпинделя |
||
|
после задержки |
после задержки |
|
Пояснения |
После позиционирования вдоль |
осей X и Y выполняется |
|
|
форсированная продольная подача до точки R. Растачивание |
||
выполняется от точки R до точки Z. По завершении растачивания выполняется задержка, после чего шпиндель останавливается. Инструмент вручную отводится от основания отверстия (точки Z) до точки R. В точке R шпиндель начинает вращаться по часовой стрелке, и выполняется форсированная продольная подача до исходного уровня.
ПередзаданиемG88 используйтесмешаннуюфункцию(М-код) для вращения шпинделя.
Когда команда G88 и М-код заданы в одном и том же блоке, М-код выполняется во время первого позиционирования. После этого система переходит к следующей операции сверления.
КогдадлязаданиячислаповторовиспользуетсячислоК, М-код выполняется только для первого отверстия; для второго и последующих отверстий М-код не выполняется.
Когда в постоянном цикле задается коррекция на длину инструмента (G43, G44 или G49), коррекция выполняется во время позиционирования в точке R.
162

|
|
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
ПРОГРАММИРОВАНИЯ |
|
|
|
Ограничения
D Смена осей |
Перед изменением оси сверления постоянный цикл должен |
|
|
быть отменен. |
|
D Сверление |
В блоке, который не содержит X, Y, Z или R, сверление не |
|
|
выполняется. |
|
D P |
ЗадайтеP вблоках, которыевыполняютсверление. ЕслиP задан |
|
|
в блоке, который не выполняет сверление, P не может быть |
|
|
сохранен в виде модальных данных. |
|
D Отмена |
НезадавайтеG-кодгруппы01 (G00-G03 илиG00-G60 (когдабит |
|
|
MDL (бит 0 параметра 5431) установлен на 1)) и G88 в |
|
|
одиночном блоке. В противном случае G88 будет отменен. |
|
D Коррекция |
В режиме |
постоянного цикла коррекция на инструмент |
инструмента |
игнорируется. |
|
Примеры |
M3 S2000 ; |
Приводит к началу вращения шпинделя. |
|
G90 G99 G88 X300. Y-250. Z-150. R-100. P1000 F120. ; |
|
|
|
Позиционирование, высверливаниеотверстия1 |
|
|
споследующимвозвратомвточкуR иостановом |
|
|
у основания отверстия на 1 сек. |
|
Y-550. ; |
Позиционирование на высверленномотверстии |
|
|
2 с последующим возвратом в точку R. |
|
Y-750. ; |
Позиционирование, высверливаниеотверстия3 |
|
|
с последующим возвратом в точку R. |
|
X1000. ; |
Позиционирование, высверливаниеотверстия4 |
|
|
с последующим возвратом в точку R. |
|
Y-550. ; |
Позиционирование, высверливаниеотверстия5 |
|
|
с последующим возвратом в точку R. |
|
G98 Y-750. ; |
Позиционирование, высверливаниеотверстия6 |
|
|
с последующим возвратом на исходный |
|
|
уровень. |
|
G80 G28 G91 X0 Y0 Z0 ; Вернитесь в указанную позицию возврата |
|
|
M5 ; |
Приводит к началу вращения шпинделя. |
163
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
|
|
ПРОГРАММИРОВАНИЯ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
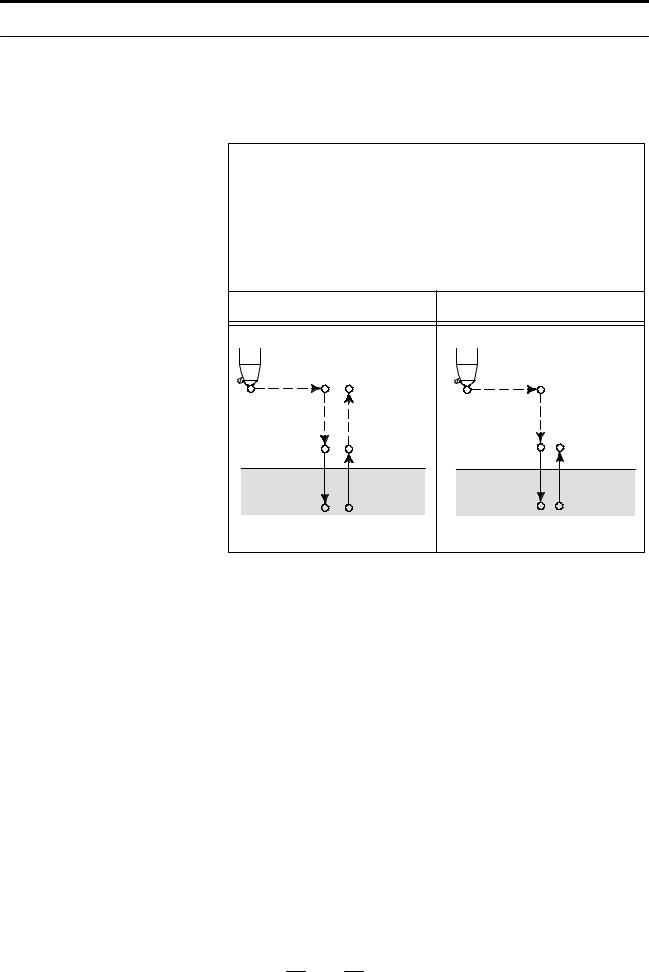
13.1.13Этот цикл используется для растачивания отверстия.
Цикл растачивания
(G89)
Формат
G89 X_ Y_ Z_ R_ P_ F_ K_ ; |
|
||
X_ Y_ |
: Данные позиции отверстия |
|
|
Z_ |
: Расстояние от точки R до основания отверстия |
||
R_ |
: Расстояние от исходного уровня до уровня точки R |
||
Р_ |
: Время задержки у основания отверстия |
||
F_ |
: Скорость подачи при резании |
|
|
K_ |
: Число повторов (если требуется) |
|
|
|
G89 (G98) |
G89 (G99) |
|
|
|
Исходный |
|
|
|
уровень |
|
|
|
|
Уровень |
|
|
|
точки R |
Точка R |
|
Точка R |
|
|
|
||
|
P |
Точка Z |
Точка Z |
|
P |
||
|
|
||
|
|
|
|
Пояснения |
Этот цикл почти идентичен G85. Разница в том, что цикл |
|
выполняет задержку у основания отверстия. |
|
ПередзаданиемG89 используйтесмешаннуюфункцию(М-код) |
|
для вращения шпинделя. |
|
Когда команда G89 и М-код в одном и том же блоке, М-код |
|
выполняется вовремяпервогопозиционирования. Послеэтого |
|
система переходит к следующей операции сверления. |
|
КогдадлязаданиячислаповторовиспользуетсячислоК, М-код |
|
выполняется только для первого отверстия; для второго и |
|
последующих отверстий М-код не выполняется. |
|
Когда в постоянном цикле задается коррекция на длину |
|
инструмента (G43, G44 или G49), коррекция выполняется во |
|
время позиционирования в точке R. |
164

|
|
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
ПРОГРАММИРОВАНИЯ |
|
|
|
Ограничения
D Смена осей |
Перед изменением оси сверления постоянный цикл должен |
|
|
быть отменен. |
|
D Сверление |
В блоке, который не содержит X, Y, Z или R, сверление не |
|
|
выполняется. |
|
D P |
ЗадайтеP вблоках, которыевыполняютсверление. ЕслиP задан |
|
|
в блоке, который не выполняет сверление, P не может быть |
|
|
сохранен в виде модальных данных. |
|
D Отмена |
НезадавайтеG-кодгруппы01 (G00-G03 илиG00-G60 (когдабит |
|
|
MDL (бит 0 параметра 5431) установлен на 1)) и G89 в |
|
|
одиночном блоке. В противном случае G89 будет отменен. |
|
D Коррекция |
В режиме |
постоянного цикла коррекция на инструмент |
инструмента |
игнорируется. |
|
Примеры |
M3 S100 ; |
Приводит к началу вращения шпинделя. |
|
G90 G99 G89 X300. Y-250. Z-150. R-120. P1000 F120. ; |
|
|
|
Позиционирование, высверливаниеотверстия1 |
|
|
споследующимвозвратомвточкуR иостановом |
|
|
у основания отверстия на 1 сек. |
|
Y-550. ; |
Позиционирование на высверленномотверстии |
|
|
2 с последующим возвратом в точку R. |
|
Y-750. ; |
Позиционирование, высверливаниеотверстия3 |
|
|
с последующим возвратом в точку R. |
|
X1000. ; |
Позиционирование, высверливаниеотверстия4 |
|
|
с последующим возвратом в точку R. |
|
Y-550. ; |
Позиционирование, высверливаниеотверстия5 |
|
|
с последующим возвратом в точку R. |
|
G98 Y-750. ; |
Позиционирование, высверливаниеотверстия6 |
|
|
с последующим возвратом на исходный |
|
|
уровень. |
|
G80 G28 G91 X0 Y0 Z0 ; Вернитесь в указанную позицию возврата |
|
|
M5 ; |
Приводит к началу вращения шпинделя. |
165

13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
|
|
ПРОГРАММИРОВАНИЯ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
13.1.14
Отмена постоянного цикла (G80)
Формат
Пояснения
Примеры
G80 отменяет постоянные циклы.
G80 ;
Все постоянные циклы отменяются для выполнения обычной работы. Стираютсяданныеточки R иточкиZ. Это означает, что винкрементномрежимеR = 0 иZ = 0. Другиеданныесверления также отменяются (стираются).
M3 S100 ; |
Приводит к началу вращения шпинделя. |
G90 G99 G88 X300. Y-250. Z-150. R-120. F120. ; |
|
|
Позиционирование, высверливаниеотверстия1 |
|
с последующим возвратом в точку R. |
Y-550. ; |
Позиционирование на высверленномотверстии |
|
2 с последующим возвратом в точку R. |
Y-750. ; |
Позиционирование, высверливаниеотверстия3 |
|
с последующим возвратом в точку R. |
X1000. ; |
Позиционирование, высверливаниеотверстия4 |
|
с последующим возвратом в точку R. |
Y-550. ; |
Позиционирование, высверливаниеотверстия5 |
|
с последующим возвратом в точку R. |
G98 Y-750. ; |
Позиционирование, высверливаниеотверстия6 |
|
с последующим возвратом на исходный |
|
уровень. |
G80 G28 G91 X0 Y0 Z0 ; Вернитесь в указанную позицию возврата, |
|
|
отмена постоянного цикла |
M5 ; |
Приводит к началу вращения шпинделя. |
166