

Fanuc SOi mate-md
.pdfB-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
|
|
|
ПРИМЕЧАНИЕ
1 Скорость шпинделя ограничена следующим образом:
1 скорость шпинделя Максимальная скорость подачи Шаг резьбы
Скорость шпинделя: мин.-1 Шаг резьбы: мм или дюймы
Максимальнаяскорость подачи: мм/мин. илидюймы/мин.; минимальноезначениеиз заданнойпрограммномаксимальнойскоростиподачизаоднуминутуимаксимальной скорости подачи, которая определяется на основании механических ограничений, включая относящиеся к двигателям.
2Ручная коррекция скорости подачи при резании не применяется к преобразованной скорости подачи в течение всего процесса обработки, от черновой до чистовой. Скорость подачи фиксируется на уровне 100%
3Преобразованнаяскоростьподачиограниченазаданнойверхнимзначениемскорости подачи.
4Во время нарезания резьбы останов подачи отключен. Нажатие кнопки останова подачивовремянарезаниярезьбыприводиткостановустанкавконечнойточкеблока, следующего за нарезанием резьбы (то есть после завершения режима G33)
Примеры |
Нарезание резьбы при шаге в 1,5 мм |
|
G33 Z10. F1.5; |
47
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
4.7
ФУНКЦИЯ ПРОПУСКА (G31)
Формат
Можно задать линейную интерполяцию, указав осевое перемещение после команды G31, аналогично G01. Если во время выполнения этой команды поступает внешний сигнал пропуска, то прерывается выполнение данной команды, и начинается выполнение следующего блока.
Функция пропуска используется, еслиокончание обработкине запрограммировано, а задано посредством сигнала от станка, например, при шлифовании. Эта функция также используется для измерения размеров заготовки.
G31IP_ ;
G31: Одноразовый G-код (действует только в том блоке, в котором он задан)
Пояснения |
При появлении сигнала пропуска значения координат могут |
|
|
использоватьсявмакропрограммепользователя, посколькуони |
|
|
хранятся в памяти в качестве системных переменных макро- |
|
|
программ пользователя #5061 - # 5063, как описано ниже: |
|
|
#5061 Значение координаты по оси Х |
|
|
#5062 Значение координаты по оси Y |
|
|
#5063 значение координаты по оси Z |
|
|
|
|
|
ОПАСНО |
|
|
Отключите ручную коррекцию скорости подачи, |
|
|
холостой ход и автоматическое ускорение/ замед- |
|
|
ление (однако это становится доступным установкой |
|
|
параметра от SKF ном. 6200#7 до 1.), если задана |
|
|
скорость подачи за минуту, допуская ошибку в |
|
|
позицииинструментапривведениисигналапропуска. |
|
|
Эти функции включены, когдазадана скорость подачи |
|
|
за один оборот. |
|
|
|
|
ПРИМЕЧАНИЕ
Если при применении коррекции на резец выдается команда G31, отображается сигнал тревоги P/S ном. 035. Перед тем как задать команду G31, отмените коррекцию на инструмент с помощью команды G40.
48
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
|
|
|
Примеры
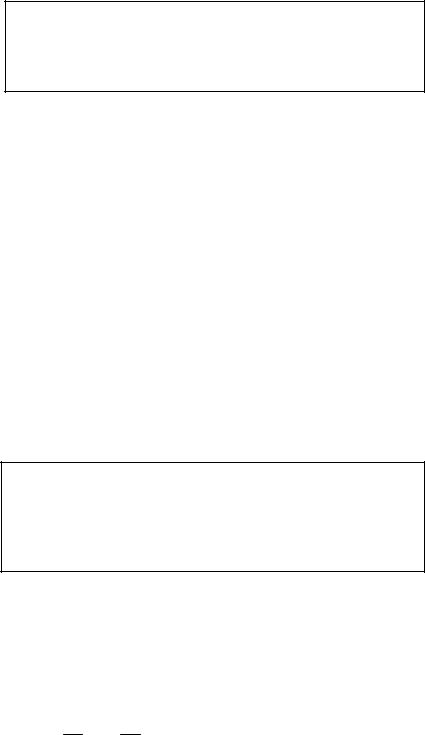
DБлок, следующий за G31, является инкрементной командой
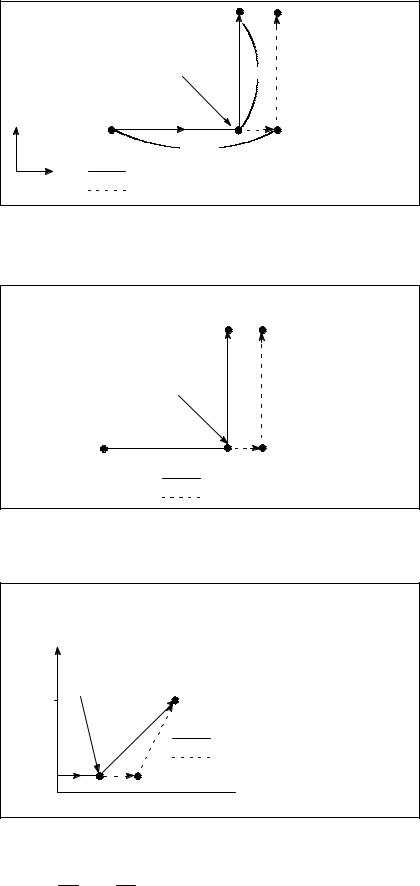
DБлок, следующий за G31, представляет собой команду абсолютного перемещения для оси 1
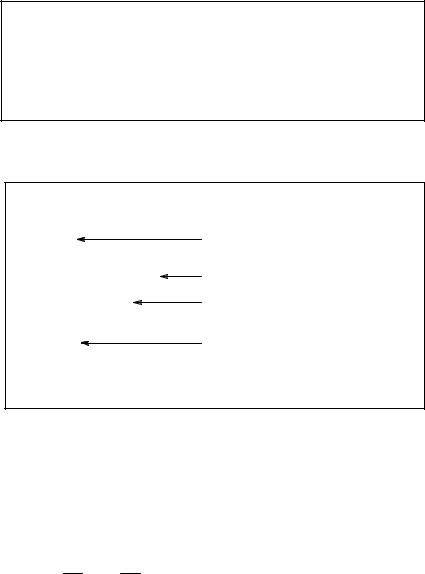
DБлок, следующий за G31, является абсолютной командой для осей 2
G31G91X100.0 F100;
Y50.0;
Здесь введен сигнал пропуска |
50.0 |
|
Y
|
100.0 |
X |
Фактическое перемещение |
|
Перемещение при отсутствии сигнала пропуска |
Рис. 4.7 (a) Следующий блок - команда инкремента
G31G90X200.00 F100; |
Y100.0 |
|
Y100.0; |
||
|
Здесь введен сигнал пропуска
X200.0
Фактическое перемещение Движение без сигнала пропуска
Рис. 4.7 (b) Следующий блок представляет собой абсолютную команду для 1 оси
G31G90X200.0 F100;
X300.0 Y100.0;
Y
Сигнал пропуска вводится здесь
100 |
(300,100) |
|
Фактическое перемещение
Перемещение при отсутствии сигнала пропуска

 X 100 200 300
X 100 200 300
Рис. 4.7 (c) Следующий блок представляет собой абсолютную команду для 2 осей
49

4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
4.8
СИГНАЛ ВЫСОКОСКОРОСТНОГО ПРОПУСКА (G31)
Формат
Функция пропуска работает на основе сигнала высокоско- ростного пропуска (подключенного напрямую к NC; не через PMC) вместо обычного сигнала пропуска. В этом случае может быть введено до восьми сигналов.
Задержкаилиошибкавводасигналапропускасоставляет0 - 2 мс со стороны ЧУ (не учитывая задержку или ошибку со стороны
PMC).
Эта функция ввода сигнала высокоскоростного пропуска задерживаетданноезначениена0,1 мсилименее, такимобразом допуская высокоточное измерение.
Дополнительную информацию смотрите в соответствующем руководстве, поставляемым изготовителем станка.
G31 IIPP_ ;
G31: Одноразовый G-код (действует только в том блоке, в котором он задан)
50

B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
|
|
|
4.9
ПРОПУСК ПРИ ОГРАНИЧЕНИИ КРУТЯЩЕГО МОМЕНТА
(G31 P99)
Формат
Пояснения
D G31 P99
D G31 P98
DКоманда ограничения крутящего момента
DСистемная
переменная
макропрограмм
пользователя
Ограничения
D Команда для оси
Если крутящий момент двигателя ограничен (например, посредством команды ограничения крутящего момента, выданнойчерезокноРМС), спомощьюкомандыперемещения, следующей за G31 Р99 (или G31 Р98), можно задать такую же скорость рабочей подачи, как и при G01 (линейная интер- поляция).
Пропуск происходит при выдаче сигнала, указывающего на достижение предельного значения крутящего момента (по причине приложенного давления или иной причине).
Для получения информации по применению этой функции смотрите руководства, поставляемые изготовителем станка.
G31 P99 IP_ F_ ;
G31 P99 IP_ F_ ;
G31: Однократный G-код (действует только в блоке, в котором он задан)
Если достигнуто предельное значение крутящего момента или получен сигнал пропуска SKIP во время выполнения G31 Р99, отменяется текущая команда перемещения, и выполняется следующий блок.
Если достигнуто предельное значение крутящего момента во время выполнения G31 Р98, отменяется текущая команда перемещения, и выполняется следующий блок. Сигнал пропуска SKIP <X0004#7> не влияет на G31 P98.
Ввод сигнала пропуска SKIP во время выполнения G31 P98 не приводит к пропуску.
ЕслидовыполненияG31 P99/98 незадано предельноезначение крутящего момента, то продолжается выполнение команды перемещения; пропуска не происходит, даже если достигнуто предельное значение крутящего момента.
Если задан G31 P99/98, то в конце пропуска в переменных макропрограмм пользователя сохраняются координаты. (Смотрите раздел 4.9.)
ЕслисигналSKIP приводиткпропускуG31 P99, товсистемных переменных макропрограмм пользователя сохраняются координатывсистемекоординатстанка, действующиевмомент егоостановки, анекоординаты, действующиепривводесигнала
SKIP.
ПосредствомG31 P98/99 можно управлятьтолькооднойосьюв каждом блоке.
Если задано две или более осей, управление которыми должно осуществляться в каждом блоке, или не выдано ни одной команды для оси, то появляется сигнал тревоги P/S ном. 015.
51
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
D Степень погрешности |
Если во время выполнения G31 Р99/98 введен сигнал, |
|
сервосистемы |
указывающий на достижение предельного значения крутящего |
|
|
момента, а степень погрешности сервосистемы превышает |
|
|
32767, то выдается сигнал тревоги P/S ном. 244. |
|
D Высокоскоростной |
ПриG31 P99 сигналSKIP можетвызватьпропуск, нопропускне |
|
пропуск |
будет высокоскоростным. |
|
D Регулирование |
Для команд пропуска G31 разряд 7 (SKF) параметра ном. 6200 |
|
скорости |
должен быть установлен на отключениехолостого хода, ручной |
|
|
коррекции и автоматического ускорения или торможения. |
|
D Последовательные |
Не используйте G31 P99/98 в последовательных блоках. |
|
команды |
|
|
|
|
|
|
ОПАСНО |
|
|
Всегда задавайте ограничение крутящего момента |
|
|
перед командой G31 P99/98. Другими словами, G31 |
|
|
P99/98 позволяет выполнить команды перемещения, |
|
|
не вызывая пропуск. |
|
|
|
|
ПРИМЕЧАНИЕ
Если выдан G31 при заданной коррекции на радиус вершиныинструмента, появляетсясигналтревогиP/S ном. 035. Следовательно, выполните G40 перед вводом G31, чтобы отменить коррекцию на радиус вершины инструмента.
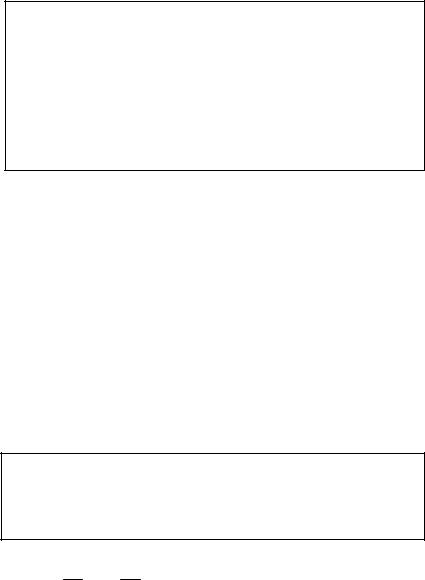
Примеры
O0001 ;
:
:
Mjj ;
:
:
G31 P99 X200. F100 ; 
:
G01 X100. F500 ; 
:
:
M∆∆ ;
M30 ;
:
%
РМС задает через окно предельное значение крутящего момента.
Команда пропуска при ограничении крутящего момента Команда перемещения, для которой применяется предельное значение крутящего момента
Предельное значение крутящего момента, отменное с помощью
PMC
52
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
|
|
|
4.10
МНОГОШАГОВЫЙ ПРОПУСК (G31)
Формат
Пояснения
DСоответствует сигналу пропуска
В блоке, задающем Р1-Р4 после G31, функция многоэтапного пропуска позволяет сохранить координаты в памяти перемен- ных макропрограммы пользователя, когда включается сигнал пропуска. (4-точечный или 8-точечный; 8-точечный, если используется функция высокоскоростного пропуска). Пара- метрыном. 6202 - ном. 6205 могутбытьиспользованыдлявыбо- ра 4-точечного или 8-точечного сигнала пропуска (когда ис- пользуется сигнал высокоскоростного пропуска). Один сигнал пропуска может быть установлен для соответствия кратным Pn или Qn (n=1,2,3,4), а также для соответствия Pn или Qn на основе идентичности. Параметры DS1 - DS8 (ном. 6206 #0A#7) могут быть использованы для задержки. Для выполнения пропуска выполняемых программ можно использовать сигнал пропуска от оборудования, например, устройства для измерения фиксированных размеров.
Например, при шлифовании врезанием можно автоматически выполнить серию операций, от черновой обработки до зачистки, посредством применения сигнала пропуска каждый раз после завершения операции черновой обработки, получистовой, чистовой обработки или зачистки.
Команда перемещения
G31 IPIP__ F __ P __ ;
IP_ : Конечная точка
F_ : Скорость подачи
P_ : P1-P4
Задержка
G04 X (U, P)__ (Q__) ;
X(U, P)_ : Время задержки
Q_ : Q1 - Q4
МногоэтапныйпропусквызываетсяуказаниемP1, P2, P3 илиP4 вблокеG31. ДляполученияпоясненийповыборуP1, P2, P3 или P4 смотрите руководство, поставляемое изготовителем станка. Ввод Q1, Q2, Q3 или Q4 в G04 (команда задержки) позволяет осуществить пропуск задержки способом, аналогичным для G31. Пропуск может быть выполнен, даже если не задан Q. Для получения пояснений по выбору Q1, Q2, Q3 или Q4 смотрите руководство, поставляемое изготовителем станка.
Параметры ном. 6202 - 6205 могут быть использованы для выбора 4-точечного или 8-точечного сигнала пропуска (когда используется сигнал высокоскоростного пропуска). Ввод значений не ограничивается соответствием один к одному. Можно запрограммировать так, чтобы один сигнал пропуска соответствовал двум или более Pn или Qn (n=1, 2, 3, 4). Кроме того, для того чтобы задать задержку, можно использовать разряды от 0 (DS1) до 7 (DS8) параметра ном. 6206.
ПРЕДУПРЕЖДЕНИЕ
Если не задан Qn и не установлены параметры DS1-DS8 (ном. 6206 #0-#7), то пропуска задержки не происходит.
53

5. ФУНКЦИИ ПОДАЧИ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
5 ФУНКЦИИ ПОДАЧИ
54

B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
5. ФУНКЦИИ ПОДАЧИ |
|
|
|
5.1
ОБЩИЕ СВЕДЕНИЯ
D Функции подачи
D Ручная коррекция
DАвтоматическое ускорение/ торможение
Функции подачи регулируют скорость подачи инструмента. Имеются следующие две функции подачи:
1.Форсированная продольная подача
Если задана команда позиционирования (G00), то инстру- мент перемещается со скоростью форсированной продоль- ной подачи, заданной в ЧПУ (параметр ном. 1420).
2.Подача при нарезании Инструмент перемещается с запрограммированной скоростью подачи при резании.
С помощью переключателя на пульте оператора станка можно применить ручную коррекцию скорости ускоренного подвода или скорости рабочей подачи.
Для предотвращения механического удара в начале и в конце перемещения инструмента автоматически применяется ускорение/замедление (Рис. 5.1 (a)).
Скорость ускоренного подвода |
FR : Скорость |
|||
|
|
|
|
форсированной |
|
|
|
|
продольной подачи |
F |
R |
T |
R |
: Постоянная |
|
|
времени |
||
|
|
|
|
|
|
|
|
|
ускорени/ |
|
|
|
|
замедления |
|
|
|
|
скорости |
|
|
|
|
форсированной |
|
|
|
|
продольной подачи |
0 |
|
|
Время |
|
|
TR |
TR |
|
|
Скорость подачи |
|
|
|
|
FC |
FC : Скорость подачи |
|
|
TC |
: Постоянная времени |
|
|
ускорения/замедления |
|
|
для скорости подачи |
|
|
при резании |
0 |
|
Время |
TC |
TC |
|
Рис. 5.1 (a) Автоматическое ускорение/замедление (пример) |
||
55

5. ФУНКЦИИ ПОДАЧИ ПРОГРАММИРОВАНИЕ B-64144RU/01
D Траектория движения |
Если во время рабочей подачи между заданными блоками |
инструмента при |
меняется направление перемещения, то это может привести к |
рабочей подаче |
траектории, закругленной в углах (Рис. 5.1 (b)). |
|
Y |
|
Запрограммированная траектория |
|
Фактическая траектория движения |
|
инструмента |
0
X
Рис. 5.1 (b) Пример траектории движения инструмента между двумя блоками
При круговой интерполяции возникает погрешность радиуса
(Рис. 5.1 (c)).
Y  ∆r:Погрешность
∆r:Погрешность
Запрограммированная траектория
Действительная траектория инструмента
r
0 |
X |
Рис. 5.1 (c) Пример погрешности радиуса при круговой интерполяции
Траектория движения с закругленными углами, показанная на Рис. 5.1 (b), и погрешность, показанная на Рис. 5.1 (c), зависят от скорости подачи. Следовательно, чтобы инструмент перемещался согласно запрограммированной траектории, необходимо регулировать скорость подачи.
56