

Fanuc SOi mate-md
.pdfB-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
1. ОБЩИЕ СВЕДЕНИЯ |
|
1.9 |
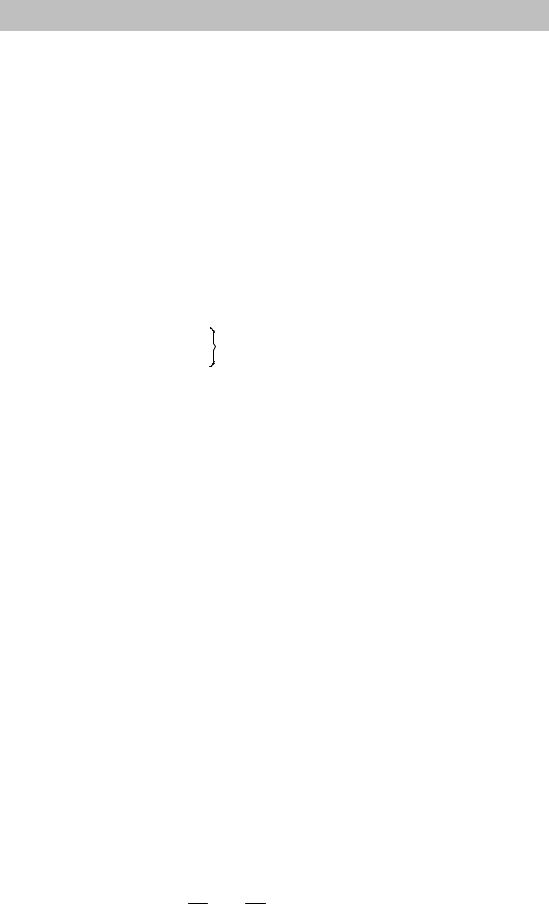
Во избежание перемещения инструмента за пределы на конце |
||
ЗОНА |
каждой оси установлены концевые |
выключатели. Зона, в |
|
которой может перемещаться инструмент, называется ходом. |
|||
ПЕРЕМЕЩЕНИЯ |
|||
|
|
||
ИНСТРУМЕНТА - ХОД |
|
|
|
|
Стол |
||
|
Мотор |
|
|
|
Концевой выключатель |
|
|
|
Точка отсчета станка |
||
|
Задайте эти расстояния. |
|
|
|
Инструменты не могут входить в эту зону. |
|
|
|
Эта зона задается данными памяти или программой. |
||
|
Помимо величины хода, определенной с помощью концевых |
||
|
выключателей, оператор может задать зону, в которую |
||
|
запрещено вхождение инструмента, используя программу или |
||
|
данныепамяти. Этафункцияназываетсяпроверкойдлиныхода |
||
|
(смотрите III-6.3). |
|
|
27

2. УПРАВЛЯЕМЫЕ ОСИ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
2 УПРАВЛЯЕМЫЕ ОСИ
28

B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
2. УПРАВЛЯЕМЫЕ ОСИ |
|
|
|
2.1
УПРАВЛЯЕМЫЕ ОСИ
Элемент |
0i Mate-MC |
Количество основных управляемых осей |
3 оси |
Основные одновременно управляемые оси |
3 оси |
ПРИМЕЧАНИЕ
Количество одновременно управляемых осей при толчковой подаче вручную, возврате в референтную позицию вручную или форсированной продольной подаче вручную (1, когда бит 0 (JAX) параметра 1002 установлен на 0, и 3, когда он установлен на 1).
Основные три оси всегда обозначаются буквами X, Y и Z.
2.2
НАИМЕНОВАНИЕ ОСИ
Ограничения
D Название оси по |
Когда этот параметр установлен на 0 или задан недопустимый |
умолчанию |
символ, оси по умолчанию присваивается имя от 1 до 3. |
|
Если используется имя оси по умолчанию (от 1до 3), возмож- |
|
ность работы в режимах памяти MEM и ввода данных вручную |
|
MDI отключена. |
29

2. УПРАВЛЯЕМЫЕ ОСИ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
2.3
СИСТЕМА
ПРИРАЩЕНИЙ
2.4
МАКСИМАЛЬНАЯ ДЛИНА ХОДА
Система инкрементов состоит из наименьшего вводимого инкремента (для ввода) и наименьшего программируемого ин- кремента(длявывода). Наименьшеевводимоеприращение- это наименьшее приращение для программировании расстояния перемещения. Наименьшеепрограммируемоеприращение- это наименьшее приращение для перемещения инструмента на станке. Оба приращения представлены в мм., дюймах или градусах. Установите бит 1 (ISC) параметра ном. 1004, чтобы выбрать, какую систему приращений использовать. Задание бита 1 (ISC) параметра ном. 1004 применяется ко всем осям. Например, если выбрано IS-C, то системой приращения для всех осей является IS-C.
Обозначе- |
Наименьшее |
Наименьший |
Максимальная |
|||
ние системы |
вводимое |
программиру- |
длина хода |
|||
приращений |
приращение |
емый инкремент |
|
|
||
|
0,001 мм |
0,001 мм |
99999,999 |
мм |
||
IS-B |
0,0001 |
дюйма |
0,0001 |
дюйма |
9999,9999 |
дюйма |
|
0,001 градуса |
0,001 градуса |
99999,999 |
градуса |
||
|
0,0001 |
мм |
0,0001 |
мм |
9999,9999 |
мм |
IS-C |
0,00001 дюйма |
0,00001 дюйма |
999,99999 |
дюйма |
||
|
0,0001 |
градуса |
0,0001 |
градуса |
9999,9999 |
градуса |
Наименьший программируемый инкремент задается либо в метрической системе, либо в дюймах, в зависимости от станка. Установитеметрыилидюймыдля параметра INM (ном. 100#0). Выбор между метрической системой и дюймами для наименьшего вводимого инкремента задается G-кодом (G20 или G21) или установочным параметром.
Комбинированное использование дюймовой и метрической системнеразрешается. Существуютфункции, которыенемогут использоваться между осями с различными системами единиц измерения (круговая интерполяция, коррекция на резец и т.д.). Информацию по системе инкрементов см. в руководстве изготовителя станка.
Максимальная длина хода =
Наименьшее программируемое приращение x 99999999 См. таблицу 2.4 Система приращений.
|
Таблица 2.4 Максимальные ходы |
||
|
Система приращений |
Максимальная длина хода |
|
|
Метрическая система станка |
± 99999,999 мм |
|
IS-B |
|
± 99999,999 град. |
|
Дюймовая система станка |
± 9999,9999 дюймов |
||
|
|
± 99999,999 град. |
|
|
Метрическая система станка |
± 9999,9999 |
мм |
IS-C |
|
± 9999,9999 |
град. |
Дюймовая система станка |
± 999,99999 |
дюймов |
|
|
|
± 9999,9999 |
град. |
ПРИМЕЧАНИЕ
1Нельзя задать команду, превышающую макс. ход.
2Фактический ход зависит от станка.
30
|
|
3. ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ |
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
(G-ФУНКЦИЯ) |
|
|
|
3 ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ (G-ФУНКЦИЯ)
Номер, стоящий за G-адресом определяет значение команды для соответствующего блока.
G-коды поделены на следующие два типа.
Тип |
Значение |
Однократный |
G-код действует только в том блоке, в котором |
G-код |
задан. |
Модальный |
G-код действует до ввода другого G-кода той же |
G-код |
группы. |
(Пример)
G01 и G00 являются модальными G-кодами в группе 01.
G01X ;
Z ; |
G01 действует только в данном диапазоне. |
X ; |
|
G00Z ; |
|
31

3. ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ
(G-ФУНКЦИЯ) |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
Пояснения |
1. Когда состояние очистки данных (бит 6 (CLR) параметра |
|
ном. 3402) устанавливается при включении питания или сбросе, модальные G-коды переводятся в описанные ниже состояния.
(1)МодальныеG-кодыпереводятсявсостояния, отмеченные
 как указано в таблице 3.
как указано в таблице 3.
(2)G20 и G21 остаются неизменными, когда состояние очисткиустанавливаетсяпривключениипитанияилипри сбросе.
(3)Какоесостояние, G22 илиG23 привключенномпитании, устанавливается параметром G23 (ном.3402#7). Вместе с тем G22 и G23 остаются неизменными, когда состояние очистки устанавливается при сбросе.
(4)Пользователь может выбрать G00 или G01, установив бит
0 (G01) параметра ном. 3402.
(5)Пользователь может выбрать G90 или G91, установив бит
3 (G91) параметра ном. 3402.
(6)ПользовательможетвыбратьG17, G18 илиG19, установив бит 1 (параметр G18) и бит 2 (параметр G19) параметра ном. 3402.
2. G-коды, отличные от G10 и G11, являются однократными G-кодами.
3. КогдазаданG-код, неперечисленныйвспискеG-кодов, или задан G-кодбез заданиясоответствующейопции, выводится сигнал тревоги P/S ном. 010.
4. В одном и том же блоке может быть задано несколько G-кодов, если G-коды принадлежат различным группам. Если несколько G-кодов, принадлежащих одной группе, задаютсяводномитомжеблоке, действителентолькоG-код, заданный последним.
5. Если G-код группы 01 задан в постоянном цикле, постоянный цикл отменяется. Это означает, что устанав- ливается то же самое состояние, что и при задании G80. Отметьте, что на G-коды группы 01 не влияет G-код, задающий постоянный цикл.
6. G-коды указываются по группам.
7. ПереходкгруппеG60 осуществляетсяустановкойбита MDL (бит 0 параметра 5431). (Когда бит MDL установлен на 0, выбирается группа 00. Когда бит MDL установлен на 1, выбирается группа 01).
32

|
|
|
3. ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ |
|
B-64144RU/01 |
|
ПРОГРАММИРОВАНИЕ |
(G-ФУНКЦИЯ) |
|
|
|
|
||
|
|
Таблица 3 Перечень G-кодов (1/2) |
||
G-код |
Группа |
|
Функция |
|
G00 |
|
Позиционирование |
|
|
G01 |
01 |
Линейная интерполяция |
|
|
G02 |
Круговая интерполяция/винтовая интерполяция по часовой стрелке |
|||
|
||||
G03 |
|
Круговая интерполяция/винтовая интерполяция против часовой стрелки |
||
G04 |
|
Задержка, точный останов |
||
G09 |
00 |
Точный останов |
|
|
G10 |
Ввод программируемых данных |
|||
|
||||
G11 |
|
Отмена режима ввода программируемых данных |
||
G15 |
17 |
Отмена команды в полярных координатах |
||
G16 |
Команда в полярных координатах |
|||
|
||||
G17 |
|
Выбор плоскости XpYp |
Xp: Ось X или параллельная ей ось |
|
G18 |
02 |
Выбор плоскости ZpXp |
Yp: Ось Y или параллельная ей ось |
|
G19 |
|
Выбор плоскости YpZp |
Zp: Ось Z или параллельная ей ось |
|
G20 |
06 |
Ввод в дюймах |
|
|
G21 |
Ввод в мм |
|
||
|
|
|||
G22 |
04 |
Функция проверки сохраненного шага вкл |
||
G23 |
Функция проверки сохраненного шага вык |
|||
|
||||
G27 |
|
Проверка возврата в референтное положение |
||
G28 |
|
Возврат в референтное положение |
||
G29 |
00 |
Возврат из референтной позиции |
||
G30 |
|
Возврат во 2-е, 3-е и 4-е референтное положение |
||
G31 |
|
Функция пропуска |
|
|
G33 |
01 |
Нарезание резьбы |
|
|
G37 |
00 |
Автоматическое измерение длины инструмента |
||
G39 |
Круговая интерполяция угловой коррекции |
|||
|
||||
G40 |
|
Отмена коррекции на режущий инструмент/отмена трехмерной |
||
|
коррекции |
|
||
|
07 |
|
||
G41 |
Коррекция на режущий инструмент слева/трехмерная коррекция |
|||
|
||||
G42 |
|
Коррекция на резец справа |
||
G43 |
08 |
Коррекция на длину инструмента + направление |
||
G44 |
Коррекция на длину инструмента - направление |
|||
|
||||
G45 |
|
Увеличение коррекции на инструмент |
||
G46 |
00 |
Уменьшение коррекции на инструмент |
||
G47 |
Двойное увеличение коррекции на инструмент |
|||
|
||||
G48 |
|
Двойное уменьшение коррекции на инструмент |
||
G49 |
08 |
Отмена коррекции на длину инструмента |
||
G50 |
11 |
Отмена масштабирования |
|
|
G51 |
Масштабирование |
|
||
|
|
|||
G50.1 |
22 |
Отмена программируемого зеркального отображения |
||
G51.1 |
Программируемое зеркальное отображение |
|||
|
||||
G52 |
00 |
Установка локальной системы координат |
||
G53 |
Установка системы координат станка |
|||
|
||||
33
3. ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ
(G-ФУНКЦИЯ) ПРОГРАММИРОВАНИЕ B-64144RU/01
G-код
G54
G54.1
G55
G56
G57
G58
G59
G60
G61
G62
G63
G64
G65
G66
G67
G68
G69
G73
G74
G76
G80
G81
G82
G83
G84
G85
G86
G87
G88
G89
G90
G91
G92
G92.1
G94
G95
G96
G97
G98
G99
Группа
14
00/01
15
00
12
16
09
03
00
05
13
10
Таблица 3 Перечень G-кодов (2/2) Функция
Выбор системы координат заготовки 1 Установка дополнительной системы координат заготовки Выбор системы координат заготовки 2
Выбор системы координат заготовки 3 Выбор системы координат заготовки 4 Выбор системы координат заготовки 5 Выбор системы координат заготовки 6 Позиционирование в одном направлении Режим точного останова Автоматическая угловая коррекция Режим нарезания резьбы Режим резания Вызов макропрограммы
Модальный вызов макропрограммы Отмена модального вызова макропрограммы
Поворот координат/трехмерное преобразование координат
Отмена поворота координат/отмена трехмерного преобразования координат
Цикл сверления с периодическим выводом сверла Цикл встречного нарезания резьбы Цикл чистового растачивания
Отмена постоянного цикла/отмена функции внешней операции
Цикл сверления, цикл засверливания или функция внешней операции
Цикл сверления или цикл встречного растачивания Цикл сверления с периодическим выводом сверла Цикл нарезания резьбы Цикл растачивания Цикл растачивания
Цикл обратного растачивания Цикл растачивания Цикл растачивания
Команда абсолютного перемещения Инкрементная команда
Установка для рабочей системы координат или зажим при максимальной скорости шпинделя
Предварительная установка системы координат заготовки Подача за минуту Подача за оборот
Постоянное управление скоростью перемещения поверхности. Отмена контроля постоянства скорости резания Возврат к исходной точке в постоянном цикле
Возврат к точке R в постоянном цикле
34

B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
|
|
|
4 ФУНКЦИИ ИНТЕРПОЛЯЦИИ
35

4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
4.1
ПОЗИЦИОНИРОВАНИЕ (G00)
Формат
Пояснения
Команда G00 перемещает инструмент в положение в системе заготовки, заданное командой абсолютного перемещения или перемещения в приращениях при ускоренном подводе.
При команде абсолютного перемещения программируется координатаконечнойточки. Винкрементнойкомандепрограм- мируется расстояние, на которое перемещается инструмент.
G00IP_;
IP_: Для абсолютной команды - координаты конечной позиции; для инкрементной команды - расстояние, на которое перемещается инструмент.
В соответствии с битом 1 параметра LRP ном. 1401 можно выбратьоднуиз следующихтраекторийдвиженияинструмента.
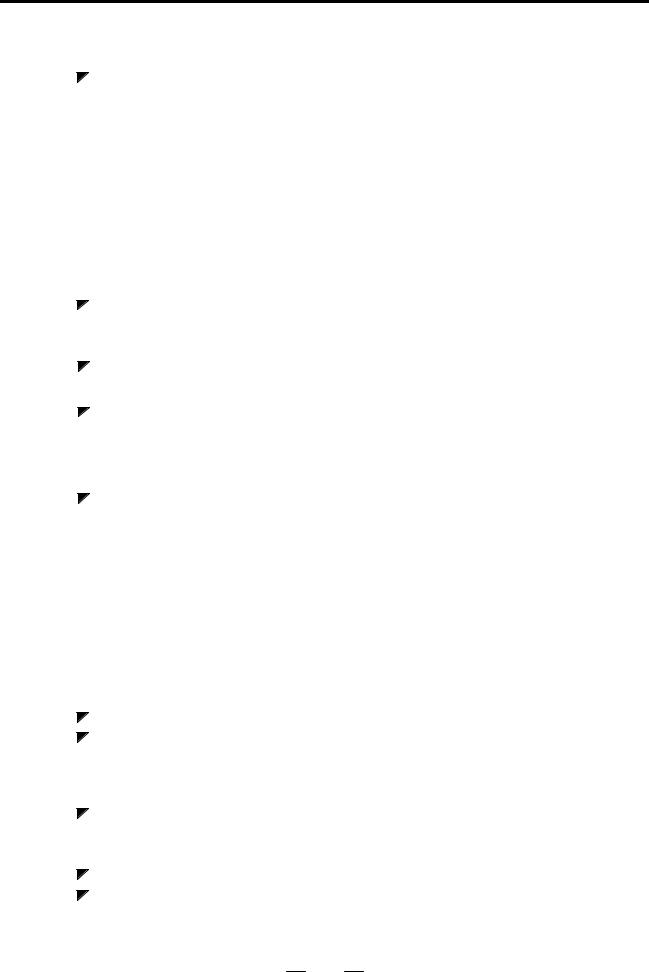
DПозиционирование при нелинейной интерполяции
Инструмент позиционируется со скоростью ускоренного подвода отдельно по каждой оси. Траектория инструмента, как правило, прямая.
DПозиционирование при линейной интерполяции
Траектория движения инструмента такая же, как при линейной интерполяции (G01). Инструмент позициониру- етсявтечениекратчайшеговременисоскоростью, котораяне превышает скорость ускоренного подвода для каждой оси. Однако траектория инструмента не такая же, как при линейной интерполяции (G01).
Позиционирование при |
Начальное |
|
положение |
||
линейной интерполяции |
||
|
|
Позиционирование при |
Конечное положение |
нелинейной интерполяции |
Скорость форсированной продольной подачи в команде G00 устанавливаетсяизготовителемстанкадлякаждойосиотдельно в параметре ном. 1420. В режиме позиционирования, активированным G00, в начале блока происходит ускорение инструмента до предварительно заданной скорости, а в конце блока - замедление. Программа переходит к выполнению следующего блока после подтверждения выхода в заданную позицию. “Выходвзаданную позицию” означает, чтодвигатель подачи находится в заданном диапазоне. Этот диапазон устанавливается изготовителем станка в параметре ном. 1826. Проверкавыходавзаданнуюпозицию длякаждого блокаможет быть заблокирована установкой бита 5 (NCI) параметра ном. 1601 соответственно.
36