Fanuc SOi mate-md
.pdf указывает центр инструмента
указывает центр инструмента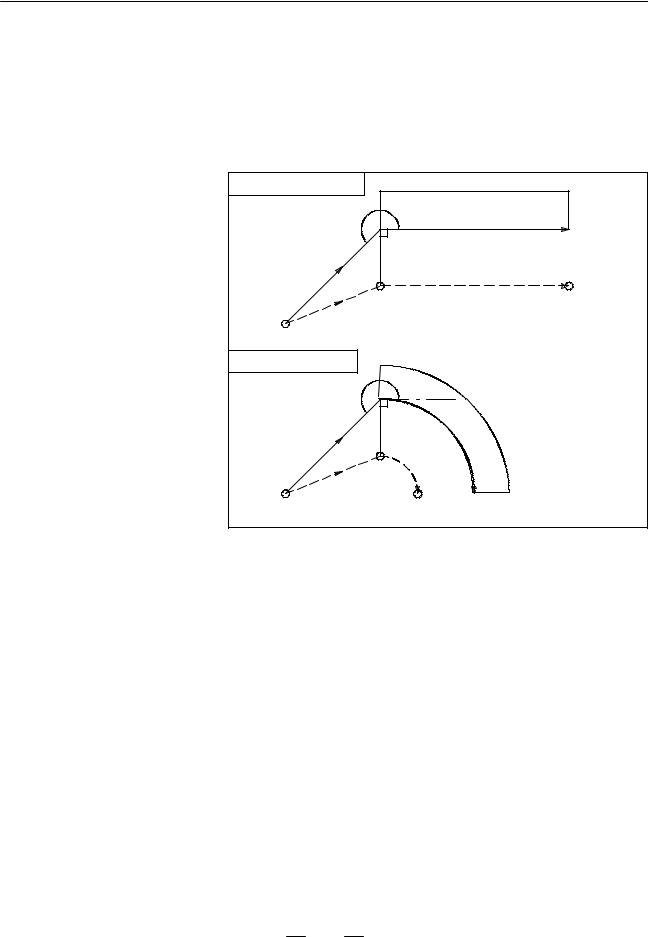
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
|
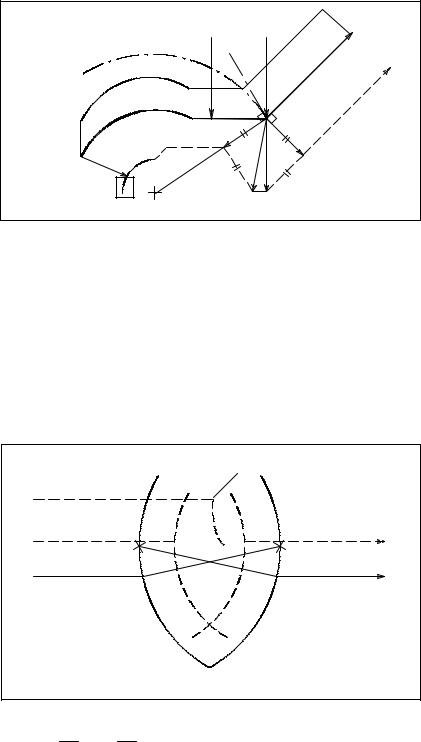
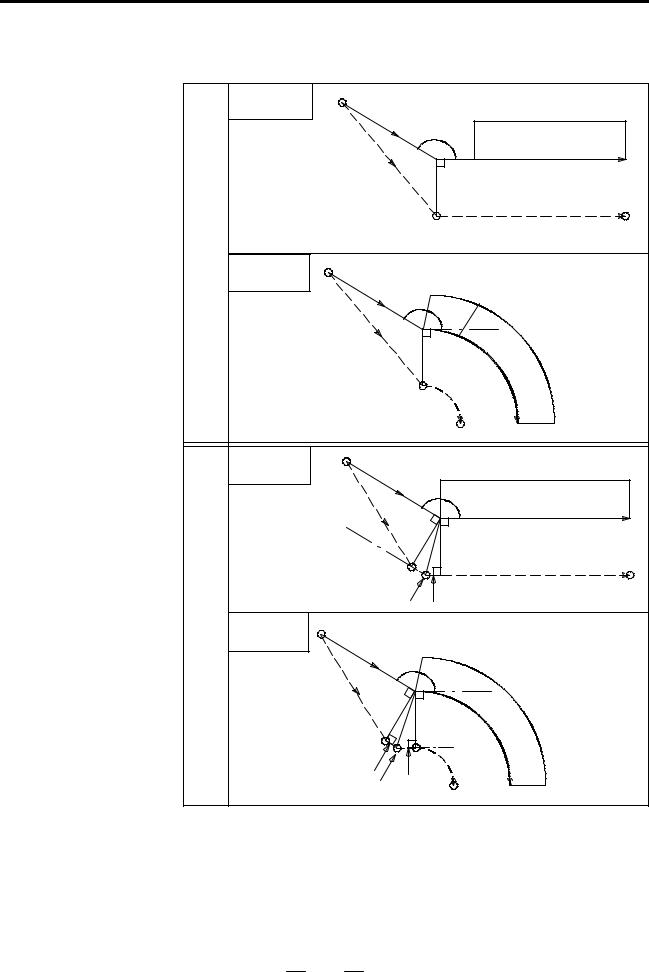
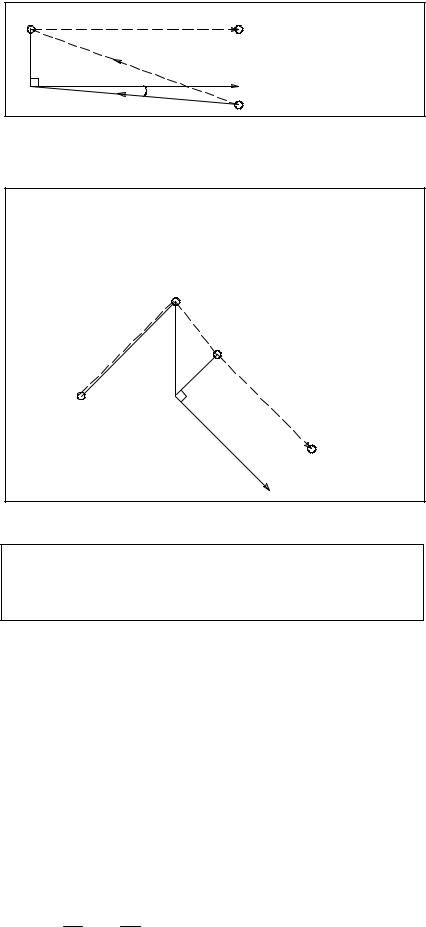
14. ФУНКЦИЯ КОРРЕКЦИИ |
||
D Перемещение |
Траектория инструмента при запуске может быть 2-х типов, |
||||
инструмента вдоль |
A и B; тип устанавливается параметром SUP (ном. 5003#0). |
||||
внешней стороны |
|
|
|
|
|
тупого угла |
Линейное→ |
Начальное положение |
|||
(90° α<180°) |
|||||
Линейное |
G42 |
|
|||
|
|
Заготовка |
|||
|
|
|
α |
||
|
|
L |
|
Запрограммированная |
|
|
|
|
|
||
|
|
|
r |
траектория |
|
|
|
|
|
||
|
|
|
|
L |
|
|
|
|
S |
Траектория центра |
|
Тип |
|
|
|
инструмента |
|
|
|
|
|
||
A |
Линейное→ |
Начальное положение |
|
||
|
Круговое |
|
|||
|
|
|
|
||
|
|
G42 |
|
|
|
|
|
|
α |
|
|
|
|
L |
|
|
|
|
|
|
r |
Заготовка |
|
|
|
|
|
овка |
|
|
|
|
S |
Запрограм- |
|
|
|
|
C |
||
|
|
|
мированная |
||
|
|
|
|
||
|
Траектория центра инструмента |
траектория |
|||
|
Линейное→ |
Начальное положение |
|||
|
Линейное |
G42 |
|
||
|
|
|
|||
|
|
|
α |
Заготовка |
|
|
|
|
|
||
|
|
L |
|
|
|
|
|
|
r |
Запрограммированная |
|
|
|
|
траектория |
||
|
|
|
r |
|
|
|
|
S |
L |
Траектория центра |
|
|
Точка пересечения |
|
|||
Тип |
L |
инструмента |
|||
|
|
||||
|
|
|
|||
Линейное→ |
Начальное положение |
||||
B |
|||||
|
Круговое |
|
|
|
|
|
|
G42 |
|
|
|
|
|
α |
|
|
|
|
|
L |
|
|
|
|
|
r |
r |
Заготовка |
|
|
|
|
|
||
|
|
S |
|
|
|
|
|
L |
C |
Запрограмми- |
|
|
|
рованная |
|||
|
Точка пересечения |
L |
|||
|
Траектория центра инструмента |
траектория |
|||
|
|
209 |
|
|
|
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
|
B-64144RU/01 |
|
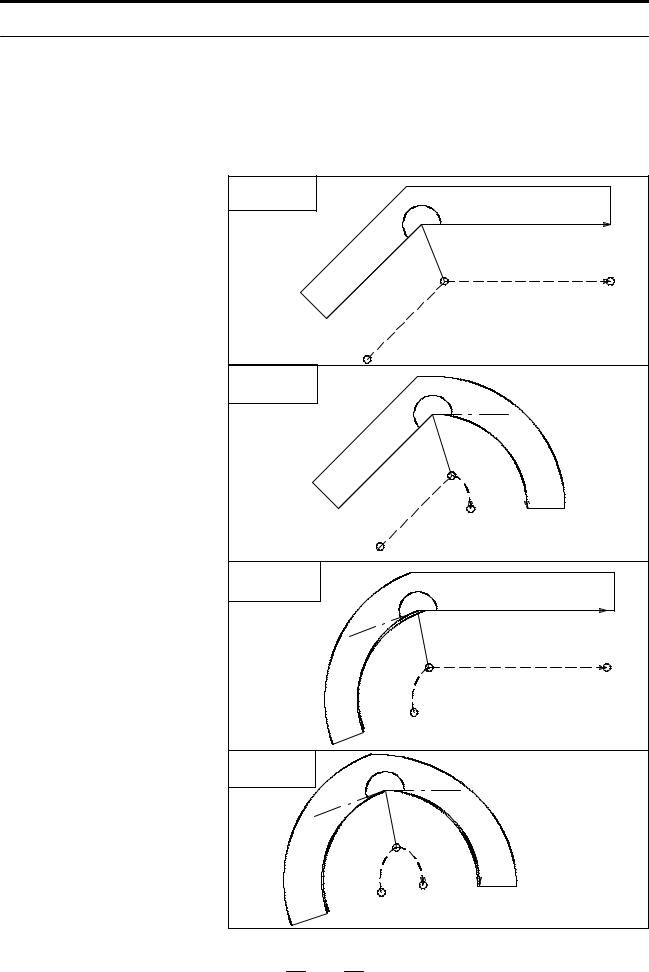
D Перемещение |
Траектория инструмента при запуске может быть 2-х типов, |
|||
инструмента вдоль |
A и B; тип устанавливаются параметром SUP (ном.5003#0). |
|||
внешней стороны |
|
|
|
|
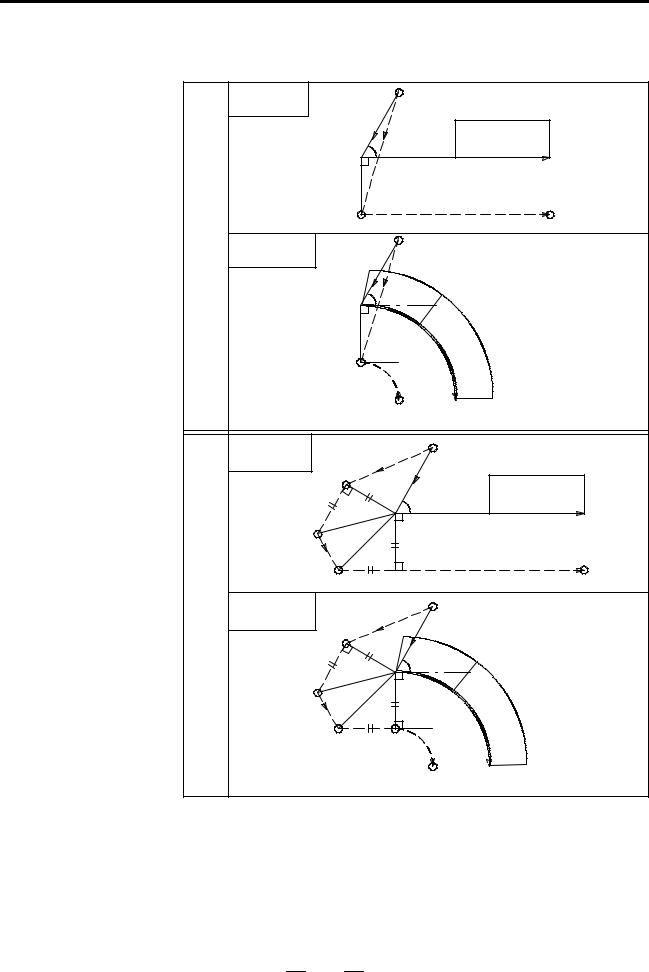
острого угла |
Линейное→ |
|
Начальное положение |
|
(α<90°) |
|
|||
Линейное |
|
|
|
|
|
G42 |
L |
|
Заготовка |
|
α |
|
|
|
|
|
|
Запрограммированная траектория |
|
|
r |
|
Траектория центра инструмента |
|
|
|
|
||
Тип |
S |
|
L |
|
Линейное→ |
|
|
|
|
A |
|
Начальное положение |
||
|
Круговое |
|
|
|
|
G42 |
L |
|
|
|
α |
|
|
|
|
r |
|
Заготовка |
|
|
|
|
||
|
S C |
|
|
|
|
Траектория |
|
Запрограммированная траектория |
|
|
центра инструмента |
|||
|
|
|
||
|
Линейное→ |
|
Начальное положение |
|
|
Линейное |
L |
|
|
|
S |
|
G42 |
|
|
|
|
Заготовка |
|
|
r |
|
α |
|
|
|
|
||
|
L |
|
Запрограммированная траектория |
|
|
|
|
||
|
|
r |
|
|
|
L |
|
Траектория центра инструмента |
|
Тип |
L |
|
|
L |
Линейное→ |
|
|
|
|
B |
|
Начальное положение |
||
|
Круговое |
L |
|
|
|
S |
|
G42 |
|
|
|
|
|
|
|
r |
|
α |
|
|
L |
|
|
|
|
|
r |
|
|
|
L |
|
|
|
|
L |
C |
Заготовка |
|
|
|
|||
|
|
|
||
|
Траектория |
|
Запрограммированная |
|
|
центра инструмента |
траектория |
||
|
210 |
|
|
|
14. ФУНКЦИЯ КОРРЕКЦИИ |
|
ПРОГРАММИРОВАНИE |
|
|
B-64144RU/01 |
|||||
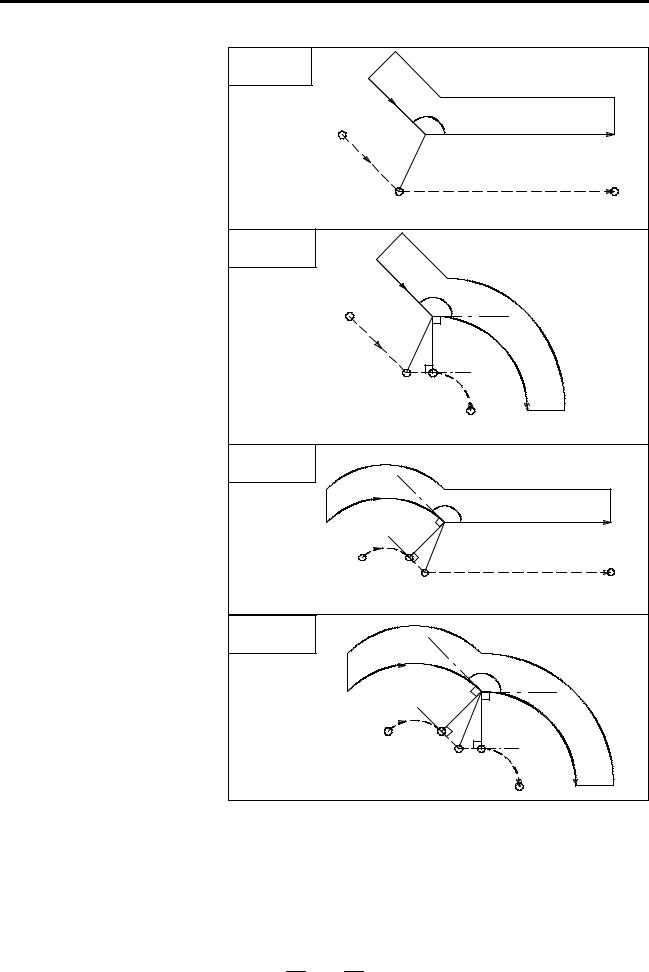
14.5.3 |
В |
режиме |
коррекции |
|
инструмент |
перемещается, |
как |
|||
Перемещение |
проиллюстрировано ниже: |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
инструмента в |
|
|
|
|
|
|
|
|
|
|
режиме коррекции |
|
|
|
|
|
|
|
|
|
|
Пояснения |
|
|
|
|
|
|
|
|
|
|
D Перемещение |
|
Линейное→ |
|
|
|
|
|
|
|
|
|
Линейное |
|
|
|
α |
|
Заготовка |
|
||
инструмента вдоль |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|||
внутренней стороны |
|
|
|
|
|
|
Запрограммированная траектория |
|||
угла (180° α) |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Траектория центра инструмента |
|||
|
|
|
|
|
|
|
S |
|
L |
|
|
|
|
|
|
|
|
Точка пересечения |
|
||
|
|
|
|
|
|
L |
|
|
|
|
|
|
Линейное→ |
|
|
|
α |
|
|
|
|
|
|
Круговое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Заготовка |
|
|
|
|
|
|
Точка |
|
|
|
|
|
|
|
|
|
|
пересе |
|
|
|
||
|
|
|
|
|
чения |
S |
C |
|
|
|
|
|
|
|
|
|
L |
|
|
Запрограммиро- |
|
|
|
|
|
|
|
Траектория |
|
|||
|
|
|
|
|
|
ванная |
|
|||
|
|
|
|
|
|
центра |
|
|
||
|
|
|
|
|
|
|
траектория |
|
||
|
|
|
|
|
|
инструмента |
|
|||
|
|
Круговое→ |
|
|
|
|
|
|
|
|
|
|
Линейное |
|
α |
|
|
Заготовка |
|
||
|
|
|
|
|
|
|
Запрограммированная траектория |
|||
|
|
|
|
|
|
|
|
|
L |
|
|
|
|
|
|
|
S |
Траектория центра инструмента |
|||
|
|
|
|
|
|
C Точка пересечения |
|
|||
|
|
Круговое→ |
α |
|
|
|
|
|
|
|
|
|
Круговое |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Точка |
|
|
|
|
|
|
|
|
|
|
пересе- |
Заготовка |
|
||
|
|
|
|
|
|
чения |
|
|
|
|
|
|
|
C |
S |
C |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
Траектория |
Запрограммированная |
|
||||
|
|
|
|
центра |
|
траектория |
|
|||
|
|
|
|
инструмента |
|
|
|
|||
|
|
|
212 |
|
|
|
|
|
|
|

14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
|
|
|
B-64144RU/01 |
|
D Перемещение |
|
|
|
|
|
|
инструмента вдоль |
Линейное→ |
|
|
|
|
|
внешней стороны |
|
|
|
|
|
|
Линейное |
|
|
|
|
|
|
тупого угла |
|
|
|
|
|
|
(90° α<180°) |
|
|
α |
|
Заготовка |
|
|
|
|
|
|
||
|
L |
|
Запрограммированная траектория |
|||
|
|
|
||||
|
|
|
Траектория центра инструмента |
|||
|
S |
|
|
|
|
L |
|
Точка пересечения |
|
||||
|
Линейное→ |
|
|
|
|
|
|
Круговое |
|
|
|
|
|
|
|
|
α |
|
|
|
|
L |
|
r |
|
|
Заготовка |
|
|
S |
L |
C |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
Точка пересечения |
|
|
|
||
|
Траектория центра инструмента |
|
Запрограммированная |
|||
|
|
|
|
|
|
траектория |
|
Круговое→ |
|
|
|
|
|
|
Линейное |
|
|
|
|
|
|
|
|
α |
|
|
Заготовка |
|
|
|
|
|
|
|
|
|
|
r |
Запрограммированная |
||
|
|
|
траектория |
|||
|
|
|
|
|||
|
C |
S L |
|
|
L |
|
|
|
|
|
|||
|
Точка пересечения |
|
|
Траектория |
||
|
|
|
|
|
|
центра инструмента |
|
Круговое→ |
|
|
|
|
|
|
Круговое |
|
|
|
|
|
|
|
|
|
|
α |
|
|
Запрограммированная |
|
r |
|
|
|
|
траектория |
|
|
r |
Заготовка |
|
|
Траектория |
|
C |
|
|
|
|
|
|
|
|
||
|
центра инструмента |
S L |
L |
|
|
|
|
Точка пересечения |
|
C |
|||
|
214 |
|
|
|
|
|
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
|
|
|
14. ФУНКЦИЯ КОРРЕКЦИИ |
||
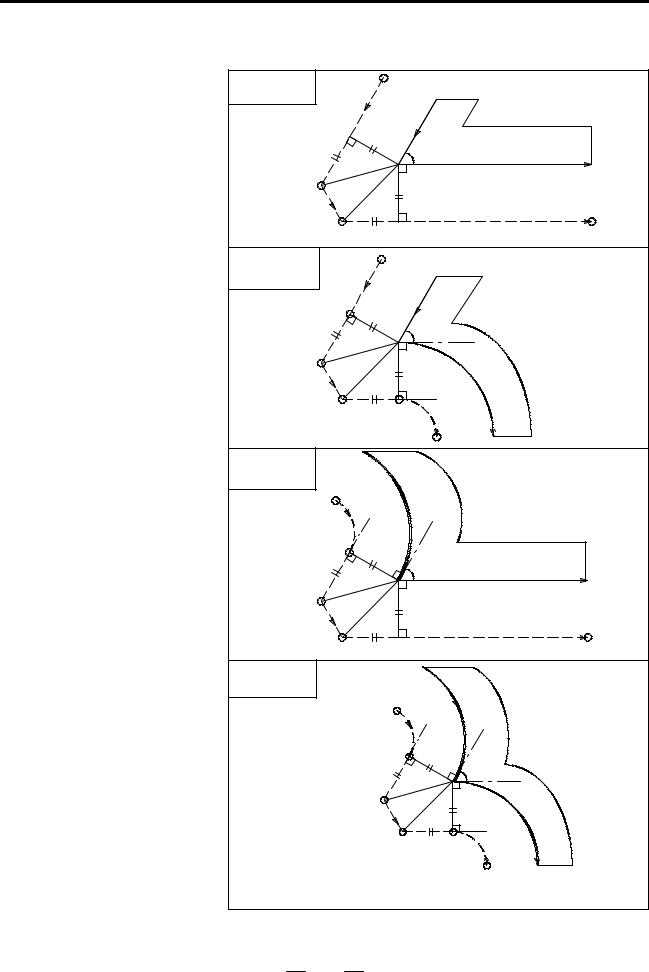
D Перемещение |
|
|
|
|
|
|
|
инструмента вдоль |
|
|
|
|
|
|
|
внешней стороны |
Линейное→ |
|
|
|
|
|
|
острого угла |
|
|
|
|
|
|
|
Линейное |
L |
|
|
|
|
|
|
(α<90°) |
|
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Заготовка |
|
|
r |
α |
|
|
|
|
|
|
L |
|
Запрограммированная траектория |
|||
|
|
|
|
||||
|
|
S |
r |
|
|
|
|
|
|
L |
|
|
Траектория центра инструмента |
||
|
|
L |
|
|
|
|
L |
|
Линейное→ |
|
|
|
|
|
|
|
Круговое |
L |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
r |
α |
|
|
|
|
|
|
L |
|
|
|
|
|
|
|
S |
r |
|
|
|
Заготовка |
|
|
|
|
|
|
||
|
|
L |
|
|
|
|
|
|
|
L |
|
C |
|
|
Запрограммиро- |
|
|
|
|
|
ванная траектория |
||
|
Траектория |
|
|
|
|||
|
|
|
|
|
|||
|
|
|
|
|
|
||
|
центра инструмента |
|
|
|
|
||
|
Круговое→ |
|
|
|
|
|
|
|
Линейное |
|
|
|
|
|
|
|
|
C |
|
|
|
|
|
|
|
S |
|
|
|
|
Заготовка |
|
|
r |
α |
|
|
|
|
|
|
|
|
|
|
||
|
|
L |
|
Запрограммированная траектория |
|||
|
|
|
|
||||
|
|
|
r |
|
|
|
|
|
|
L |
|
|
Траектория центра инструмента |
||
|
|
L |
|
|
|
|
L |
|
Круговое→ |
|
|
|
|
|
|
|
Круговое |
|
|
|
|
|
|
|
|
|
C |
|
|
|
|
|
|
|
S |
|
|
|
|
|
|
|
r |
|
|
α |
|
|
|
L |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
r |
|
Заготовка |
|
|
L |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
L |
|
|
C |
|
|
Траектория центра инструмента |
Запрограммированная |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
траектория |
|
|
215 |
|
|
|
|
|