Fanuc SOi mate-md
.pdf
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
||
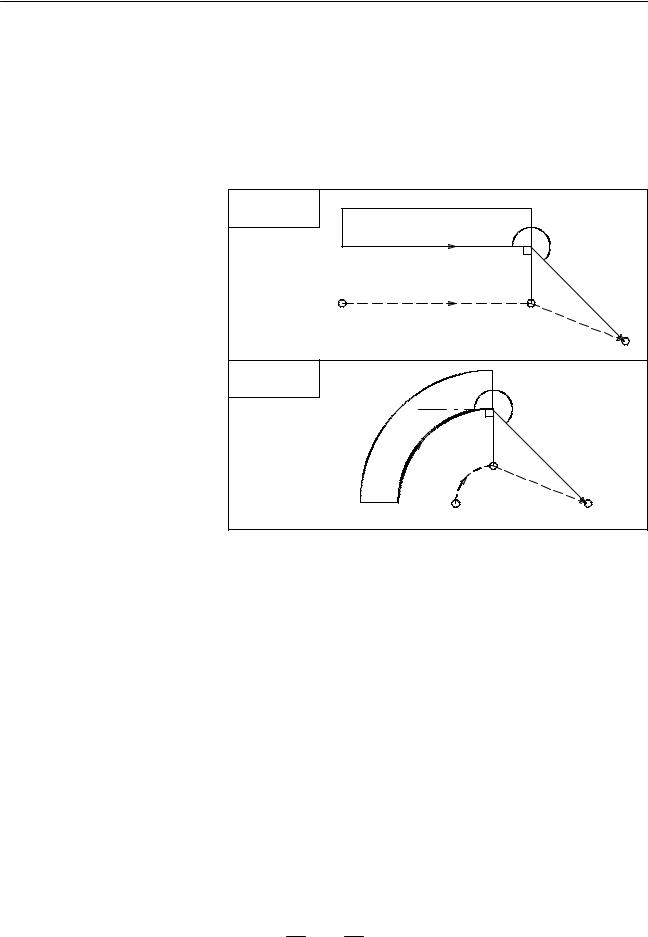
Траектория центра |
|
|
|
|
инструмента с |
Линейное→ |
|
|
|
пересечением |
Линейное |
Заготовка |
S |
|
|
|
|||
|
|
|
||
|
|
G42 |
|
L |
|
|
|
|
|
|
Запрограммированная |
r |
r |
|
|
траектория |
|
L |
|
|
|
|
G41 |
|
|
|
|
|
|
|
Траектория центра инструмента |
Заготовка |
||
|
Линейное→ |
|
|
|
|
Круговое |
|
|
|
|
|
|
|
C |
|
Заготовка |
|
r |
|
|
|
G41 |
||
|
|
G42 |
|
|
|
|
|
|
|
|
Запрограммированная |
|
|
|
|
траектория |
r |
|
|
|
|
|
L |
Заготовка |
|
|
|
|
|
|
Траектория центра инструмента |
S |
||
|
Круговое→ |
|
|
|
|
Линейное |
Заготовка |
|
|
|
Запрограммированная |
G42 |
|
|
|
траектория |
|
|
|
|
Траектория |
|
r |
|
|
C |
|
|
|
|
центра |
|
L |
|
|
инструмента |
|
S |
|
|
|
|
|
|
|
|
|
|
r |
|
|
|
|
G41 |
|
|
|
|
Заготовка |
|
Круговое→ |
|
|
|
|
Круговое |
|
|
|
|
Заготовка |
|
C |
|
|
G42 |
|
|
|
|
Запрограммированная |
|
r |
|
|
|
|
||
|
траектория |
r |
|
G41 |
|
|
|
||
|
|
|
|
|
|
C |
|
|
|
|
Траектория |
|
S |
Заготовка |
|
центра инструмента |
|
||
|
218 |
|
|
|
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
|
14. ФУНКЦИЯ КОРРЕКЦИИ |
|||||
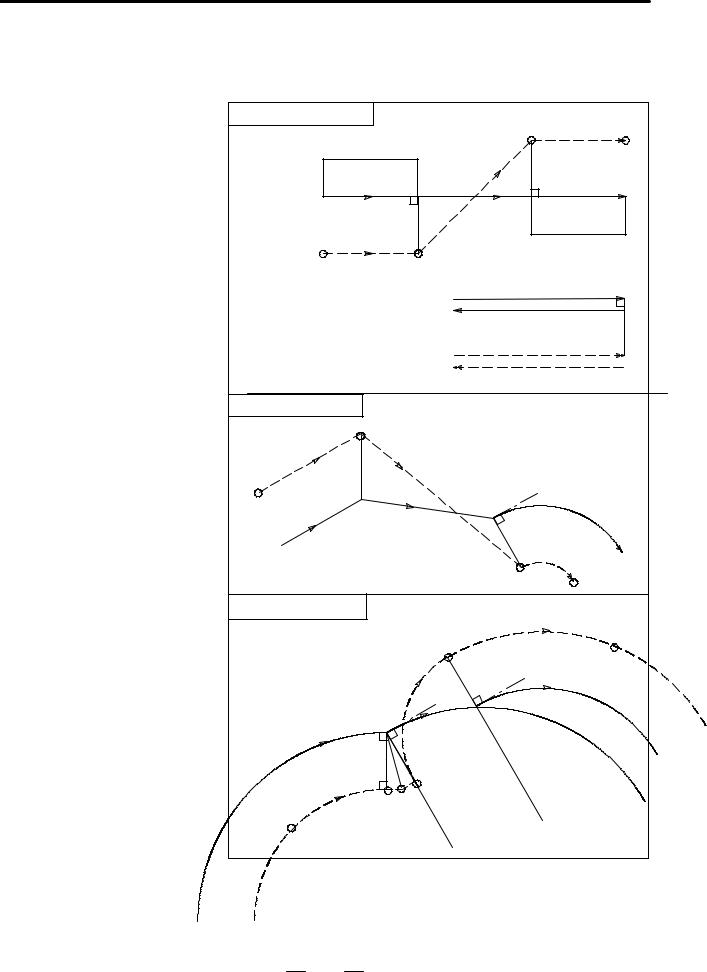
Траектория центра |
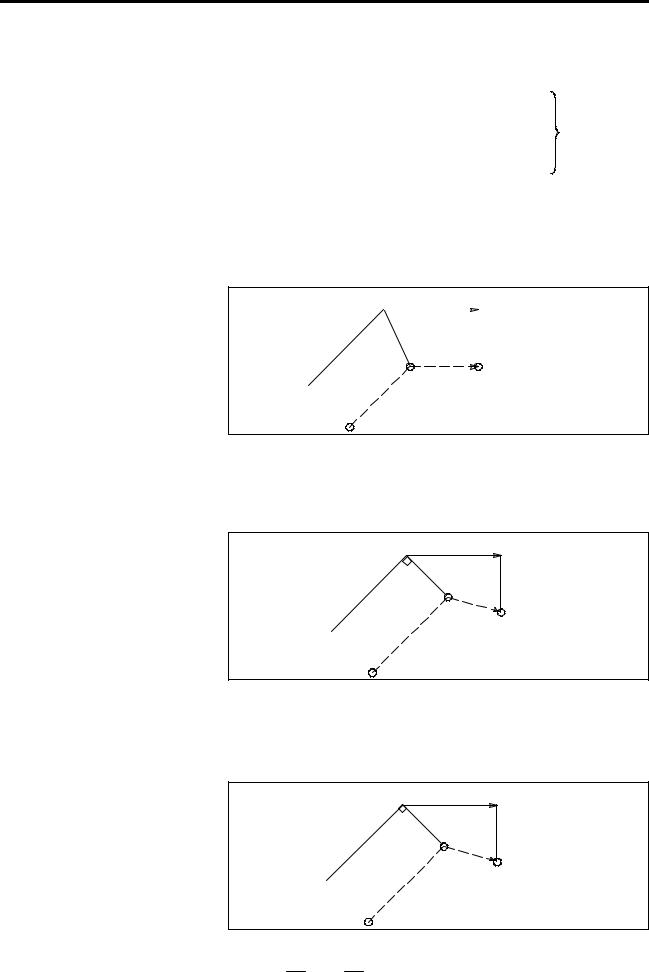
При изменении направления смещения от блока А к блоку В с |
|||||||
инструмента без |
помощью G41 и G42, если |
не |
требуется |
пересечение |
со |
|||
пересечения |
смещенной траекторией, в начальной точке блока В создается |
|||||||
|
вектор, стандартный для блока В. |
|
|
|
|
|||
|
Линейное→Линейное |
|
|
|
|
|
|
|
|
|
|
|
|
S |
L |
|
|
|
|
Заготовка |
|
r |
|
|
|
|
|
|
(G42) |
(G42) |
|
G41 |
|
|
|
|
Запрограммированная |
|
А |
В |
|
|
||
|
траектория |
r |
|
L |
Заготовка |
|
|
|
|
|
|
|
|
||||
|
|
|
L |
|
|
|
|
|
|
Траектория центра инструмента |
|
|
|
|
|
||
|
|
|
|
|
G42 |
|
|
|
|
Запрограммированная траектория |
|
|
|
|
|||
|
|
|
|
|
G41 |
|
|
|
|
Траектория центра инструмента |
|
|
|
S |
|
||
|
|
|
|
|
L |
|
|
|
|
Линейное→Круговое |
|
|
|
|
|
|
|
|
Траектория |
S |
|
|
|
|
|
|
|
центра |
|
|
|
|
|
|
|
|
инструмента |
|
|
|
|
|
|
|
|
L |
|
L |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
А |
|
|
|
|
|
(G41) |
(G41) |
|
G42 |
В |
|
|
|
|
|
|
r |
|
|||
|
|
|
|
|
|
|
|
|
|
Запрограммированная траектория |
|
|
|
|
|||
|
|
|
|
|
S |
|
|
|
|
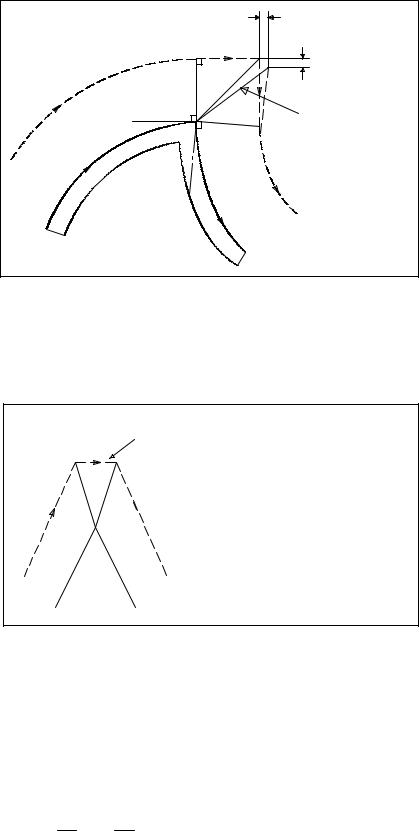
Круговое→Круговое |
|
|
|
|
|
|
|
|
|
|
|
|
C |
|
|
|
|
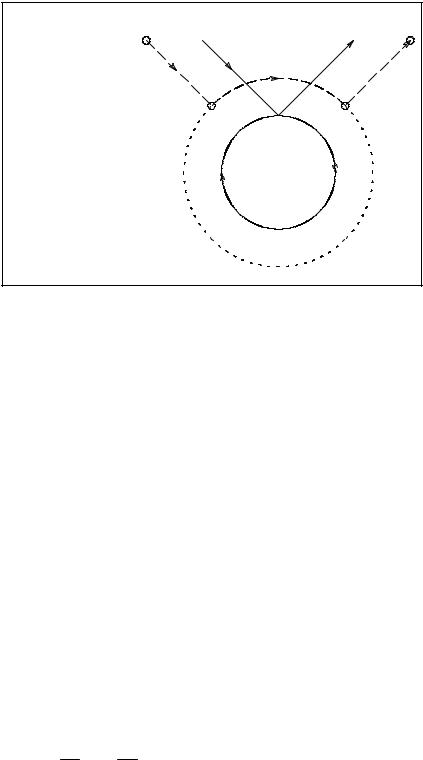
Дуга, конечная точка которой |
S |
|
|
|
|
||
|
|
|
|
|
|
|||
|
не расположена на дуге |
C |
|
r |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Запрограммированная |
|
|
G41 |
|
|
||
|
|
|
|
|
|
|
||
|
траектория |
|
|
(G42) |
|
|
|
|
|
(G42) |
|
|
|
|
|
|
|
|
|
r |
r |
|
|
|
|
|
|
|
C |
L S L |
|
|
|
|
|
|
|
Траектория |
|
|
|
|
|
|
|
|
центра |
|
|
Центр |
|
|
|
|
|
инструмента |
Центр |
|
|
|
||
|
|
|
|
|
|
|
||
|
|
219 |
|
|
|
|
|
|

 режиме G01.
режиме G01.