

Fanuc SOi mate-md
.pdfB-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
8. ЗНАЧЕНИЕ КООРДИНАТ И РАЗМЕРЫ |
|
|
|
8.4
ПРОГРАММИРОВАНИЕ ДЕСЯТИЧНОЙ ТОЧКИ
Пояснения
Примеры
Привводечисловыхзначенийможно использоватьдесятичную точку. Десятичная точка может использоваться при вводе расстояния, времени или скорости. Десятичные точки могут вводится по следующим адресам: X, Y и Z.
Имеется два способа указания десятичной точки: запись типа ”калькулятор” истандартнаязапись. Еслииспользуетсядесяти- чная запись калькуляторного типа, значение без десятичной точкисчитаетсязаданнымвмиллиметрах, дюймахилиградусах. Если используется стандартная десятичная запись, такое зна- чение считается заданным в наименьших вводимых прираще- ниях. Выберителибо десятичную записькалькуляторноготипа, либо стандартную десятичную запись, используябитDPI (бит0 параметра 3401). Значения могут быть заданы как с десятичной точкой в единичной программе, так и без нее.
|
Программирование |
Программирование с |
|
Команда |
с десятичной точкой |
||
программы |
типа ”карманный |
десятичной точкой |
|
стандартного типа |
|||
|
калькулятор” |
||
|
|
||
|
|
|
|
X1000 |
1000мм |
1 мм |
|
Программируемое |
Единица измерения : |
Единица измерения: |
|
значение без |
мм |
Наименьшее вводимое |
|
десятичной точки |
|
приращение (0.001 мм) |
|
|
|
|
|
X1000.0 |
1000мм |
1000мм |
|
Программируемое |
Единица измерения : |
Единица измерения : мм |
|
значение с десяти- |
мм |
|
|
чной точкой |
|
|
ОПАСНО
В одиничном блоке задайте G-код перед вводом значения. Положение десятичной точки может зависеть от команды.
Примеры: G20 ; X1.0 G04;
G04 X1.0;
ПРИМЕЧАНИЕ
1Дробные части числа меньше минимального вводимого приращения отбрасываются.
Примеры:
X1.23456; ОтбрасываютсядоX1.234, еслинаименьшийвводимыйинкрементравен 0,001 мм. Обрабатываются как X1.2345, если наименьшее вводимое приращение равно 0.0001 дюйма.
2Еслизаданоболеевосьмицифр, товозникаетсигналтревоги. Еслизначениевводится с десятичной точкой, количество цифр проверяется и после того, как значение было преобразовановцелоечисловсоответствииснаименьшим вводимымприращением.
Примеры:
X1.23456789; 0.003 Если задано более восьми цифр, то возникает сигнал тревоги
P/S 0,003.
X123456.7; Если наименьший вводимый инкремент - 0,001 мм., значение преобразуется в целое 123456700. Поскольку у целого числа более восьми цифр, возникает сигнал тревоги.
97

9. ФУНКЦИЯ СКОРОСТИ ШПИНДЕЛЯ
(S-ФУНКЦИЯ) ПРОГРАММИРОВАНИЕ B-64144RU/01
9 ФУНКЦИЯ СКОРОСТИ ШПИНДЕЛЯ (S-ФУНКЦИЯ)
Управление шпинделем может осуществляться посредством ввода значения после адреса S.
Данная глава содержит следующие темы.
9.1ПРОГРАММИРОВАНИЕ СКОРОСТИ ШПИНДЕЛЯ С ПОМОЩЬЮ КОДА
9.2НЕПОСРЕДСТВЕННЫЙ ВВОД ЗНАЧЕНИЯ СКОРОСТИ ШПИНДЕЛЯ СКОРОСТИ ШПИНДЕЛЯ (S5-ЦИФРОВАЯ КОМАНАДА)
9.3КОНТРОЛЬ ПОСТОЯНСТВА СКОРОСТИ РЕЗАНИЯ
(G96, G97)
98

|
|
9. ФУНКЦИЯ СКОРОСТИ ШПИНДЕЛЯ |
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
(S-ФУНКЦИЯ) |
|
|
|
9.1
ПРОГРАММИРОВАНИЕ СКОРОСТИ ШПИНДЕЛЯ С ПОМОЩЬЮ КОДА
9.2
НЕПОСРЕДСТВЕННЫЙ ВВОД ЗНАЧЕНИЯ СКОРОСТИ ШПИНДЕЛЯ (S5-ЦИФРОВАЯ КОМАНДА)
Если значение задается после адреса S, станку передаются кодовый и стробирующий сигналы для управления скоростью вращения шпинделя.
В блоке может содержаться только один S-код. Смотрите соответствующее руководство, предоставляемое изготовителем станка, для получения подробной информации, например, о количестве цифр в S-коде или порядке выполнения, если команда перемещения и команда S-кода заданы в одном блоке.
Скоростьшпинделяможетбытьзаданапрямовводоммаксимум пятизначного числа после адреса S (мин.-1). Единицы измерения для программирования скорости шпинделя могут меняться взависимостиотизготовителя станка. Дляполучения детальной информации смотрите соответствующее руко- водство, поставляемое изготовителем станка.
99
9. ФУНКЦИЯ СКОРОСТИ ШПИНДЕЛЯ
(S-ФУНКЦИЯ) ПРОГРАММИРОВАНИЕ B-64144RU/01
9.3
КОНТРОЛЬ
ПОСТОЯНСТВА СКОРОСТИ РЕЗАНИЯ
(G96, G97)
Формат
Задайте скорость резания (относительную скорость между инструментом и заготовкой ) после S. Вращение шпинделя происходит таким образом, что скорость резания остается постоянной, независимо от положения инструмента.
DКоманда контроля постоянства скорости резания
G96 Sfffff ;
↑Скорость резания (м/мин или фут/мин)
Примечание: Эта единица измерения скорости резания может измениться в соответствии со спецификацией изготовителя станка.
DКоманда отмены контроля постоянства скорости резания
DКоманда постоянной управляемой оси скорости резания
DФиксация
максимальной скорости шпинделя
G97 Sfffff ;
↑Скорость шпинделя (мин-1)
Примечание: Эта единица измерения скорости резания может измениться в соответствии со спецификацией изготовителя станка.
G96 Pα ; P0 |
: Ось, заданная в параметре (ном. 3770) |
P1 |
: ось X, P2 : ось Y, P3 : Ось Z |
|
|
G92 S_ ; |
Максимальная скорость шпинделя (мин-1) |
|
указывается после S. |
|
|
100
|
|
9. ФУНКЦИЯ СКОРОСТИ ШПИНДЕЛЯ |
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
(S-ФУНКЦИЯ) |
|
|
|
Пояснения
D Команда контроля |
G96 (команда контроля постоянства скорости резания) |
|||
постоянства скорости |
является модальным G-кодом. После ввода команды G96 |
|||
резания (G96) |
программа входит в режим контроля постоянства скорости |
|||
|
резания (режим G96), и в качестве скорости резания |
|||
|
рассматриваются заданные значения S. Команда G96 должна |
|||
|
задать ось, вдоль которой применяется контроль постоянства |
|||
|
скорости резания. Команда G97 отменяет режим G96. При |
|||
|
применении постоянного управления скоростью резания |
|||
|
скорость шпинделя, превышающая значение, заданное в |
|||
|
G92S_; (максимальная скорость шпинделя), фиксируется на |
|||
|
этой максимальной скорости шпинделя. При включении |
|||
|
питаниямаксимальнаяскоростьшпинделяещенеустановлена, |
|||
|
поэтому скорость не фиксируется. S-команды (задающие |
|||
|
скорость резания) в режиме G96 полагаются как S=0 (скорость |
|||
|
резания равна 0) до появления в программе М03 (вращение |
|||
|
шпинделя в положительном направлении) или М04 (вращение |
|||
|
шпинделя в отрицательном направлении). |
|||
|
|
|
|
|
|
|
|
||
|
|
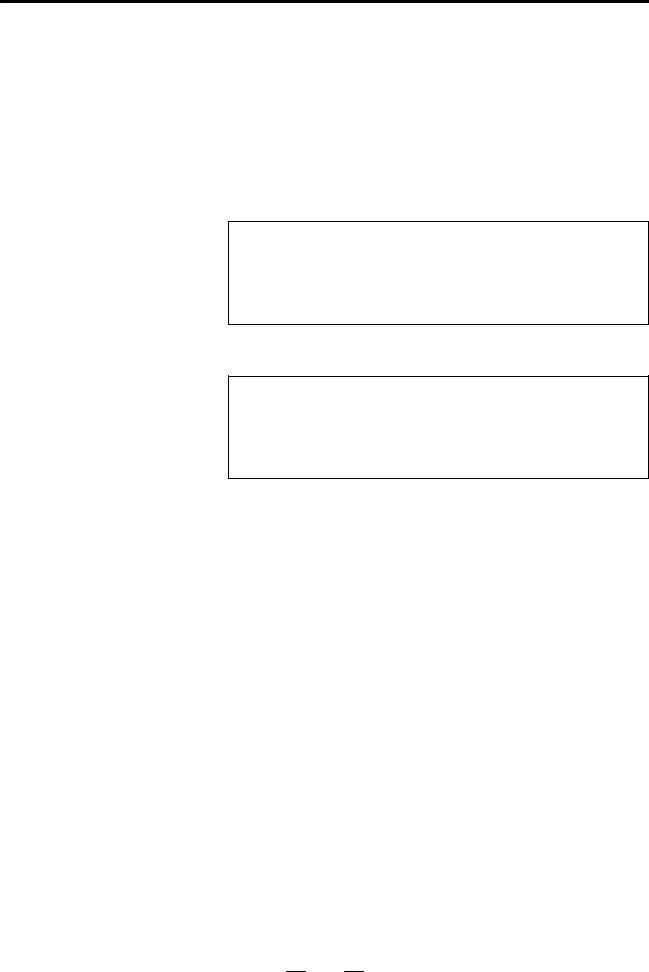
Скорость шпинделя |
|
|
|
|
|
|
|
|
|
(мин.-1) |
||
|
|
|
шпинделя (мин-1) |
|
|
|
|
всегда совпадает со |
|
|
|
|
резания (м/мин) при |
|
|
|
|
160 мм (радиус). |
|
Скорость резания
S - 600 м/мин.
|
радиус (мм) |
|
Рис. 9.3 (a) Соотношение между радиусом заготовки, |
|
скоростью шпинделя и скоростью резания |
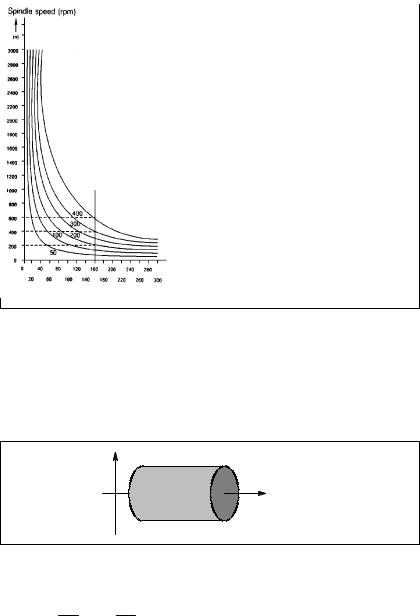
D Установка системы |
Для выполнения постоянного управления скоростью резания |
координат заготовки |
необходимо установить рабочую систему координат таким |
при контроле |
образом, чтобы значение координаты в центре оси вращения, |
постоянства скорости |
например, оси Z, (ось, к которой применяется контроль |
резания |
постоянства скорости резания) стало равным 0. |
|
X |
|
Z |
|
0 |
|
Рис. 9.3 (b) Пример системы координат заготовки для |
|
контроля постоянства скорости резания |
101

9. ФУНКЦИЯ СКОРОСТИ ШПИНДЕЛЯ
(S-ФУНКЦИЯ) ПРОГРАММИРОВАНИЕ B-64144RU/01
DСкорость резания, заданная в режиме
G96
|
Режим G96 |
|
Режим G97 |
|
Задайте скорость резания в м/мин |
|
|
||
(или футов/мин) |
|
|
||
|
Команда G97 |
|
|
|
Сохраните скорость резания в |
|
|
||
м/мин (или футов/мин) |
|
|
||
|
|
|
|
Заданная |
|
|
|
Команда |
Используется |
|
|
|
скорости |
заданная скорость |
|
|
|
шпинделя |
шпинделя (мин-1) |
|
|
|
|
Не задано |
|
|
|
Скорость резания (м/мин |
|
|
|
|
или фут/мин) преобразуется |
|
|
|
|
в скорость шпинделя (мин-1) |
|
|
|
|
Другие команды, кроме G96 |
|
|
|
Заданная |
Команда G96 |
|
|
|
|
|
|
Используетс |
Команда з |
|
|
|
я заданная |
|
|
||
адания скорости |
|
|
||
скорость |
|
|
|
|
|
шпинделя |
|
|
|
резания |
|
|
|
|
|
|
Не задано |
|
|
Используется сохраненное значение ско- |
|
|
||
рости резания (м/мин или футов/мин). Если |
|
|
||
в памяти не записана ни одна скорость |
|
|
||
резания, то она предполагается равной 0. |
|
|
||
Ограничения
D Контроль постоянства Контроль постоянства скорости резания также действует при скорости резания при нарезании резьбы. Следовательно, перед началом нарезания нарезании резьбы спиральной резьбы и конической резьбы рекомендуется отменить контроль постоянства скорости резания с помощью команды G97, поскольку при изменении скорости шпинделя может не учитываться проблема срабатывания сервосистемы.
D Контроль постоянства В блоке ускоренного подвода, заданном G00, контроль скорости резания при постоянства скорости резания выполняется не с использо- ускоренном подводе ванием данных вычисления скорости резания по отношению к (G00) временному изменению положения инструмента, а с исполь- зованием данных вычисления скорости резания на основе положения инструмента в конечной точке блока ускоренного подвода, при условии, что резание выполняется не с
ускоренным подводом.
102

|
|
10. ФУНКЦИЯ ИНСТРУМЕНТА |
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
(T-ФУНКЦИЯ) |
|
|
|
10ФУНКЦИЯ ИНСТРУМЕНТА (T-ФУНКЦИЯ)
Общие сведения |
Имеются две функции инструмента. Первая - функция выбора |
|
инструмента, а другая - функция управления ресурсом |
|
инструмента. |
103

10. ФУНКЦИЯ ИНСТРУМЕНТА
(T-ФУНКЦИЯ) ПРОГРАММИРОВАНИЕ B-64144RU/01
10.1
ФУНКЦИЯ ВЫБОРА ИНСТРУМЕНТА
Спомощьювводадо8-значнойвеличиныпослеадресаT можно выбрать инструменты на станке.
В блоке можно запрограммировать только один Т-код. Для полученияинформацииоколичествецифр, вводимыхсадресом Т, и соответствии между Т-кодами и операциями на станке смотрите руководство изготовителя станка.
Если в одном блоке заданы команда перемещения и Т-код, то команды выполняются одним из двух следующих способов:
(i)Одновременное выполнение команды перемещения и команд Т-функции.
(ii)Выполнение команды Т-функции по завершении выпол- нения команды перемещения.
Выбор одной из последовательностей (i) или (ii) зависит от техническиххарактеристикстанка. Дополнительнуюинфор- мацию смотрите в соответствующем руководстве, выпускае- мом изготовителем станка.
104
|
|
|
|
|
10. ФУНКЦИЯ ИНСТРУМЕНТА |
|
B-64144RU/01 |
|
ПРОГРАММИРОВАНИЕ |
|
(T-ФУНКЦИЯ) |
||
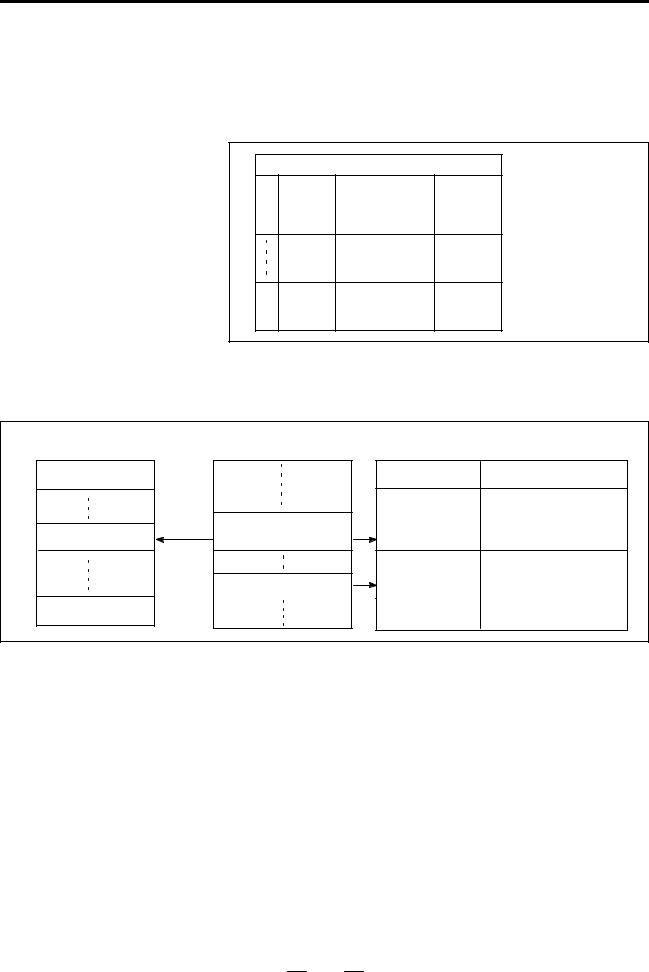
10.2 |
|
Инструменты разбиты на различные группы. Для каждой |
||||
ФУНКЦИЯ |
|
группы задан ресурс инструмента (время или частота исполь- |
||||
|
зования). Функция накопления ресурса инструмента каждой |
|||||
УПРАВЛЕНИЯ |
|
|||||
|
используемой группы и выбор и использование следующего |
|||||
РЕСУРСОМ |
|
инструмента, предварительно упорядоченного в той же группе, |
||||
ИНСТРУМЕНТА |
|
называется функцией управления ресурсом инструмента. |
||||
|
|
Группа инструментов номер m |
|
|||
|
|
Номер |
Код, задающий |
Ресурс |
Данные управления |
|
|
|
1 инстру- |
значение |
инстру |
ресурсом первого |
|
|
|
мента |
коррекции на |
мента |
инструмента |
|
|
|
|
инструмент |
|
|
|
|
|
|
|
|
|
Данные управления |
|
|
n |
|
|
|
ресурсом n-го |
|
|
|
|
|
|
инструмента |
|
|
Рис. 10.2 (a) Данные управления ресурсом инструмента |
||||
|
|
|
|
(число n инструментов) |
||
|
|
Можно управлять ресурсом инструмента, выбирая инструмент |
||||
|
|
из группы инструментов, заданной программой обработки. |
||||
Данные по управлению |
Программа обработки |
|
|
|
||
ресурсом инструмента |
|
Операции станка и ЧПУ |
||||
Группа инструментов |
|
|
|
Станок |
ЧПУ |
|
номер 1 |
|
|
|
|
|
|
|
Выбор |
|
|
Помещает |
Автоматически выбирает |
|
|
|
|
выбранный |
|||
|
инстру- |
Команда для выбора |
|
из группы инструментов |
||
|
|
инструмент в |
||||
|
|
m инструмент, ресурс |
||||
Группа инструментов |
мента |
группы инструментов |
|
состояние |
||
номер m |
|
номер m |
|
ожидания |
которого не истек. |
|
|
|
|
|
Прикрепляет |
Начинает подсчитывать |
|
|
|
|
|
инструмент в |
||
|
|
|
|
ресурс инструмента, |
||
|
|
Команда замены инстру- |
состоянии |
|||
|
|
мента (M06) |
|
ожидания к |
прикрепленного к |
|
Группа инструментов |
|
|
|
шпинделю |
шпинделю. |
|
|
|
|
(замена |
|
|
|
номер p |
|
|
|
|
|
|
|
|
|
инструмента). |
|
||
|
|
|
|
|
||
|
Рис. 10.2 (b) Выбор инструмента программой обработки |
|
||||
105
10. ФУНКЦИЯ ИНСТРУМЕНТА
(T-ФУНКЦИЯ) ПРОГРАММИРОВАНИЕ B-64144RU/01
10.2.1
Данные управления ресурсом инструмента
Пояснения
DЧисло групп инструментов
D Номер инструмента
DКод, задающий значение коррекции на инструмент
DВеличина ресурса инструмента
Данные управления ресурсом инструмента состоят из номеров групп инструментов, номеров инструментов, кодов, задающих значения коррекции на инструмент и величины ресурса инструмента.
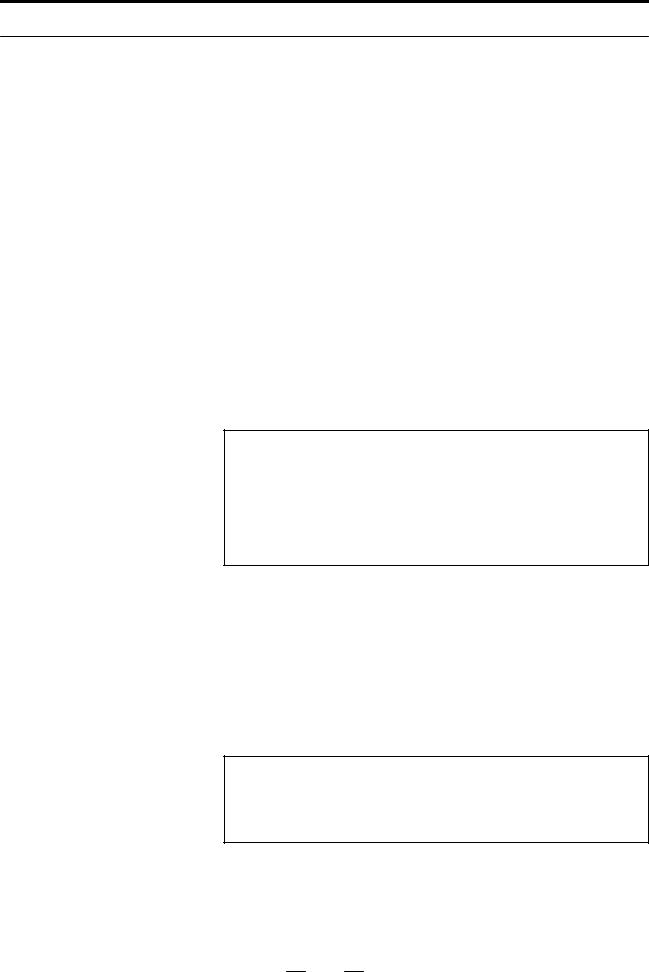
Максимальное число групп и число инструментов в группе, которые могут быть зарегистрированы, задаются параметром
(GS1,GS2 ном. 6800#0, #1) (Таблица 10.2.1).
Таблица 10.2.1 Максимальное число групп и инструментов, которые могут быть зарегистрированы
GS1 |
GS2 |
Номер группы |
Номер |
(ном. 6800#0) |
(ном. 6800#1) |
инструмента |
|
|
|
|
|
0 |
0 |
16 |
16 |
|
|
|
|
0 |
1 |
32 |
8 |
|
|
|
|
1 |
0 |
64 |
4 |
|
|
|
|
1 |
1 |
128 |
2 |
|
|
|
|
ОПАСНО
Если биты 0 или 1 параметра GS1,GS2 ном. 6800 изменены, повторно зарегистрируйте данные управ- ления ресурсом инструмента с помощью команды G10L3 (для регистрации и удаления данных для всех групп). В противном случае, новые пары данных не могут быть заданы.
Задайте четырехзначное число после T.
Коды, задающие значения коррекции на инструмент, классифицированы по H-кодам (для коррекции на длину инструмента) и D-кодам (для коррекции на резец). Максимальное число кодов, задающих значение компенсации на инструмент, которые могут быть зарегистрированы, составляет 255, когда имеется 400 значений компенсации на инструмент.
ПРИМЕЧАНИЕ
Если коды, задающие значения коррекции на инструментнеиспользуются, регистрацияможетбыть пропущена.
Обращайтесь к II10.2.2 и II-10.2.4.
106