

Fanuc SOi mate-md
.pdfB-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
6. РЕФЕРЕНТНОЕ ПОЛОЖЕНИЕ |
|
|
|
Ограничения |
|
|
D Состояние, в котором |
Если включена блокировка станка, то лампа, указывающая на |
|
была включена |
завершение возврата, не загорается, даже если инструмент был |
|
блокировка станка |
автоматически возвращен в референтное положение. В этом |
|
|
случае проверка возврата в референтное положение не |
|
|
проводится, даже если задана команда G27. |
|
DПервый возврат в референтное положение после включения питания (при наличии датчика абсолютного положения)
Если после включения питания не был выполнен возврат в референтноеположениеизаданакомандаG28, топеремещение от промежуточной точки осуществляется аналогично переме- щению при ручном возврате в референтное положение.
Вэтомслучаеинструментперемещаетсявнаправлениивозврата в референтное положение, заданном в параметре ZMIx (разряд 5 ном. 1006). Следовательно, заданное промежуточное поло- жение должно быть положением, через которое возможен возврат в референтное положение.
D Проверка возврата в |
В режиме коррекции положение, в которое должен переме- |
референтное |
ститьсяинструмент, заданноекомандойG27, являетсяположе- |
положение в режиме |
нием, вычисленным путем прибавления величины коррекции. |
коррекции |
Следовательно, если положение при прибавлении величины |
|
коррекции не является референтным положением, то лампа не |
|
загорается, а вместо этого высвечивается сигнал тревоги. Глав- |
|
ным образом, отмените коррекцию перед тем, как задать G27. |
DЗагорается лампа, если запрограммированное положение не совпадает с референтным положением
Справочная документация
Если на станке используется дюймовая система с вводом метрическихданных, толампавозвратавреферентнуюпозицию также может загореться, даже если запрограммированная позиция смещена по отношению к референтной позиции на наименьшийвводимыйинкремент. Этопроисходитпопричине того, что наименьший вводимый инкремент станка меньше его наименьшего программируемого инкремента.
D Ручной возврат в |
Смотрите III-3.1. |
|
|
|
|
референтное |
|
|
|
|
|
положение |
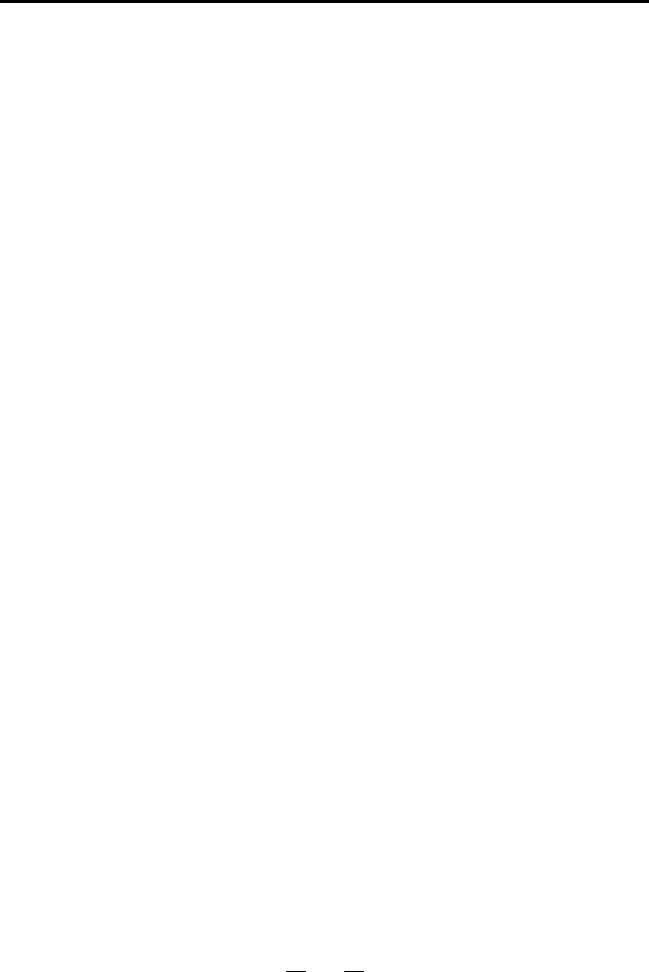
G28G90X1000.0Y500.0 ; (Перемещение программ от A до B) |
||||
|
|||||
Примеры |
T1111 ; |
(Смена инструмента в референтном положении) |
|||
|
G29X1300.0Y200.0 ; (Перемещение программ от B до C) |
||||
|
Y |
Инструмент |
|
R |
Референтна |
|
|
|
я |
||
|
|
|
|
||
|
|
заменяется |
|
|
позиция |
|
|
в референтной |
|
|
|
|
|
позиции |
|
|
|
|
500 |
|
В |
|
|
|
|
|
|
|
|
|
300 |
А |
|
C |
|
|
200 |
|
|
|
|
|
|
200 |
1000 |
1300 |
X |
|
Рис. 6.1 (c) Возврат в референтную позицию и возврат из |
||||
|
|
референтной позиции |
|
||
77
7. СИСТЕМА КООРДИНАТ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
7 СИСТЕМА КООРДИНАТ |
|
|
|
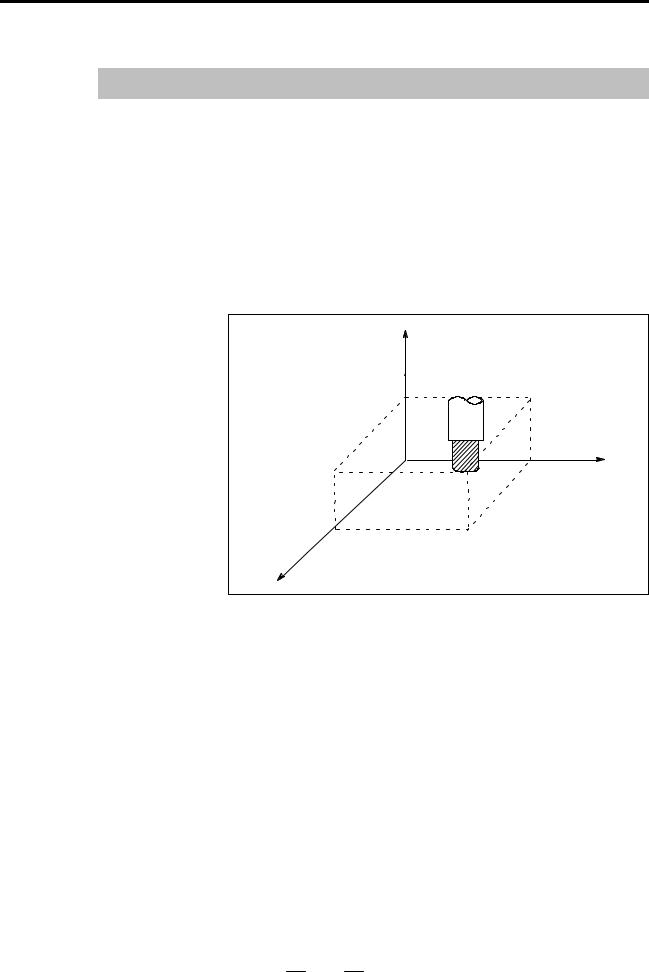
Инструмент можно переместить в желаемое положение, если |
|
|
запрограммировать это положение в ЧПУ. Такое положение |
|
|
инструмента представлено в координатах в координатной |
|
|
системе. Координаты задаются с помощью программных осей. |
|
|
Еслииспользуютсятрипрограммныеоси, X, Y иZ, координаты |
|
|
задаются следующим образом: |
|
|
X_Y_Z_ |
|
|
Эта команда называется обозначением размеров. |
|
|
Z |
|
|
25.0 |
|
|
|
Y |
|
50,0 |
|
|
40,0 |
|
|
X |
|
|
Рис. 7 Позиция инструмента, заданная X40.0Y50.0Z25.0 |
|
Координатызадаются воднойизследующихсистемкоординат:
(1)Система машинных координат
(2)Система координат заготовки
(3)Локальная система координат
Количество осей в системе координат варьируется в зависимости от станка. Таким образом, в данном руководстве обозначение размеров представлено в виде IP_.
78

B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
7. СИСТЕМА КООРДИНАТ |
|
|
|
7.1
СИСТЕМА
КООРДИНАТ
СТАНКА
Формат
Пояснения
DВыбор системы координат станка
(G53)
Ограничения
DОтмена функции коррекции
DВвод G53 сразу после включения питания
Справочная
документация
Точка, определенная для каждого станка, служит в качестве начала отсчета для станка и называется нулевой точкой станка. Изготовитель станка устанавливает нулевую точку станка на каждом станке. Система координат с нулевой точкой станка, установленной в качестве начала координат, называется системой координат станка. Система координат станка устанавливается посредством выполнения ручного возврата в референтную позицию после включения питания (см. III-3.1). Система координат станка, установленная однажды, остается неизменной до отключения питания.
(G90)G53 IP_ ;
IP_; Абсолютное обозначение размеров
Если команда задает позицию в системе координат станка, инструмент перемещается в позицию форсированной продольной подачей. G53, используемый для выбора системы координат станка, является одноразовым G-кодом; то есть, он действителен только в блоке, в котором он задан в системе координат станка. Задайте абсолютную команду (G90) для G53. Если задана инкрементная команда (G91), команда G53 игнорируется. Если инструмент должен быть перемещен в определенное положение станка, например, положение для смены инструментов, запрограммируйте перемещение в системе координат станка с учетом G53.
Если задана команда G53, отмените коррекцию на резец, коррекцию на длину инструмента и коррекцию на инструмент.
Поскольку система координат станка должна быть установлена до ввода команды G53, то после включения питания должен быть выполнен, по крайней мере, один ручной возврат в референтное положение или автоматический возврат в референтное положение. В этом нет необходимости, если имеется датчик абсолютного положения.
Если после включения питания выполнен ручной возврат в референтное положение, то система координат станка устанав- ливаетсятакимобразом, чтореферентноеположениенаходится в координате (α, β), заданной с помощью параметра ном. 1240.
Система машинных координат
Нуль станка
β
α
Референтное положение
79
7. СИСТЕМА КООРДИНАТ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
7.2
СИСТЕМА
КООРДИНАТ
ЗАГОТОВКИ
Система координат, используемая для обработки заготовки, называется системой координат заготовки. Система координат заготовкидолжнабытьустановлена с помощью ЧПУпредвари- тельно (установка системы координат заготовки).
В программе обработки устанавливается система координат заготовки (выбор системы координат станка). Установленная система координат станка может быть изменена смещением начала координат (изменение системы координат станка).
7.2.1
Установка системы координат станка
Формат
DУстановка системы координат заготовки с помощью G92
Пояснения
Примеры
Можно установить систему координат станка посредством одного из трех методов:
(1)Метод, использующий G92
Системакоординатзаготовкиустанавливаетсяпосредством ввода в программе значения после G92.
(2)Автоматическая установка
Если предварительно установлен бит 0 параметра SPR ном. 1201, то система координат заготовки устанавливается автоматически после выполнения ручного возврата в референтную позицию (см. Часть III-3.1.).
(3)Метод, использующий G54-G59
Произведитеустановкинапанелиручноговводаданныхдля предварительной установки шести систем координат заготовки (см. Часть III-11.4.6). Затем используйте программные команды G54-G59 для выбора того, какую систему координат заготовки использовать. Когда используется абсолютная команда, установите систему координат заготовки любым указанным выше способом.
(G90) G92 IP_
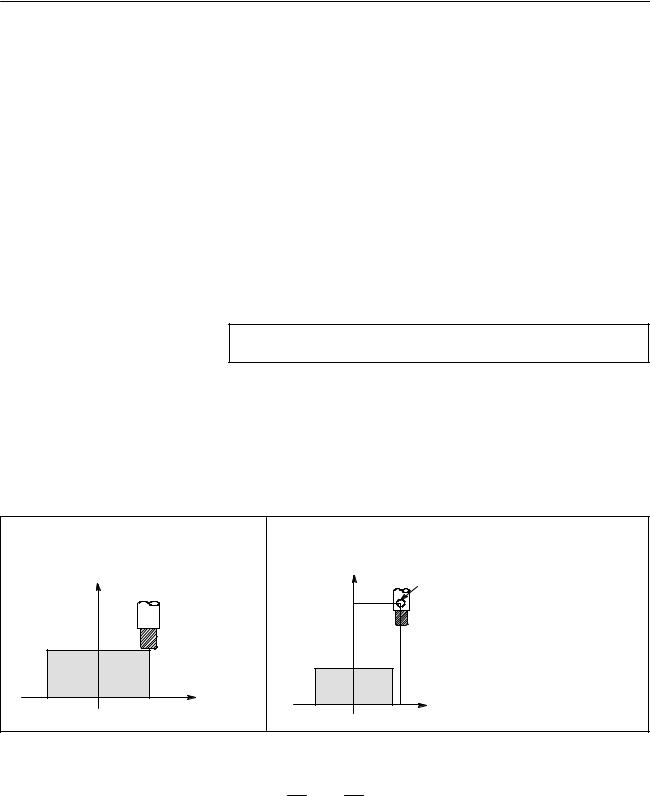
Система координат заготовки устанавливается таким образом, чтобы любая точка на инструменте, например, его режущая кромка, определялась координатами. Если во время коррекции на длину инструмента система координат задается с помощью G92, то устанавливается система координат, в которойпозиция до коррекции совпадает с позицией, заданной в G92.
Коррекция на резец временно отменяется с помощью G92.
Пример 1 |
Пример 2 |
Установка системы координат с помощью команды G92X25.2Z23.0; (Точка инструмента является начальной точкой для программы).
Z
23.0
0 |
25.2 |
X |
Установка системы координат с помощью команды G92X600.0Z1200.0; |
|||||||
(исходная координата на резцедержателе - начальная точка для |
|||||||
программы). |
Базовая точка |
Если |
выдается абсолют- |
||||
Z |
ная |
команда, |
исходная |
||||
|
|
координата |
перемеща- |
||||
1200.0 |
|
ется |
в |
запрограммиро- |
|||
|
|
ванную |
позицию. |
Для |
|||
|
|
того, |
чтобы переместить |
||||
|
|
точку |
инструмента |
в |
|||
|
|
запрограммированную |
|||||
|
|
позицию, разница между |
|||||
|
|
точкой |
инструмента |
и |
|||
|
|
исходной |
координатой |
||||
|
600.0 X |
компенсируется |
коррек- |
||||
0 |
цией |
на |
длину |
инстру- |
|||
|
|
мента(См. РазделII-14.1). |
|||||
80
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
7. СИСТЕМА КООРДИНАТ |
|
|
|
7.2.2
Выбор системы координат заготовки
Примеры
Пользователь может выбрать систему координат заготовки способом, описанным ниже. (Информацию по способам установки смотрите в II- 7.2.1.)
(1)После того, как система координат заготовки установлена
G92 или автоматической установкой системы координат заготовки, абсолютные команды работают с системой координат заготовки.
(2)Выбор одной из шести систем координат заготовки с помощью ЭЛТ-монитора/панели ручного ввода данных ЗадавG-кодотG54 доG59, можноустановитьоднуизсистем координат заготовки от 1 до 6.
G54 Система координат заготовки 1
G55 Система координат заготовки 2
G56 Система координат заготовки 3
G57 Система координат заготовки 4
G58 Система координат заготовки 5
G59 Система координат заготовки 6
После включения питания и возврата в референтную позицию устанавливается системакоординатзаготовки 1 - 6. При включении питания происходит выбор системы координат G54.
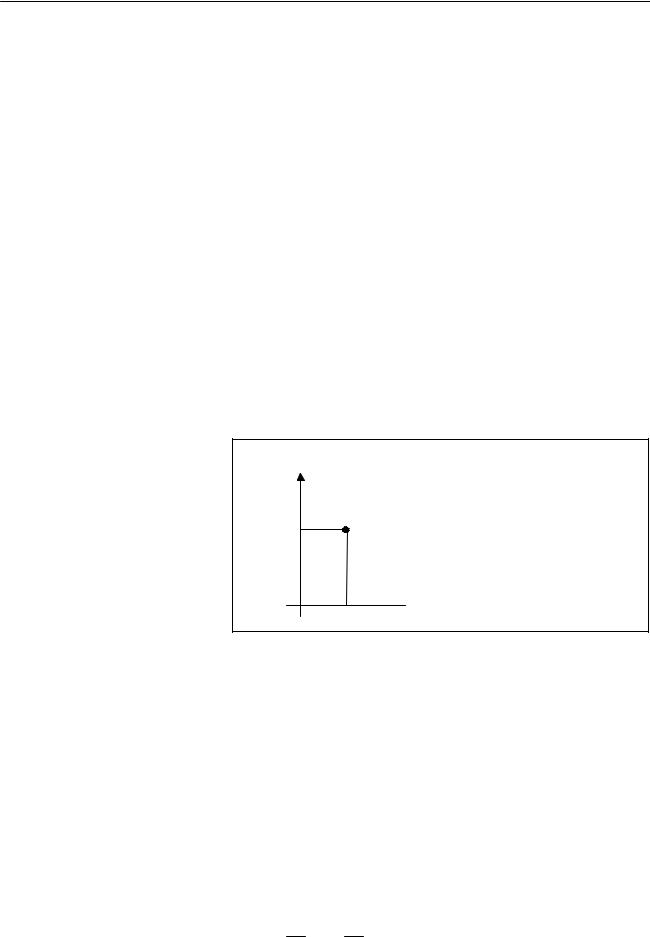
G90 G55 G00 X40.0 Y100.0 ;
Y
|
Система координат заготовки 2 (G55) |
100.0 |
В этом примере позиционирование |
|
осуществляется в точки (X=40.0, Y=100.0) |
всистеме координат заготовки 2.
40.0 X
X
Рис. 7.2.2
81
7. СИСТЕМА КООРДИНАТ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
7.2.3
Изменение системы координат заготовки
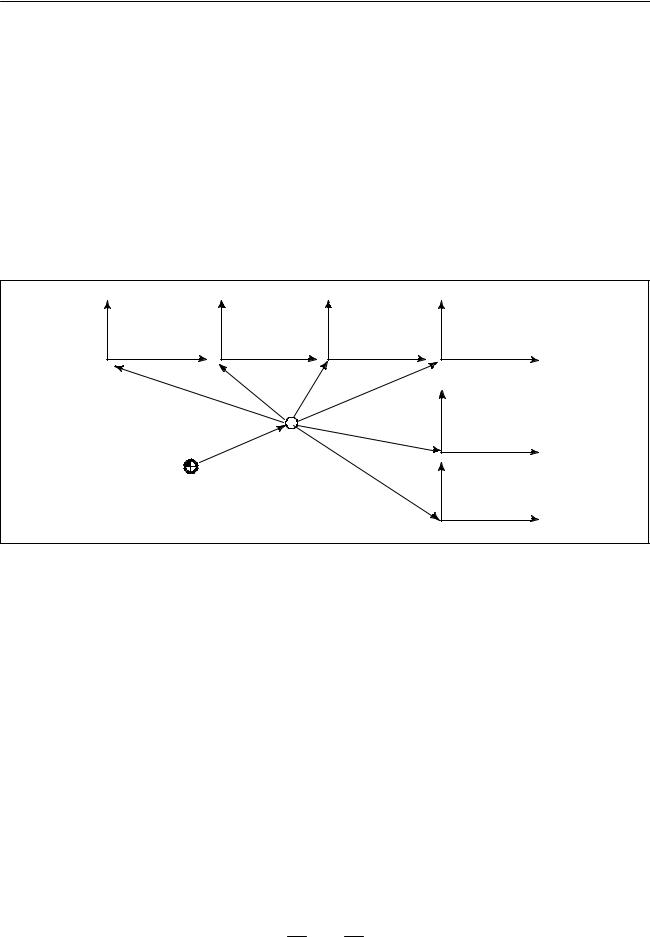
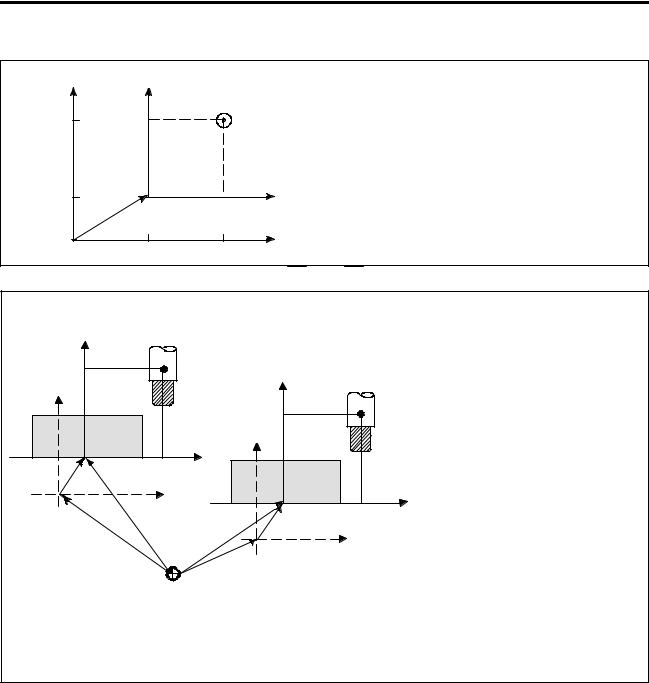
Можно изменить шесть систем координат заготовки, заданныхспомощьюG54 - G59, измениввеличинувнешнего смещения нулевой точки заготовки или величину смещения нуля заготовки.
Изменение величины внешней коррекции точки отсчета заготовки или величины коррекции точки отсчета заготовки возможно тремя способами.
(1) Ввод данных с панели ввода данных вручную
(см. III-11.4.6)
(2)Программирование G10 или G92
(3)Использованиевнешнейфункциивводавнешнихданных Значение внешней коррекции точки отсчета заготовки можно изменить сигнала ввода в устройстве ЧПУ. Подробную информацию смотрите в руководстве изготовителя станка
Система |
Система |
|
Система |
Система |
координат |
координат |
|
координат |
координат |
заготовки 1 (G54) |
заготовки 2 (G55) |
заготовки 3 (G56) |
заготовки 4 (G57) |
|
|
ZOFS2 |
ZOFS3 ZOFS4 |
|
|
ZOFS1 |
|
Система |
||
|
|
|
|
|
|
|
|
ZOFS5 |
координат |
|
|
|
заготовки 5 (G58) |
|
|
|
|
|
|
|
EXOFS |
|
ZOFS6 |
|
|
|
|
Система |
|
Нуль станка |
|
|
|
|
|
|
|
координат |
|
|
|
|
|
|
EXOFS : Величина внешнего смещения нулевой точки заготовки |
заготовки 6 (G59) |
|||
|
||||
ZOFS1AZOFS6 : Величина внешнего смещения нулевой точки заготовки
Рис. 7.2.3 Изменение величины внешней коррекции точки отсчета заготовки или величины коррекции точки отсчета заготовки
Формат
D Изменение с помощью |
G10 L2 Pp II P_; |
||
p=0 : |
Величина внешней коррекции точки отсчета заготовки |
||
G10 |
|||
p=от 1 до 6 : Значение смещения точки отсчета заготовки соот- |
|||
|
|||
|
|
ветствует координатной системе заготовки от 1 до 6 |
|
|
IP_ : Коррекция на точку отсчета заготовки по каждой оси при абсо- |
||
|
|
лютной команде (G90). |
|
|
|
При инкрементной команде (G91) величина, которая должна |
|
|
|
быть добавлена к установленной коррекции точки отсчета |
|
|
|
заготовки по каждой оси (результат добавления становится |
|
|
|
новым значением коррекции на точку отсчета заготовки). |
|
D Изменение с помощью |
|
|
|
|
|
||
G92 |
|
|
|
G92 IPIP_; |
|||
|
|||
|
|
|
|
82
B-64144RU/01 ПРОГРАММИРОВАНИЕ 7. СИСТЕМА КООРДИНАТ
Пояснения
D Изменение с помощью |
Каждая система координат заготовки может быть изменена |
G10 |
отдельно с помощью G10. |
D Изменение с помощью |
При вводе G92IP_; система координат заготовки (выбранная |
G92 |
кодом G54 - G59) смещается и образует новую систему |
|
координат заготовки таким образом, чтобы текущая позиция |
|
инструмента совпала с заданными координатами ( IP_). |
|
Следовательно, к величине коррекции системы координат |
|
прибавляютсявсезначениякоррекцииточкиотсчетазаготовки. |
|
Это означает, что все системы координат заготовки смещаются |
|
на одинаковую величину. |
|
|
|
ПРЕДОСТЕРЕЖЕНИЕ |
|
Если система координат устанавливается с помощью |
|
G92 после установки величины внешней коррекции |
|
точкиотсчетазаготовки, величинавнешнейкоррекции |
|
точки отсчета заготовки не влияет на систему |
|
координат. |
|
Если задается, например, G92X100.0Z80.0; , то |
|
устанавливается система координат с текущей |
|
референтной позицией при X = 100.0 и Z = 80,0. |
|
|
83
7. СИСТЕМА КООРДИНАТ |
|
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|||
Примеры |
|
|
|
|
|
|
Y |
Y′ |
Система координат заготовки G54 |
|
|
||
|
|
|
|
|
Если запрограммирована G92X100Y100; |
|
160 |
100 |
|
Положение |
когда инструмент установлен в (200, 160) |
||
|
режиме G54, создана система координат |
|||||
|
|
|
инструмента |
|||
|
|
|
заготовки 1 (X’ - Y’), смещенная вектором A. |
|||
|
|
|
|
|
||
60 |
А |
100 |
X′ |
Новая система координат заготовки |
|
|
|
|
|
|
|
|
|
|
100 |
200 |
X |
Исходная система координат заготовки |
|
|
|
|
|
|
|
||
Система координат |
|
|
|
|
|
Предположим, что задана система |
||||||||
заготовки G54 |
|
|
|
|
|
координат заготовки G54. В таком |
||||||||
Z |
|
|
|
|
|
случае |
с |
помощью |
следующей |
|||||
|
|
G55 Система координат |
|
команды |
можно |
задать |
систему |
|||||||
|
|
|
|
|||||||||||
1200.0 |
|
|
заготовки |
|
|
координатзаготовкиG55, вкоторой |
||||||||
|
|
Z′ |
|
|
черный |
кружок |
на |
|
инструменте |
|||||
|
|
|
|
|
(рисунок слева) находится в точке |
|||||||||
|
|
|
|
|
|
|||||||||
Z |
|
|
|
|
|
(600.0,12000.0), |
если |
верно |
||||||
|
|
|
|
|
установлено |
отношение |
между |
|||||||
|
|
|
1200.0 |
|
|
|||||||||
|
|
|
|
|
системой координат заготовки G54 |
|||||||||
|
|
|
|
|
|
|||||||||
|
|
|
Z |
|
|
и системой |
координат заготовки |
|||||||
|
|
X |
|
|
G55 : |
G92X600.0Z1200.0;. Также |
||||||||
|
600.0 |
|
|
|
предположим, что сменные столы |
|||||||||
|
|
|
|
|
||||||||||
А |
|
|
|
|
|
нагружены в двух разных позициях. |
||||||||
|
|
|
|
|
Если верно установленоотношение |
|||||||||
|
|
|
|
|
|
|||||||||
|
X |
|
|
600.0 |
X′ |
между |
|
системами |
|
координат |
||||
|
|
|
спутников в двух положениях, при |
|||||||||||
В |
|
|
А |
|||||||||||
|
|
|
|
рассмотрении системы координат |
||||||||||
|
|
|
|
X |
|
как системы координат заготовки |
||||||||
|
|
|
C |
|
|
G54 исистемы координатзаготовки |
||||||||
|
|
|
|
|
G55, |
то |
|
коррекция |
системы |
|||||
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
координатспомощьюG92 наодном |
||||||||
X-Z Новая система координат заготовки |
|
|
сменном |
столе |
|
приводит |
к |
|||||||
X - Z Исходная система координат заготовки |
|
|
смещению системы координат на |
|||||||||||
A : Величина коррекции, созданная с помощью G92 |
|
|
другом сменном столе. Это |
|||||||||||
B : Величина коррекции точки отсчета заготовки в G54 |
|
|
означает, что заготовки на двух |
|||||||||||
C : Величина коррекции точки отсчета заготовки в G55 |
|
|
спутникахмогутбытьобработаныпо |
|||||||||||
|
|
|
|
|
|
одной |
программе |
|
посредством |
|||||
|
|
|
|
|
|
ввода только G54 или G55. |
|
|
||||||
84
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
7. СИСТЕМА КООРДИНАТ |
|
|
|
7.2.4
Предварительная установка системы координат заготовки
(G92.1)
Формат
Пояснения
Функция предварительной установки системы координат заготовки предварительно устанавливает систему координат заготовки, смещенную при ручном вмешательстве, в систему координат заготовки до смещения. Последняя система смещается от нулевой точки станка на величину смещения нулевойточкизаготовки. Существуетдваметодаиспользования функции предваритель- ной установки системы координат заготовки. В одном методе используется запрограммированная команда (G92.1). В другом методе используются операции ручного ввода данных на экране отображения абсолютного положения, экране отображения относительного положения и экране отображения общего положения (III-11.1.4).
G92.1 IP0 ;
IP0 ; Задает адреса оси, подлежащие операции предварительной установки системы координат заготовки. Оси, которые не заданы, не подлежат операции предварительной установки.
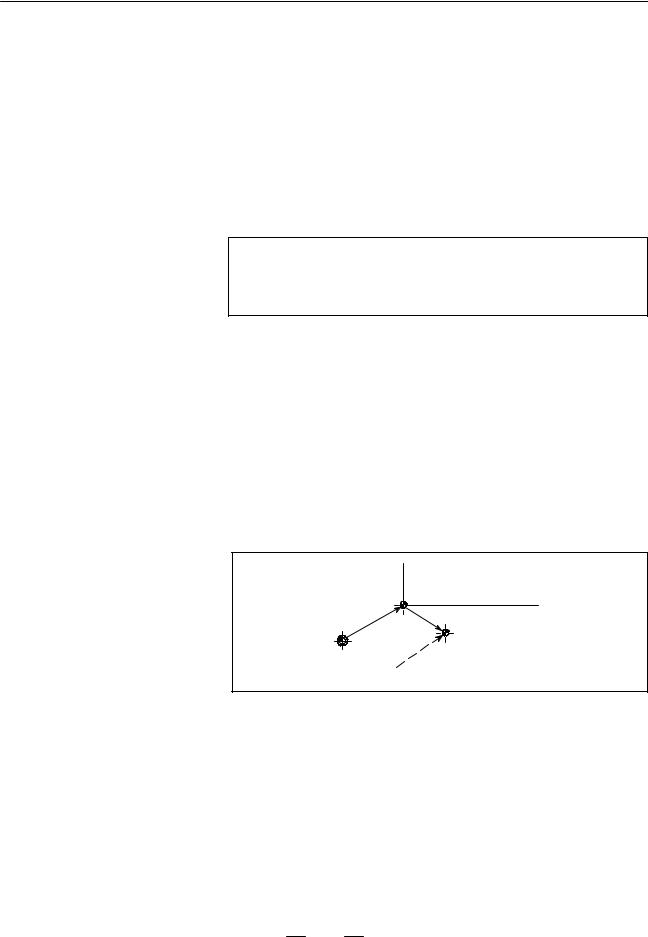
Если в состоянии предварительной установки выполняется операция ручного возврата в референтное положение, то система координат заготовки смещается от нулевой точки системы координат станка на величину смещения нулевой точкизаготовки. Предположим, что операция ручного возврата в референтное положение выполняется, когда с помощью G54 выбрана система координат заготовки. В этом случае автоматическиустанавливаетсясистемакоординат заготовки, в которойсобственная нулеваяточкасмещенас помощью G54 от нулевой точки станка на величину смещения нулевой точки заготовки; расстояние от нулевой точки системы координат заготовки до референтного положения представляет собой текущее положение в системе координат заготовки.
Величина |
СистемакоординатзаготовкиG54 |
коррекции |
|
точки отсчета |
|
заготовки G54 |
|
|
Референтная позиция |
Референтная |
|
позиция |
Ручной возврат в референтное положение |
|
Если имеется датчик абсолютного положения, то при включе- ниипитанияавтоматическиустанавливаетсясистемакоординат заготовки, в которой собственная нулевая точка смещена с помощью G54 от нулевой точки станка на величину смещения нулевой точки заготовки. Положение станка при включении питания считывается из датчика абсолютного положения, и посредством вычитания величины смещения нулевой точки заготовки G54 из положения станка в системе координат заготовки устанавливается текущее положение. Система коор- динат заготовки, установленная в процессе выполнения этих операций, смещается от системы координат станка согласно командам и операциям, приведенным на следующей странице.
85

7. СИСТЕМА КООРДИНАТ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
(a)Ручное вмешательство, осуществленное при отключении сигнала ”полностью ручного режима”
(b)Командаперемещения, выполненнаявсостоянииблокировки станка
(c)Перемещение вследствие прерывания с использованием рукоятки
(d)Операция с применением функции зеркального отображения
(e)Установка локальной системы координат с использованием G52 или смещение системы координат заготовки с исполь- зованием G92
В приведенном выше случае (a) система координат заготовки смещается на величину перемещения во время ручного вмешательства.
|
|
Величина |
Система координат |
Величина |
|
||||
|
|
заготовки |
Po |
перемещения |
|
||||
|
|
внешней |
G54 до ручного |
|
при ручном |
|
|||
|
|
коррекции |
WZo вмешательства |
|
вмешательстве |
|
|||
|
|
точки отсчета |
|
|
|||||
|
|
|
|
|
|
||||
|
|
заготовки |
|
|
|
|
|||
|
|
|
|
|
|
|
|
Pn |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Нулевая точка |
|
|
|||||
|
|
|
|
|
|
||||
|
|
станка |
|
|
|
|
|||
|
|
|
|
|
|
WZn Система координат заготовки |
|
||
|
|
|
|
|
|
G54 после ручного вмешательства |
|
||
|
|
|
|
||||||
|
В описанной выше операции система координат заготовки, |
||||||||
|
однажды смещенная, посредством ввода G-кода или операции |
||||||||
|
ручного ввода данных может быть предварительно установлена |
||||||||
|
в систему координат заготовки, смещенную от нулевой точки |
||||||||
|
станка на величину смещения нулевой точки заготовки. Это |
||||||||
|
аналогично случаю, когда операция ручного возврата в рефе- |
||||||||
|
рентноеположение выполняетсяв тойсистеме координатзаго- |
||||||||
|
товки, которая была смещена. В этом примере ввод G-кода или |
||||||||
|
операция ручного ввода данных приводит к возврату нулевой |
||||||||
|
точки системы координат заготовки WZn в исходную нулевую |
||||||||
|
точку WZo, а расстояние от WZo до Pn используется для опре- |
||||||||
|
деления текущего положения в системе координат заготовки. |
||||||||
|
Разряд 3 (PPD) параметра ном. 3104 позволяет выбрать выпол- |
||||||||
|
нение предварительной установки в относительных координа- |
||||||||
Ограничения |
тах (ОТНОСИТЕЛЬНЫЕ) (RELATIVE) или в абсолютных |
||||||||
|
координатах. |
|
|
|
|
||||
D Коррекция на режущий |
Приприменениифункциипредварительнойустановкисистемы |
||||||||
инструмент, коррекция |
координатзаготовки, отменитеследующиережимы: коррекцию |
||||||||
на длину инструмента, |
на режущий инструмент, коррекцию на длину инструмента, |
||||||||
коррекция на |
коррекцию на инструмент. Если функция выполняется без от- |
||||||||
инструмент |
меныэтихрежимов, векторыкоррекциивременноотменяются. |
||||||||
D Повторный пуск |
Функция предварительной установки системы координат заго- |
||||||||
программы |
товки не выполняется во время повторного пуска программы. |
||||||||
D Запрещенные режимы |
Не используйте функцию предварительной установки системы |
||||||||
|
координатзаготовки, еслиустановлен режимвыборамасштаба, |
||||||||
|
вращениясистемыкоординат, программируемогоизображения |
||||||||
|
или копирования чертежей. |
|
|
|
|||||
86