

Fanuc SOi mate-md
.pdfB-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
5. ФУНКЦИИ ПОДАЧИ |
|
5.4.3.1 |
Эта функция уменьшает скорость подачи, если угол между |
||
Угловое замедление в |
блоками A и B на выбранной плоскости меньше, чем угол, |
||
заданный в параметре ном. 1740. Функция выполняет блок B, |
|||
соответствии с углом |
|||
когда скорости подачи вдоль первой и второй оси меньше, чем |
|||
раствора |
|||
скорость, заданная в параметре ном. 1741. В этом случае функ- |
|||
|
|||
|
цияопределяет, чточислонакопленныхимпульсовравнонулю. |
||
Пояснения |
|
|
|
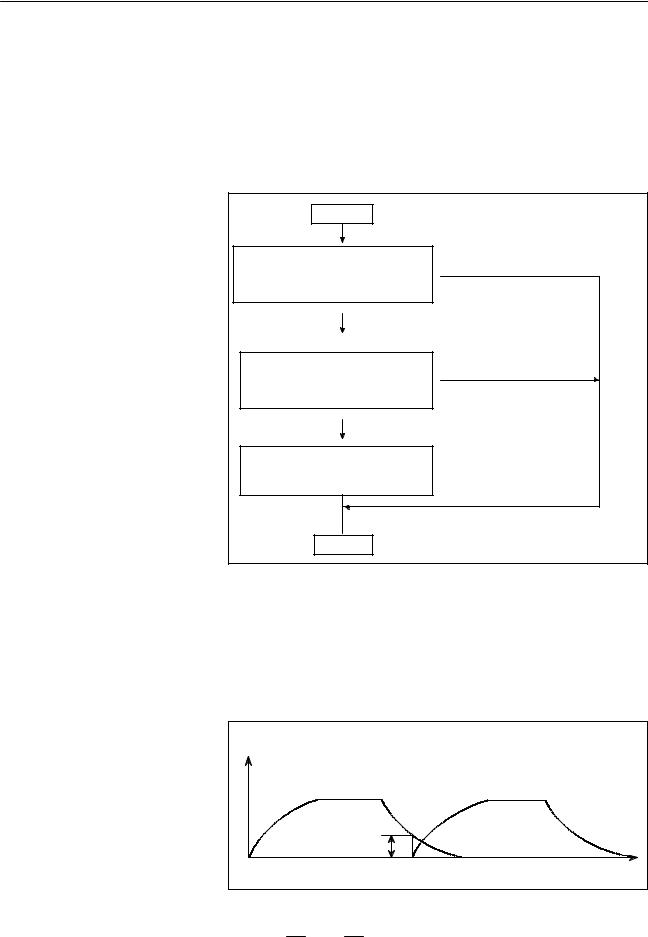
D Блок-схема для |
Блок-схемадлярегулированияскоростиподачипоказананиже. |
||
регулирования |
|
|
|
скорости подачи |
НАЧАЛО |
|
|
|
|
||
|
Угол раствора меньше, чем |
Нет |
|
|
угол, заданный в параметре |
|
|
|
(ном. 1740)? |
|
|
|
Да |
|
|
|
Скорости подачи вдоль осей |
Нет |
|
|
X и Y меньше, чем заданные |
Дальнейшее замедление |
|
|
в параметре (ном. 1741)? |
||
|
скоростиподачивблокеA |
||
|
|
||
|
Да |
|
|
|
Числонакопленныхимпульсов |
|
|
|
устанавливается на 0, и |
|
|
|
выполняется блок B |
|
|
|
KONEЦ |
|
|
D Скорость подачи и |
Если угол раствора меньше, чем угол, заданный в параметре, |
||
время |
соотношение между скоростью подачи и временем такое, как |
||
|
показано ниже. Хотя накопленные импульсы, эквивалентные |
||
|
заштрихованной зоне, остаются на время t, следующий блок |
||
|
выполняется, посколькускоростьподачицепиавтоматического |
||
|
ускорения/замедленияменьшезначения, установленногопара- |
||
|
метром. Эта функция действует только для перемещения по |
||
|
выбранной плоскости. |
|
|
Скорость подачи V |
|
|
Блок A |
|
Блок B |
Скорость подачи, |
|
|
установленная |
|
|
параметром |
|
|
|
T |
Время t |
|
|
|
67 |
|
|
5. ФУНКЦИИ ПОДАЧИ |
|
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
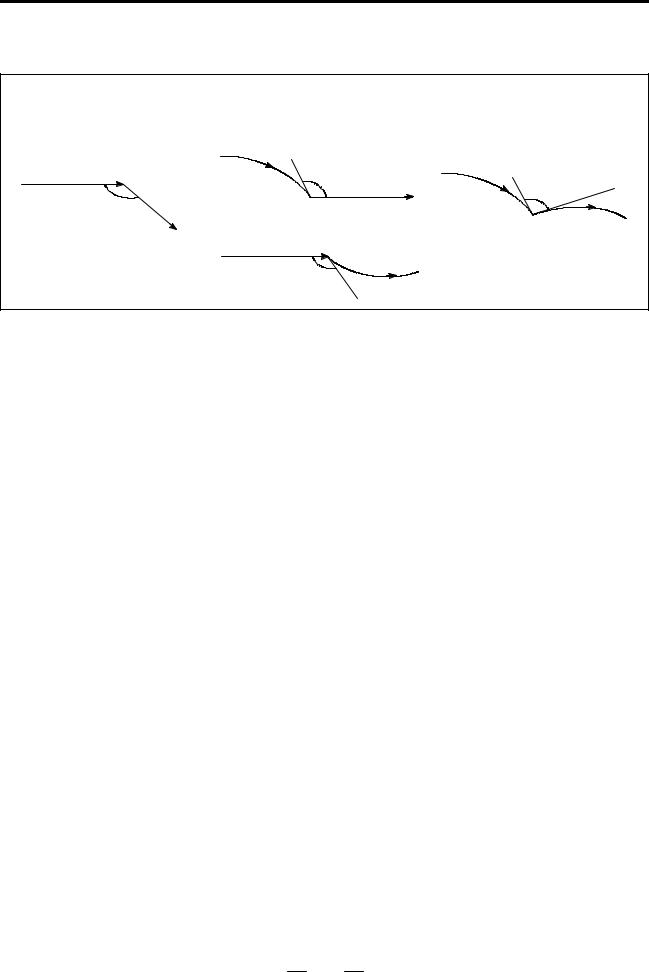
D Угол между двумя |
Предполагается, что уголмеждудвумяблоками (блокамиA иB) |
||
блоками |
|
равен углу θ, как показано ниже. |
|
1. Между линейными |
2. Между линейными и круговыми перемещениями |
3. Между круговыми перемещениями |
|
перемещениями |
(угол между линейным перемещением |
(угол между касательными к |
|
|
и касательной к круговому перемещению) |
круговым перемещениям) |
|
|
|
θ |
|
θ |
|
|
θ |
|
|
|
|
|
|
θ |
|
D Выбранная плоскость |
Угол обработки сравнивается с углом, заданным в параметре |
||
|
|
(ном. 1740), для перемещений только в выбранной плоскости. |
|
|
|
Скорости подачи обработки сравниваются с заданными в |
|
|
|
параметре (ном. 1741) для перемещения вдоль первой и второй |
|
|
|
осей только в выбранной плоскости. Это означает, что если |
|
|
|
происходит перемещение вдоль трех или более осей, то это |
|
|
|
перемещение учитывается только вдоль первой и второй осей в |
|
|
|
выбранной плоскости. |
|
D Закругленность угла Закругленность угла определяется по углу и скорости подачи, заданным в параметрах (ном. 1740 и 1741). Для того, чтобы угол всегда был острым, установите угол на ноль, а скорость подачи на 180000 (эквивалентно 180 градусам).
D Точная остановка |
ЕслизаданG90 (точныйостанов), точныйостановвыполняется |
|
независимо от угла и скорости подачи, заданных в параметрах |
|
(ном. 1740 и 1741). |
Ограничения |
Эту функцию нельзя включить для одного блока или во время |
|
холостого хода |
68
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
5. ФУНКЦИИ ПОДАЧИ |
|
|
|
5.4.3.2
Угловое замедление в соответствии с разницей в скорости подачи между блоками вдоль каждой оси
Пояснения
DБлок-схема для регулирования скорости подачи
DСкорость подачи и время
Эта функция уменьшает скорость подачи, когда разница между скоростямиподачивконечнойточкеблокаАиначальнойточке блока В вдоль каждой оси больше значения, заданного в параметре ном. 1781. Функция выполняет блок В, когда скоростиподачивдольлюбойиз осейменьшескоростиподачи, заданной в параметре ном. 1741. В этом случае функция устанавливает, что число накопленных импульсов равно нулю.
Блок-схемадлярегулированияскоростиподачипоказананиже. |
|||||
|
|
НАЧАЛО |
|
|
|
Разница |
в |
скорости |
подачи |
Нет |
|
между блоками вдоль |
каждой |
||||
|
|||||
осибольшезначения, заданного |
|
||||
в параметре (ном. 1781)? |
|
||||
|
|
Да |
|
|
|
Скорости подачи вдоль всех |
Нет |
||||
осей меньше, чем заданные |
|
||||
в параметре (ном. 1741)? |
Дальнейшее |
||||
|
|
|
|
замедление скорости |
|
|
|
Да |
|
подачи в блоке А |
|
|
|
|
|
||
Число накопленных импульсов |
|
||||
устанавливается в ноль, и |
|
||||
выполняется блок В. |
|
|
|||
|
|
KONEЦ |
|
|
|
Если разница в скорости подачи между блоками вдоль каждой оси больше значения, заданного в параметре ном. 1781, соотношение между скоростью подачи и временем - такое, как показано ниже. Хотя накопленные импульсы, эквивалентные заштрихованной зоне, остаются на время t, следующий блок выполняется, поскольку скорость подачи блока автомати- ческого ускорения/замедления меньше значения, заданного в параметре ном. 1741.
Скорость подачи V |
|
Блок A |
Блок B |
Скорость подачи, |
|
установленная |
|
параметром |
|
T |
Время t |
69 |
|
5. ФУНКЦИИ ПОДАЧИ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
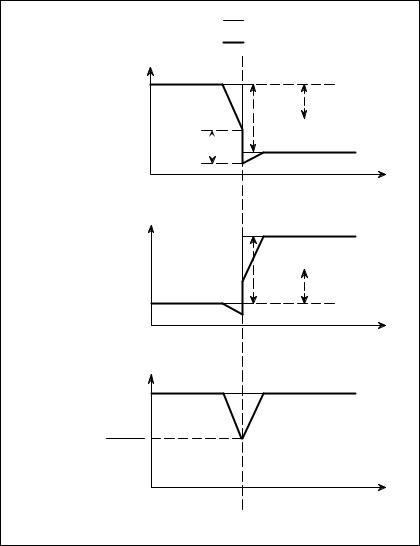
Без углового замедления С угловым замедлением
Скорость подачи |
Vc [X] Vmax |
вдоль оси X |
|
Vmax
Скорость подачи |
|
вдоль оси Y |
Vc [Y] |
|
|
|
Vmax |
Скорость подачи вдоль касательной в углу
F¢ 1 Rmax
N1 |
N2 |
T |
D Установка допустимой |
Допустимая разница в скорости подачи может быть задана для |
разницы в скорости |
каждой оси в параметре ном. 1783. |
подачи вдоль каждой |
|
оси |
|
D Проверка разницы в |
Разница в скорости подачи также проверяется во время |
скорости подачи |
операции холостого хода или во время замедления, вызванного |
|
внешнимсигналом, сиспользованиемкомандскоростиподачи, |
|
заданных в программе. |
D Точная остановка |
ЕслизаданG90 (точныйостанов), точныйостановвыполняется |
|
независимо от установок параметра. |
D Ручная коррекция |
Если во время работы ручная коррекция изменена, разница в |
|
скорости подачи не будет проверена правильно. |
Ограничения |
Эта функция не действует для команд подачи за один оборот, |
|
команд подачи F-кода с одной цифрой, жесткого нарезания |
|
резьбы и одиночного блока. |
70

B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
5. ФУНКЦИИ ПОДАЧИ |
|
|
|
5.5
ЗАДЕРЖКА (G04)
Формат
Задержка G04 X_ ; или G04 Р_ ;
X_ : Задайте время (допускается десятичная точка) Р_ : Задайте время (не допускается десятичная точка)
Пояснения |
Если задана задержка, то выполнение |
следующего блока |
|||
|
приостанавливаетсяназаданноевремя. Крометого, можетбыть |
||||
|
задана задержка |
для точной проверки |
в режиме резания |
||
|
(режиме G64). |
|
|
|
|
|
Если не задана ни P, ни X, выполняется точный останов. |
||||
|
Бит 1 (DWL) параметра ном. 3405 может задавать задержку для |
||||
|
каждого вращения в режиме подачи за один оборот (G95). |
||||
|
Таблица 5.5 (a) Диапазон программного значения времени |
||||
|
|
|
задержки (Команда X) |
|
|
|
|
|
|
|
|
|
Система |
|
Диапазон |
|
Единица времени |
|
|
программируемых |
|
задержки |
|
|
приращений |
|
|
||
|
|
значений |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
IS-B |
|
от 0.001 до 99999.999 |
|
|
|
|
|
|
|
сек. или оборота |
|
IS-C |
|
от 0.0001 до 9999.9999 |
||
|
|
|
|||
|
|
|
|
||
|
Таблица 5.5 (b) Диапазон программного значения времени |
||||
|
|
|
задержки (Команда P) |
|
|
|
|
|
|
|
|
|
Система |
|
Диапазон |
|
Единица времени |
|
приращений |
|
программируемых |
|
задержки |
|
|
|
значений |
|
|
|
|
|
|
|
|
|
IS-B |
|
от 1 до 99999999 |
|
0.001 сек. или |
|
|
|
|
|
оборота |
|
|
|
|
|
|
|
IS-C |
|
от 1 до 99999999 |
|
0.0001 сек. или |
|
|
|
|
|
оборота |
|
|
|
|
|
|
71

6. РЕФЕРЕНТНОЕ ПОЛОЖЕНИЕ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
6 РЕФЕРЕНТНОЕ ПОЛОЖЕНИЕ
На станках с ЧПУ имеется особое положение, в котором, главнымобразом, происходитсменаинструментаилиустановка системы координат, как будет описано ниже. Это положение называется референтным положением.
72
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
6. РЕФЕРЕНТНОЕ ПОЛОЖЕНИЕ |
|
|
|
6.1
ВОЗВРАТ В РЕФЕРЕНТНУЮ ПОЗИЦИЮ
Общие сведения
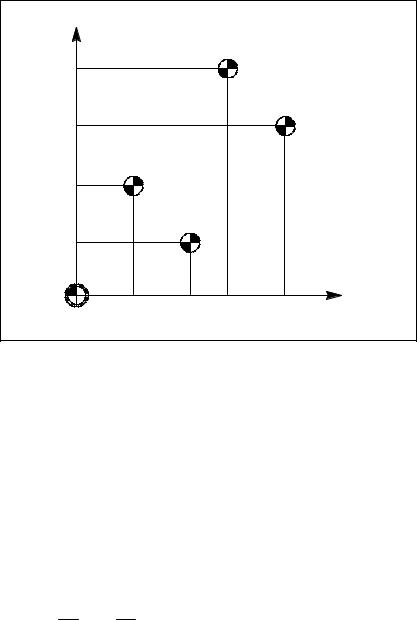
D Референтная позиция
Референтное положение - это фиксированное положение на станке, в которое инструмент может легко переместиться посредством применения функции возврата в референтное положение.
Например, референтное положение используется в качестве положения, в котором происходит автоматическая смена инструментов. В параметрах ном.1240 - 1243 можно задать до четырех референтных позиций, указав координаты в системе координат станка.
Y |
2 -е референтное |
положение |
3 -е референтное |
положение |
Референтная |
позиция |
4-е рефе- |
рентное |
положение |
X |
Нулевая точка станка |
Рис. 6.1 (a) Нулевая точка станка и референтные позиции
73
6. РЕФЕРЕНТНОЕ ПОЛОЖЕНИЕ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
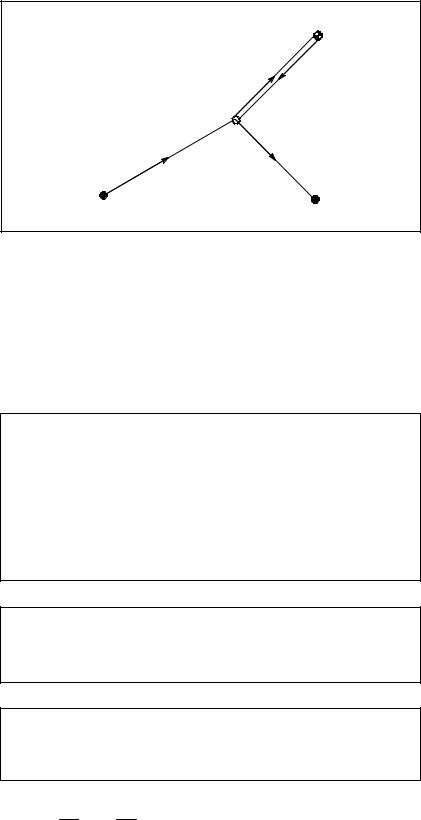
DВозврат в референтную позицию и перемещение из референтной позиции
DПроверка возврата в референтное положение
Формат
DВозврат в референтное положение
DВозврат из референтной позиции
DПроверка возврата в референтное положение
Инструменты автоматически перемещаются в референтное положение вдоль заданной оси через промежуточное поло- жение. Или инструменты автоматически перемещаются из референтной позиции в заданную позицию через проме- жуточную позицию вдоль заданной оси. По завершении воз- врата в референтную позицию загорается лампа, указывающая на завершение возврата.
Возврат в референтное положение |
A→B→R |
R (Референтная |
|
позиция ) |
|||
Возврат из референтной позиции |
R→B→C |
||
|
B (Промежуточная позиция ) 
A (Начальное позиция для |
C (Расстояние возврата из |
|
возврата в референтную позицию) |
||
референтной позиции) |
Рис. 6.1 (b) Возврат в референтную позицию и возврат из референтной позиции
Проверка возврата в референтное положение (G27) является функцией, с помощью которой осуществляется проверка точности возврата инструмента в референтное положение, заданное в программе. Если инструмент переместился вдоль заданной оси точно в референтное положение, то загорается лампа для этой оси.
G28IP_ ; Возврат в референтное положение
(P2 может G30 P2IP _ ;Возврат во 2-е референтное положение быть
опущен).
G30 P3IP _ ;Возврат в 3-е референтное положение
G30 P4IP _ ;Возврат в 4-е референтное положение
IP_ : Команда, задающая промежуточную позицию (абсолютная/инкрементная команда)
G29IP_ ;
IP_: Команда, задающая место назначения возврата из референтной позиции (Абсолютная/инкрементная команда)
G27 IP_ ;
IP_ : Команда, задающая промежуточную позицию (Абсолютная/инкрементная команда)
74

B-64144RU/01 ПРОГРАММИРОВАНИЕ 6. РЕФЕРЕНТНОЕ ПОЛОЖЕНИЕ
Пояснения
D Возврат в |
Позиционирование в промежуточное или референтное |
референтное |
положение выполняется вдоль каждой оси со скоростью |
положение (G28) |
ускоренного подвода. |
|
Следовательно, вцелях безопасности, перед выполнениемэтой |
|
команды следует отменить коррекцию на резеци коррекцию на |
|
длину инструмента. |
|
Координатыдляпромежуточнойпозициихранятсявустройстве |
|
ЧПУтолькодляосей, длякоторыхзначениезадановблокеG28. |
|
Для других осей используются координаты, заданные ранее. |
|
Пример N1 G28 X40.0 ; Промежуточная позиция (X40.0) |
|
N2 G28 Y60.0 ; Промежуточная позиция (X40.0, Y60.0) |
D Возврат в 2-е, 3-е и |
В системе, не имеющей датчика абсолютного положения, |
4-е референтное |
возврат в первое, третье и четвертое референтное положение |
положение (G30) |
может быть осуществлен только после завершения возврата в |
|
референтное положение (G28) или ручного возврата в |
|
референтное положение (смотрите III-3.1). Команда G30 |
|
обычно используется, если положение устройства |
|
автоматической смены инструментов (ATC) отличается от |
|
референтного положения. |
D Возврат из референтной Какправило, онпрограммируетсясразужезакомандойG28 или позиции (G29) G30. Для инкрементного программирования программное значение задает инкрементное значения от промежуточной
точки.
Позиционирование в промежуточную или референтную точку выполняется вдоль каждой оси со скоростью форсированной продольной подачи.
Если после того, как инструмент достиг референтной позиции, пройдя промежуточную точку, по команде G28 система координат заготовки изменилась, промежуточная точка также смещается в новую систему координат. Если затем запрограммировано G29, инструмент перемещается в запрограммированную позицию, проходя промежуточную точку, которая уже сместилась в новую систему координат.
Те же самые операции выполняются также для команд G30.
D Проверка возврата в |
Команда G27 перемещает инструмент со скоростью |
референтное |
ускоренногоподвода. Еслиинструментдостигаетреферентного |
положение (G27) |
положения, то загорается лампа возврата в референтное |
|
положение. Тем не менее, если положение, в которое |
|
переместился инструмент, не является референтным |
|
положением, то высвечивается сигнал тревоги ном. 092. |
D Установка скорости |
До того, как система координат станка установлена с помощью |
подачи возврата в |
возврата в первую референтную позицию после включения |
референтную позицию |
питания, скорости подачи ручного и автоматического возврата |
|
в референтную позицию и скорость автоматического |
|
форсированной продольной подачи соответствуют установке |
|
параметра ном. 1428 для каждой оси. Даже после установления |
|
системы координат станка по завершении возврата в |
|
референтную позицию скорость подачи ручного возврата в |
|
референтную позицию соответствует установке параметра. |
75
6. РЕФЕРЕНТНОЕ ПОЛОЖЕНИЕ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
ПРИМЕЧАНИЕ
1 К этой скорости подачи применяется ручная коррекция форсированной продольной подачи (F0,25,50,100%), установка для которой равна 100%.
2 После установления системы координат станка по завершении возврата в референтную позицию скорость подачи автоматического возврата в рефе- рентную позицию будет соответствовать обычной скорости форсированной продольной подачи.
3 Для скорости ручной форсированной продольной подачи, используемой до установления системы координат станка по завершении возврата в рефе- рентную позицию, может быть установлена скорость толчковой подачи или скорость ручной форсиро- ванной продольной подачи с помощью RPD (бита 0 параметра ном. 1401).
|
До установления |
После |
|
системы |
установления |
|
координат |
системы координат |
|
|
|
Автом. возврат в референт- |
Ном. 1428 |
Ном. 1420 |
ное положение (G28) |
|
|
|
|
|
Автом. форсированнаяпро- |
Ном. 1428 |
Ном. 1420 |
дольная подача (G00) |
|
|
|
|
|
Ручнойвозвратвреферент- |
Ном. 1428 |
Ном. 1428 |
ное положение |
|
|
|
|
|
Скорость ручной форсиро- |
Ном. 1423 *1 |
Ном. 1424 |
ванной продольной подачи |
|
|
ПРИМЕЧАНИЕ
Если параметр ном. 1428 установлен на 0, скорости подачи соответствуют установкам параметра, пока- занным ниже.
|
До установления |
После |
|
системы |
установления |
|
координат |
системы координат |
|
|
|
Автом. возврат в референт- |
Ном. 1420 |
Ном. 1420 |
ное положение (G28) |
|
|
|
|
|
Автом. форсированная |
Ном. 1420 |
Ном. 1420 |
продольная подача (G00) |
|
|
|
|
|
Ручнойвозвратвреферент- |
Ном. 1424 |
Ном. 1424 |
ное положение |
|
|
|
|
|
Скорость ручной форсиро- |
Ном. 1423 *1 |
Ном. 1424 |
ванной продольной подачи |
|
|
1420 : Скорость форсированной продольной подачи
1423 : Толчковая подача
1424 : Скорость ручной форсированной продольной подачи *1 Установка параметра ном. 1424, когда RPD (бит 0 параметра
ном. 1401) установлен на 1.
76