

Fanuc SOi mate-md
.pdf
|
|
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
ПРОГРАММИРОВАНИЯ |
|
|
|
Пример программы, использующей коррекцию длины инструмента и постоянные циклы
Референтная позиция |
|
|
|
|
350 |
|
|
|
|
|
#1 |
|
#11 |
#6 |
100 |
|
#7 |
|
#10 |
|
|
|
||
100 |
#2 |
|
#12 |
#5 |
|
|
|||
100 |
|
#8 200 |
|
#9 |
Y |
|
|
||
100 |
#3 |
|
#13 |
#4 |
|
|
|||
X |
|
|
|
|
400 |
150 |
250 |
250 |
150 |
#1 -6 Высверливание отверстия диаметром 10 мм
#7-10 Высверливание отверстия диаметром 20 мм
#11-13 Растачивание отверстия диаметром 95 мм (глубиной 50 мм)
Z
Позиция отвода
250
Исходный уровень
 X 50
X 50
50 |
30 |
20 |
T 11 |
T 15 |
T 31 |
200 |
190 |
150 |
167

13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
|
|
|
ПРОГРАММИРОВАНИЯ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
|
||
|
|
||
Значение коррекции, равное +200,0, установлено в коррекции ном. 11, +190,0 установлено в |
|
||
коррекции ном. 15 и +150,0 установлено в коррекции ном. 31. |
|
||
Пример программы |
|
|
|
; |
|
|
|
N001 |
G92X0Y0Z0; |
Координатная установка в указанную позицию |
|
N002 |
G90 G00 Z250.0 T11 M6; |
Изменение инструмента |
|
N003 |
G43 Z0 H11; |
Исходный уровень, коррекция на длину инструмента |
|
N004 |
S30 M3 |
Начало работы шпинделя |
|
N005 |
G99 G81X400.0 R Y-350.0 |
|
|
|
Z-153,0R-97.0 F120; |
Позиционирование с последующим высверливанием отверстия |
|
|
|
ном. 1 |
|
N006 |
Y-550.0; |
Позиционирование с последующим высверливанием отверстия |
|
|
|
ном. 2 и возвратом на уровень точки R |
|
N007 |
G98Y-750.0; |
Позиционирование с последующим высверливанием отверстия |
|
|
|
ном. 3 и возвратом на исходный уровень |
|
N008 |
G99X1200.0; |
Позиционирование с последующим высверливанием отверстия ном. |
|
|
|
4 и возвратом в точку R |
|
N009 |
Y-550.0; |
Позиционирование с последующим высверливанием отверстия ном. |
|
|
|
5 и возвратом на уровень точки R |
|
N010 |
G98Y-350.0; |
Позиционирование с последующим высверливанием отверстия ном. |
|
|
|
6 и возвратом на исходный уровень |
|
N011 |
G00X0Y0M5; |
Возврат на указанную позицию, останов шпинделя |
|
N012 |
G49Z250.0T15M6; |
Отмена коррекции на длину инструмента, изменение инструмента |
|
N013 |
G43Z0H15; |
Исходный уровень, коррекция на длину инструмента |
|
N014 |
S20M3; |
Начало работы шпинделя |
|
N015 |
G99G82X550.0Y-450.0 |
Позиционирование с последующим высверливанием отверстия |
|
|
Z-130.0R-97.0P300F70; |
ном. 7 и возвратом на уровень точки R |
|
|
|
|
|
N016 |
G98Y-650.0; |
Позиционирование с последующим высверливанием отверстия ном. |
|
|
|
8 и возвратом на исходный уровень |
|
N017 |
G99X1050.0; |
Позиционирование с последующим высверливанием отверстия ном. |
|
|
|
9 и возвратом на уровень точки R |
|
N018 |
G98Y-450.0; |
Позиционирование с последующим высверливанием отверстия |
|
|
|
ном. 10 и возвратом на исходный уровень |
|
N019 |
G00X0Y0M5; |
Возврат в указанную позицию, останов шпинделя |
|
N020 |
G49Z250.0T31M6; |
Отмена коррекции на длину инструмента, изменение инструмента |
|
N021 |
G43Z0H31; |
Исходный уровень, коррекция на длину инструмента |
|
N022 |
S10M3; |
Начало работы шпинделя |
|
N023 |
G85G99X800.0Y-350.0 |
Позиционирование с последующим высверливанием отверстия |
|
|
Z-153.0R47.0F50; |
ном. 11 и возвратом на уровень точки R |
|
|
|
|
|
N024 |
G91Y-200.0K2; |
Позиционирование с последующим высверливанием отверстий |
|
|
|
ном. 12, 13 и возвратом на уровень точки R |
|
N025 |
G28X0Y0M5; |
Возврат в указанную позицию, останов шпинделя |
|
N026 |
G49Z0; |
Отмена коррекции на длину инструмента |
|
N027 |
M0; |
Программный останов |
|
|
|
|
|
168

|
|
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
ПРОГРАММИРОВАНИЯ |
|
|
|
13.2
ЖЕСТКОЕ
НАРЕЗАНИЕ
РЕЗЬБЫ
МЕТЧИКОМ
Цикл нарезания резьбы (G84) и цикл нарезания левой резьбы (G74) может выполняться в стандартном режиме или в режиме жесткого нарезания резьбы.
Встандартномрежимешпиндельвращается (спериодическими остановами) с перемещением вдоль оси нарезания резьбы, что происходит благодаря использованию смешанных функций M03 (вращающей шпиндель по часовой стрелке), M04 (вращающей шпиндель против часовой стрелки) и M05 (останавливающей шпиндель) для выполнения нарезания резьбы. В жестком режиме нарезание резьбы выполняется с помощью управления двигателем шпинделя как серводвигателем и интерполяцией между осью нарезания резьбы и шпинделем.
При нарезании резьбы в жестком режиме шпиндель поворачивается на один оборот каждый раз при определенной подаче (шаг резьбы) вдоль оси нарезания резьбы. Эта операция не меняется даже при ускорении и замедлении.
Жесткий режим иллюстрирует необходимость использования плавающего метчика в стандартном режиме нарезания резьбы, что приводит к более быстрому и точному нарезанию резьбы.
169
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
|
|
|
|
|
|
ПРОГРАММИРОВАНИЯ |
|
ПРОГРАММИРОВАНИE |
|
B-64144RU/01 |
||
13.2.1 |
Когда двигатель шпинделя управляется в жестком режиме как |
|||||
Жесткое нарезание |
серводвигатель, цикл нарезания резьбы может быть ускорен. |
|||||
|
|
|
|
|
|
|
резьбы (G84) |
|
|
|
|
|
|
Формат |
G84 X_ Y_ Z_ R_ P_ F_ K_ ; |
|
|
|||
X_ Y_ : Данные позиции отверстия |
|
|||||
|
|
|||||
|
Z_ |
: Расстояние от точки R до основания отверстия |
||||
|
|
позиции основания отверстия |
|
|||
|
R_ |
: Расстояние от исходного уровня до уровня точки R |
||||
|
Р_ |
: Время задержки у основания отверстия и в точке К при |
||||
|
|
выполнении возврата |
|
|
||
|
F_ |
: Рабочая подача |
|
|
||
|
K_ |
: Число повторов (только при необходимости повторов) |
||||
|
G84.2 X_ Y_ Z_ R_ P_ F_ L_ ; (Формат FS15) |
|
||||
|
L_ |
: Число повторов (только при необходимости повторов) |
||||
|
|
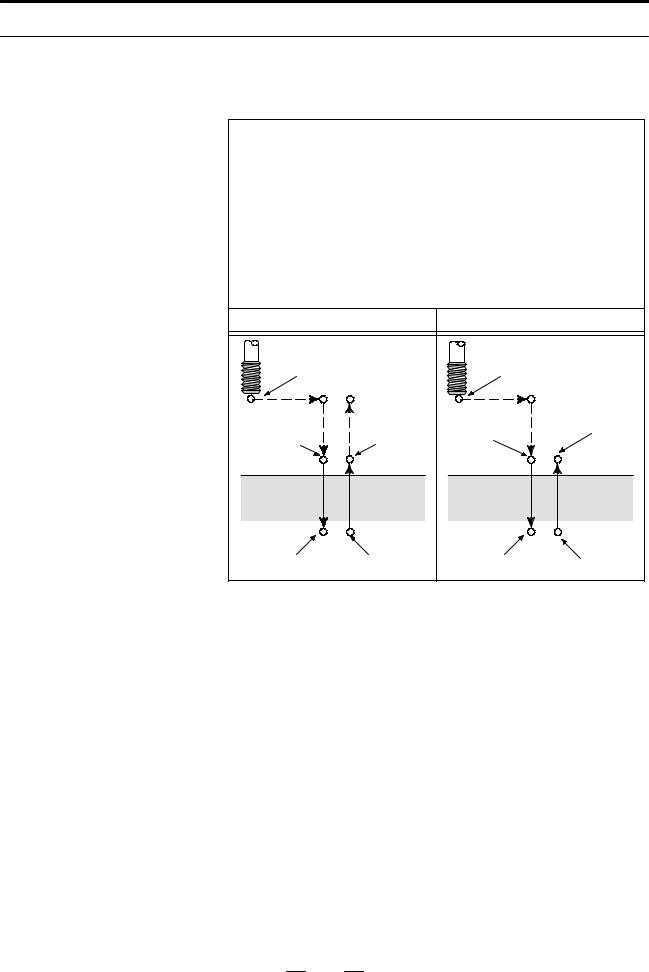
G84(G98) |
|
G84(G99) |
||
|
|
Остановка |
|
|
|
|
|
|
шпинделя |
Исходный |
Остановка |
|
|
|
|
|
уровень |
шпинделя |
|
|
|
|
|
|
|
||
|
Операция 1 |
Операция 6 |
Вращение |
Остановка |
||
|
Операция 2 |
|||||
|
|
Остановка |
шпинделя по |
шпинделя |
||
|
Вращение |
|
||||
|
|
шпинделя |
часовой |
|
||
|
шпинделя |
P |
|
|||
|
|
стрелке |
P |
|||
|
по часовой |
|
||||
|
|
|
|
Уровень |
||
|
стрелкеТочка R |
|
|
Точка R |
||
|
|
|
точки R |
|||
|
Операция 3 |
Операция 5 |
|
|
||
|
|
|
Точка Z |
|
Точка Z |
|
|
|
|
P |
Вращение |
P |
Вращение |
|
|
|
шпинделя |
шпинделя |
||
|
|
|
|
Остановка |
||
|
Остановка Операция 4 |
против |
против |
|||
|
шпинделя |
|
часовой |
шпинделя |
часовой |
|
|
|
стрелки |
|
стрелки |
||
|
|
|
|
|
||
Пояснения |
После позиционирования вдоль осей X и Y выполняется |
|
форсированная продольная подача до точки R. Нарезание |
|
резьбы выполняется от точки R до точки Z. По завершении |
|
нарезания резьбы шпиндель останавливается и выполняется |
|
задержка. Затем шпиндель начинается вращаться в обратном |
|
направлении, инструмент отводится до точки R, после чего |
|
шпиндельостанавливается. Затемвыполняетсяфорсированная |
|
продольная подача до исходного уровня. Во время нарезания |
|
резьбы коэффициенты коррекции вручную скорости подачи и |
|
шпинделя полагаются равными 100%. Вместе с тем, скорость |
|
извлечения (операция 5) можетбытьскорректированадо2000% |
|
в зависимости от установки бита 4 (DOV) параметра ном. 5200, |
|
бита 3 (OVU) параметра ном. 5201 и параметра ном. 5211. |
D Жесткий режим |
Жесткий режим может быть задан одним из следующих |
|
способов: |
Задайте M29 S***** перед командой нарезания резьбы.
Задайте M29 S***** в блоке, который содержит команду нарезания резьбы метчиком.
Задайте G84 для жесткого нарезания резьбы. (Параметр G84 ном. 5200 #0 установлен на значение 1).
170

|
|
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
ПРОГРАММИРОВАНИЯ |
|
|
|
D Шаг резьбы |
Врежимеподачиза однуминуту шагрезьбы устанавливаетсяиз |
|
|
выражения, скорость подачи × скорость шпинделя. В режиме |
|
|
подачи за один оборот шаг резьбы равен скорости подачи. |
|
D Коррекция на длину |
Когда в постоянном цикле задается коррекция на длину |
|
инструмента |
инструмента(G43, G44 или G49), коррекция выполняется во |
|
|
время позиционирования в точке R. |
|
D Команда формата |
Жесткое нарезание резьбы может выполняться посредством |
|
FS10/11 |
команд формата FS10/11. Эти команды используются в |
|
|
соответствииспоследовательностью(включаяпередачуданных |
|
|
в и из PMC), ограничениями и другими условиями жесткого |
|
|
нарезания резьбы для FS 0i. |
|
Ограничения |
|
|
D Смена осей |
Перед изменением оси сверления постоянный цикл должен |
|
|
быть отменен. Если ось сверления изменяется в жестком |
|
|
режиме, подается сигнал тревоги P/S (ном. 206). |
|
D Команда S |
Если задается скорость выше максимальной скорости |
|
|
используемогопривода, подаетсясигналтревогиP/S (ном. 200). |
|
|
Команда S, которая задана при жестком нарезании резьбы, |
|
|
сбрасываетсяприпрограммированииОтменыжесткого нареза- |
|
|
ния резьбы, и условия те же, что и при программировании S0. |
|
D Коэффициент |
Для схемы аналогового управления шпинделя: |
|
распределения |
При задании командой скорости, большей 4096 импульсов, в |
|
шпинделя |
устройствах обнаружения, за 8 мсек, подается сигнал тревоги |
|
|
P/S (ном. 202), таккакрезультаттакойоперациинепредсказуем. |
|
|
Для серийного шпинделя: |
|
|
При задании командой скорости, большей 32767 импульсов, в |
|
|
устройствах обнаружения, за 8 мсек, подается сигнал тревоги |
|
|
P/S (ном. 202), таккакрезультаттакойоперациинепредсказуем. |
|
D Команда F |
Если задается значение, превышающее верхний предел |
|
|
скорости подачи при нарезании, подается сигнал тревоги P/S |
|
|
(ном. 011). |
|
D Устройство команды F |
|
|
|
|
|
Ввод |
Ввод данных |
Комментарии |
|
|
|
метрически |
в дюймах |
|
|
|
х данных |
|
|
|
|
|
|
|
|
G94 |
1 мм/мин |
0,01 дюйм/ |
Допускается |
|
|
|
мин |
программирование с |
|
|
|
|
десятичной |
|
|
|
|
точкой |
|
|
|
|
|
|
G95 |
0,01 мм/ |
0,0001 дюйм/ |
Допускается |
|
|
оборот |
оборот |
программирование с |
|
|
|
|
десятичной |
|
|
|
|
точкой |
D M29 |
|
|
|
|
Если между M29 и G84 задана команда S и перемещение оси, |
||||
|
подаетсясигналтревоги P/S (ном. 203). Есливцикленарезания |
|||
|
резьбы задан M29, подается сигнал тревоги P/S (ном. 204). |
|||
D P |
ЗадайтеP вблоке, которыйвыполняет сверление. Если вблоке, |
|||
|
не имеющего отношения к сверлению, задан R, R не |
|||
|
сохраняется в качестве модальных данных. |
|||
171

13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
|
|
ПРОГРАММИРОВАНИЯ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
|
D Отмена |
НезадавайтеG-кодгруппы01 (G00-G03 илиG00-G60 (когдабит |
|
|
MDL (бит 0 параметра 5431) установлен на значение 1)) и G84 в |
|
|
одном блоке. В противном случае G84 будет отменен. |
|
D Коррекция |
В режиме постоянного |
цикла коррекция на инструмент |
инструмента |
игнорируется. |
|
D Перезапуск |
Любая программа не может быть возобновлена во время |
|
программы |
жесткого нарезания резьбы. |
|
Примеры |
Скорость подачи по оси Z 1000 мм/мин |
|
|
Скорость шпинделя 1000 мин-1 |
|
|
Шаг резьбы 1,0 мм |
|
|
<Программирование подачи за одну минуту> |
|
|
G94 ; |
Задайте команду подачи за один оборот. |
|
G00 X120.0 Y100.0 ; |
Позиционирование |
|
M29 S1000 ; |
Спецификация жесткого режима |
|
G84 Z-100.0 R-20.0 F1000 ; |
Жесткое нарезание резьбы |
|
<Программирование подачи за один оборот> |
|
|
G95 ; |
Задайте команду подачи за один оборот. |
|
G00 X120.0 Y100.0 ; |
Позиционирование |
|
M29 S1000 ; |
Спецификация жесткого режима |
|
G84 Z-100.0 R-20.0 F1,0 ; Жесткое нарезание резьбы метчиком |
|
172

|
|
|
|
|
|
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
|
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
ПРОГРАММИРОВАНИЯ |
|||||
13.2.2 |
Когда двигатель шпинделя управляется в жестком режиме как |
||||||
Цикл нарезания |
серводвигатель, циклы нарезания резьбы могут быть ускорены. |
||||||
|
|
|
|
|
|
|
|
левой резьбы (G74) |
|
|
|
|
|
|
|
Формат |
|
|
|
|
|
|
|
|
G74 X_ Y_ Z_ R_ P_ F_ K_ ; |
|
|
||||
|
X_ Y_ |
: Данные позиции отверстия |
|
||||
|
Z_ |
: Расстояние от точки R до основания отверстия и |
|||||
|
|
|
позиции основания отверстия |
|
|||
|
R_ |
: Расстояние от исходного уровня до уровня точки R |
|||||
|
Р_ |
: Время задержки у основания отверстия и в точке R при |
|||||
|
|
|
выполнении возврата. |
|
|
||
|
F_ |
: Рабочая подача |
|
|
|||
|
K_ |
: Число повторов (только при необходимости повторов) |
|||||
|
G84.3 X_ Y_ Z_ R_ P_ F_ L_ ; (Формат FS15) |
|
|||||
|
L_ |
|
: Число повторов (только при необходимости повторов) |
||||
|
|
|
G74 (G98) |
|
G74 (G99) |
||
|
Остановка |
|
|
Остановка |
|
||
|
шпинделя |
|
|
|
|||
|
|
|
шпинделя |
|
|||
|
|
|
|
Исходный |
|
||
|
|
|
|
|
|
||
|
|
|
|
уровень |
|
|
|
|
Операция 1 |
Операция 6 |
Вращение |
Остановка |
|||
|
Операция 2 |
||||||
|
Вращение |
|
Остановка |
шпинделя |
шпинделя |
||
|
шпинделя |
|
P |
шпинделя |
против |
|
|
|
против |
|
|
Уровень |
часовой |
P Уровень |
|
|
часовой |
|
|
|
стрелки |
||
|
стрелки Точка R |
|
точки R |
Точка R |
точки R |
||
|
Операция 3 |
Операция 5 |
|
|
|||
|
|
|
P |
Точка Z |
P |
Точка Z |
|
|
|
|
|
Вращение |
Вращение |
||
|
Остановка |
Операция 4 |
шпинделя |
Остановка |
шпинделя |
||
|
шпинделя |
|
|
|
по часовой |
шпинделя |
по часовой |
|
|
|
|
|
стрелке |
|
стрелке |
Пояснения |
После позиционирования вдоль осей X и Y выполняется |
|
форсированная продольная подача до точки R. |
|
Нарезание резьбы выполняется от точки R до точки Z. По |
|
завершении нарезания резьбы шпиндель останавливается и |
|
выполняется задержка. Затем шпиндель поворачивается в |
|
обычномнаправлении, инструментотводитсядоточкиR, после |
|
чего шпиндель останавливается. Затем выполняется |
|
форсированная продольная подача до исходного уровня. |
|
Во время нарезаниярезьбыкоэффициентыкоррекциивручную |
|
скорости подачи и шпинделя полагаются равными 100%. |
|
Вместе с тем, скорость извлечения (операция 5) может быть |
|
скорректирована до 2000% в зависимости от установки бита 4 |
|
(DOV) параметра 5200, бита 3 (OVU) параметра ном. 5201 и |
|
параметра ном. 5211. |
173

13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
|
|
ПРОГРАММИРОВАНИЯ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
D Жесткий режим |
Жесткий режим может быть задан одним из следующих |
|||||
|
способов: |
|
|
|||
|
Задайте M29 S***** перед командой нарезания резьбы. |
|||||
|
Задайте M29 S***** в блоке, который содержит команду |
|||||
|
нарезания резьбы. |
|
|
|||
|
Задайте G84 для жесткого нарезания резьбы. |
|||||
|
(Параметр G84 ном. 5200#0 установлен на значение 1). |
|||||
D Шаг резьбы |
Врежимеподачиза однуминуту шагрезьбы устанавливаетсяиз |
|||||
|
выражения, скорость подачи × скорость шпинделя. В режиме |
|||||
|
подачи за один оборот шаг резьбы равен скорости подачи. |
|||||
D Коррекция на длину |
Когда в постоянном цикле задается коррекция на длину |
|||||
инструмента |
инструмента(G43, G44 или G49), коррекция выполняется во |
|||||
|
время позиционирования в точке R. |
|
||||
D Команда формата |
Жесткое нарезание резьбы может выполняться посредством |
|||||
FS10/11 |
команд формата FS10/11. Эти команды используются в |
|||||
|
соответствииспоследовательностью(включаяпередачуданных |
|||||
|
в и из PMC), ограничениями и другими условиями жесткого |
|||||
|
нарезания резьбы для FS 0i. |
|
||||
Ограничения |
|
|
|
|
|
|
D Смена осей |
Перед изменением оси сверления постоянный цикл должен |
|||||
|
быть отменен. Если ось сверления изменяется в жестком |
|||||
|
режиме, подается сигнал тревоги P/S (ном. 206). |
|||||
D Команда S |
Задание скорости вращения, превышающей максимальную |
|||||
|
скорость используемого привода, приводит к подаче сигнала |
|||||
|
тревоги P/S (ном. 200). |
|
||||
|
Команда S, которая задана при жестком нарезании резьбы, |
|||||
|
сбрасывается припрограммированииОтменыжесткого нареза- |
|||||
|
ния резьбы, и условия те же, что и при программировании S0. |
|||||
D Коэффициент |
Для схемы аналогового управления шпинделя: |
|||||
распределения |
При задании командой скорости, большей 4096 импульсов, в |
|||||
шпинделя |
устройствах обнаружения, за 8 мсек, подается сигнал тревоги |
|||||
|
P/S (ном. 202), таккакрезультаттакойоперациинепредсказуем. |
|||||
|
Для серийного шпинделя: |
|
||||
|
При задании командой скорости, большей 32767 импульсов, в |
|||||
|
устройствах обнаружения, за 8 мсек, подается сигнал тревоги |
|||||
|
P/S (ном. 202), таккакрезультаттакойоперациинепредсказуем. |
|||||
D Команда F |
Задайте значение, которое превышает верхний лимит скорости |
|||||
|
подачи |
при нарезании, приводит к |
подаче сигнала P/S |
|||
|
(ном. 011). |
|
|
|||
D Устройство команды F |
|
|
|
|
|
|
|
|
Ввод |
|
Ввод данных в |
Комментарии |
|
|
|
|
метрических |
|
дюймах |
|
|
|
|
данных |
|
|
|
|
|
|
|
|
|
|
|
G94 |
|
1 мм/мин |
|
0,01 дюйм/мин |
Допускается |
|
|
|
|
|
|
программирование |
|
|
|
|
|
|
с десятичной точкой |
|
|
|
|
|
|
|
|
G95 |
|
0,01 мм/оборот |
|
0,0001 дюйм/оборот |
Допускается |
|
|
|
|
|
|
программирование |
|
|
|
|
|
|
с десятичной точкой |
|
|
|
|
|
|
|
174

|
|
13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
ПРОГРАММИРОВАНИЯ |
|
|
|
D M29 |
Если между M29 и G74 задана команда S и перемещение оси, |
|
|
подается сигнал тревоги P/S (ном. 203). |
|
|
Задание М29 в цикле нарезания резьбы приводит к подаче |
|
|
сигнала тревоги P/S (ном. 204). |
|
D P |
ЗадайтеP вблоке, которыйвыполняет сверление. Если вблоке, |
|
|
не имеющего отношения к сверлению, задан R, R не |
|
|
сохраняется в качестве модальных данных. |
|
D Отмена |
НезадавайтеG-кодгруппы01 (G00-G03 илиG00-G60 (когдабит |
|
|
MDL (бит 0 параметра 5431) установлен на значение 1)) и G84 в |
|
|
одном блоке. В противном случае G84 будет отменен. |
|
D Коррекция |
В режиме постоянного |
цикла коррекция на инструмент |
инструмента |
игнорируется. |
|
Примеры |
Скорость подачи по оси Z 1000 мм/мин |
|
|
Скорость шпинделя 1000 мин-1 |
|
|
Шаг резьбы 1,0 мм |
|
|
<Программирование подачи за один оборот> |
|
|
G94 ; |
Задайте команду подачи за один оборот. |
|
G00 X120.0 Y100.0 ; |
Позиционирование |
|
M29 S1000 ; |
Спецификация жесткого режима |
|
G84 Z-100.0 R-20.0 F1000 ; |
Жесткое нарезание резьбы |
|
<Программирование подачи за один оборот> |
|
|
G95 ; |
Задайте команду подачи за один оборот. |
|
G00 X120.0 Y100.0 ; |
Позиционирование |
|
M29 S1000 ; |
Технические условия жесткого режима |
|
G74 Z-100.0 R-20.0 F1,0 ; Жесткое нарезание резьбы метчиком |
|
175

13. ФУНКЦИИ ДЛЯ УПРОЩЕНИЯ |
|
|
|
|
|
|
|
ПРОГРАММИРОВАНИЯ |
ПРОГРАММИРОВАНИE |
|
|
B-64144RU/01 |
|||
13.2.3 |
Нарезание глубокого отверстия в режиме жесткого нарезания резьбы |
||||||
Цикл жесткого |
может быть затруднено вследствие прилипания стружки к инстру- |
||||||
менту или повышенного сопротивления нарезанию. В таких случаях |
|||||||
нарезания резьбы с |
|||||||
удобен цикл жесткого нарезания резьбы с периодическим выводом |
|||||||
периодическим |
сверла. В этомцикле нарезаниевыполняется несколькораз довыхода |
||||||
выводом сверла |
на основание отверстия. Доступны два цикла жесткого нарезания |
||||||
(G84 или G74) |
резьбы с периодическим выводом сверла: Цикл высокоскоростного |
||||||
нарезания резьбы с периодическим выводом сверла и стандартный |
|||||||
|
|||||||
|
цикл нарезания резьбы с периодическим выводом сверла. Эти циклы |
||||||
|
устанавливаются посредством бита PCP (бита 5) параметра 5200. |
||||||
Формат |
|
|
|
|
|
|
|
|
G84 (или G74) X_ Y_ Z_ R_ P_ Q_ F_ K_ ; |
|
|
||||
|
X_ Y_ |
: Данные позиции отверстия |
|
|
|||
|
Z_ |
: Расстояние от точки R до основания отверстия |
|||||
|
|
позиции основания отверстия |
|
|
|||
|
R_ |
: Расстояние от исходного уровня до уровня точки R |
|||||
|
Р_ |
: Время задержки у основания отверстия и в точке К при |
|||||
|
|
выполнении возврата |
|
|
|
||
|
Q_ |
: Глубина прохода для каждой рабочей подачи |
|
||||
|
F_ |
: Скорость подачи при резании |
|
|
|||
|
K_ |
: Число повторов (если требуется) |
|
|
|||
|
|
G84, G74 (G98) |
|
G84, G74 (G99) |
|||
Цикл высокоскоростного нарезания |
|
d=расстояние отвода |
|
|
|
||
резьбы с периодическим выводом |
|
|
|
|
|
|
|
сверла |
|
|
Исходный |
|
|
|
|
(параметр PCP(ном. 5200#5=0)) |
|
|
|
|
|
||
|
|
уровень |
|
|
|
||
|
|
|
|
|
Уровень |
||
(1) Инструмент работает при |
|
Уровень |
|
|
|||
|
|
|
точки R |
||||
нормальной скорости подачи |
Точка R |
точки R |
Точка R |
|
|||
|
|
||||||
при нарезании. Используется |
|
(1) |
|
|
(1) |
|
|
обычная постоянная времени. |
q |
d |
q |
d |
|||
(2) Отвод может быть скорректи- |
|
(2) |
|
(2) |
|||
|
|
|
|
||||
рован. Используется постоян- |
q |
|
|
q |
|
|
|
ная времени отвода. |
|
d |
|
d |
|||
|
|
|
|
|
|||
|
q |
|
|
q |
|
|
|
Цикл нарезания резьбы с |
|
Точка Z |
|
Точка Z |
|||
|
d=расстояние |
|
|
|
|||
периодическим выводом сверла |
|
|
|
|
|||
(параметр PCP(ном. 5200#5=1)) |
|
начала нарезания |
|
|
|
||
(1) Инструмент работает при нор- |
|
|
Исходный |
|
|
|
|
мальной скорости подачи при |
|
|
уровень |
|
|
Уровень |
|
нарезании. Используется |
|
Уровень |
|
|
|||
обычная постоянная времени. |
Точка R |
точки R |
Точка R |
|
точки R |
||
(2) Отвод может быть скорректиро- |
|
(1) |
(3) |
|
(1) |
(3) |
|
ван. Используется постоянная |
q |
|
q |
|
|||
времени отвода. |
|
(2) |
d |
|
(2) |
d |
|
(3) Отвод может быть скорректиро- |
|
|
|
q |
|
|
|
ван. Используется обычная |
q |
|
d |
|
d |
||
постоянная времени. |
|
|
|
|
|||
|
|
|
|
|
|
||
В цикле жесткого нарезания резьбы |
q |
|
|
q |
|
|
|
в конце каждой операции (1) и (2) в |
|
|
|
|
|||
|
|
|
|
|
|
||
цикле нарезания резьбы с |
|
|
|
|
|
|
|
периодическим выводом сверла |
|
|
|
|
|
|
|
выполняется проверка |
|
|
|
|
|
|
|
позиционирования в заданной точке. |
|
Точка Z |
|
|
Точка Z |
||
|
|
176 |
|
|
|
|
|