

Fanuc SOi mate-md
.pdfB-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
|
|
|
Ограничения |
Скорость ускоренного подвода не может задаваться в адресе F. |
|
|
Даже если задается позиционирование при линейной интер- |
|
поляции, в следующих случаях используется позицио- нирование при нелинейной интерполяции. Следовательно, обязательно убедитесь в том, что инструмент не ударяется о заготовку.
D G28, задающий позиционирование между референтным положением и промежуточным положением.
D G53
37
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
4.2
ПОЗИЦИОНИРОВАНИЕ В ОДНОМ НАПРАВЛЕНИИ
(G60)
Формат
Пояснения
Примеры
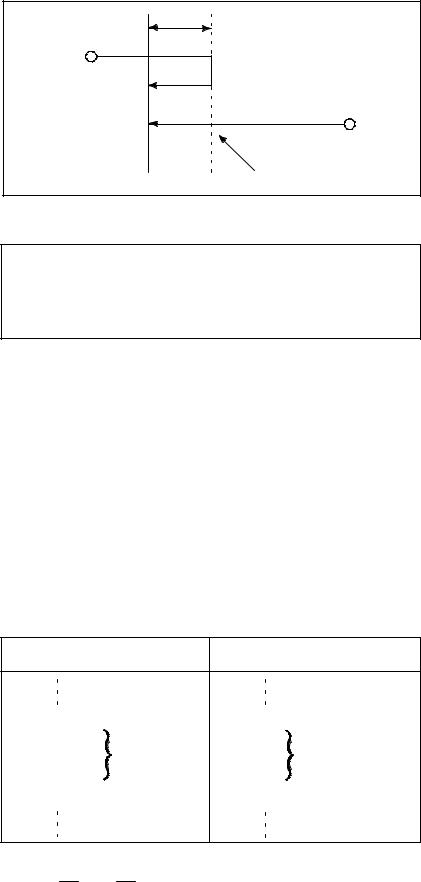
Для достижения точного позиционирования без зазора (мертвого хода) станка выполняется окончательное позицио- нирование из одного направления.
Перебег
Начальное
положение
Начальное
положение
Временная остановка
Конечное положение
G60 IP_;
IP_ :Для абсолютной команды - координаты конечной позиции; для инкрементной команды - расстояние, на которое перемещается инструмент.
Перебег и направление позиционирования устанавливаются параметром ном. 5440. Даже если заданное направление позиционирования совпадает с направлением, установленным параметром, инструмент все равно останавливается сразу перед конечной точкой. G60, являющийся одноразовым G-кодом, можетиспользоватьсявкачествемодального G-кодавгруппе01 посредством установки параметра на 1 (ном. 5431 бит 0 MDL). Эта настройка позволяет не задавать команду G60 в каждом блоке. Другие характеристики аналогичны характеристикам, присущим одноразовой команде G60.
Если в режиме позиционирования одного направления задан одноразовый G-код, одноразовая G-команда действует анало- гично G-кодам в группе 01.
Если используются |
Если используется |
||||
одноразовые команды G60 |
модальная команда G60 |
||||
|
|
|
|
Начало режима |
|
G90; |
|
|
G90G60; |
позиционирования в |
|
|
|
одном направлении |
|||
G60 |
X0Y0; |
Позициониро- |
X0Y0; |
Позициониро- |
|
G60 |
X100; |
X100; |
вание в одном |
||
G60 |
Y100; |
вание в одном |
Y100; |
направлении |
|
направлении |
|
||||
G04 |
X10; |
G04X10; |
Отмена режима |
||
|
|||||
G00 |
X0Y0; |
|
G00X0 Y0; |
позиционирования |
|
|
в одном |
||||
|
|
|
|
||
|
|
|
|
направлении |
|
38

B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
|
|
|
Ограничения |
D Во время постоянного цикла для сверления по оси Z не |
|
осуществляется позиционирования в одном направлении.
D Неосуществляется позиционированиеводномнаправлении по оси, для которой перебег установлен параметром.
D Если задается перемещение на расстояние 0, позициониро- вание в одном направлении не осуществляется.
D Зеркальноеотображениеневлияетнанаправление, заданное параметром.
D Позиционирование в одном направлении не применяется к перемещению в постоянных циклах G76 и G87.
39
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
4.3 |
Инструменты могут перемещаться вдоль линии |
|
ЛИНЕЙНАЯ
ИНТЕРПОЛЯЦИЯ
(G01)
Формат
|
|
G01IP _F_; |
|
|
|
|
|
|
|
||
|
|
IP_: Для абсолютной команды - координаты конечной позиции; |
|||||||||
|
|
для инкрементной команды - расстояние, на которое |
|||||||||
|
|
перемещается инструмент. |
|
|
|
|
|
|
|
||
|
|
F_: Скорость подачи инструмента (скорость подачи) |
|||||||||
Пояснения |
|
|
|
|
|
|
|
|
|
||
Инструмент перемещается вдоль линии в заданное положение |
|||||||||||
|
со скоростью подачи, заданной в F. |
|
|
|
|
|
|
|
|||
|
Скорость подачи, заданная в F, действует до ввода нового |
||||||||||
|
значения. Нет необходимости задавать ее в каждом блоке. |
||||||||||
|
Скорость подачи, заданная F-кодом, измеряется вдоль |
||||||||||
|
траектории движения инструмента. Если F-код не задан, |
||||||||||
|
скорость подачи считается равной нулю. |
|
|
||||||||
|
Скорость подачи в направлении каждой оси - следующая. |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
G01ααββγγ Ff ; |
|
|
|
|
|
|
|
||
|
|
Скорость подачи в направлении оси α: |
α |
|
α |
×f |
|
||||
|
|
|
|
|
F |
= L |
|
||||
|
|
Скорость подачи в направлении оси β: |
Fβ = |
β |
× f |
|
|||||
|
|
|
|
|
|||||||
|
|
L |
|
||||||||
|
|
Скорость подачи в направлении оси γ: |
|
|
|
γ |
×f |
|
|||
|
|
|
|
|
|
|
|
||||
|
|
Fγ = L |
|
||||||||
|
|
|
|
|
|
||||||
|
|
L = α2 + β2 + γ2 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||
|
При одновременном управлении 3-мя осями скорость подачи |
||||||||||
|
подсчитывается так же, как при управлении 2-мя осями. |
||||||||||
Примеры |
|
|
|
|
|
|
|
|
|
|
|
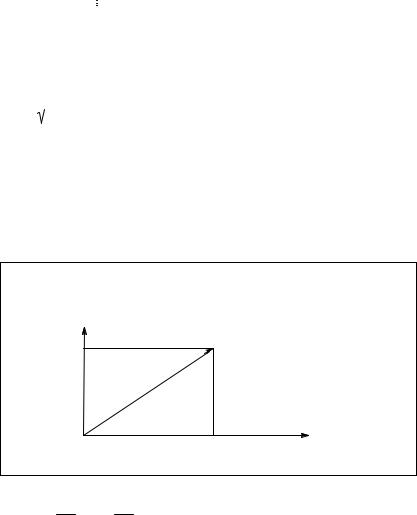
DЛинейная
интерполяция
(G91) G01X200.0Y100.0F200.0 ;
Ось Y
100.0 (Конечная позиция)
(Конечная позиция)
Ось X
0 (Начальная позиция) 200.0
40

B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
|
|
|
4.4
КРУГОВАЯ
ИНТЕРПОЛЯЦИЯ
(G02, G03)
Формат
Приведенная ниже команда приводит к перемещению инструмента по дуге окружности.
Дуга в плоскости XpYp |
|
|
|
|||
G17 |
G02 |
Xp_Yp_ |
I_J_ |
F_ ; |
|
|
|
|
|
||||
G03 |
R_ |
|
||||
|
|
|
|
|||
|
|
|
|
|
|
|
Дуга в плоскости ZpXp |
|
|
|
|||
G18 |
G02 |
Xp_ p_ |
I_K_ |
F_ |
|
|
|
|
|
||||
G03 |
R_ |
|
||||
|
|
|
|
|||
Дуга в плоскости YpZp |
|
|
|
|||
G19 |
G02 |
Xp_Yp_ |
J_K_ |
F_ |
|
|
G03 |
R_ |
|
|
|||
|
|
|
|
|||
|
|
|
|
|||
|
Таблица 4.4 Описание формата команд |
|
||||
|
|
|
|
|
||
Команда |
|
|
Описание |
|
||
|
|
|
|
|
||
G17 |
|
|
Указание дуги в плоскости XpYp |
|
||
|
|
|
|
|
||
G18 |
|
|
Указание дуги в плоскости ZpXp |
|
||
|
|
|
|
|
||
G19 |
|
|
Указание дуги в плоскости YpZp |
|
||
|
|
|
|
|
|
|
G02 |
|
|
Круговая интерполяция |
|
|
|
|
|
|
Направление по часовой стрелке (ПЧС) |
|
||
|
|
|
|
|
|
|
G03 |
|
|
Круговая интерполяция |
|
|
|
|
|
|
Направление против часовой стрелки (ПРЧС) |
|
||
|
|
|
|
|
||
Xp_ |
|
|
Значения команд по оси X или параллельной ей оси |
|
||
|
|
|
(задается параметром ном. 1022) |
|
||
|
|
|
|
|
||
Yp_ |
|
|
Значения команд по оси Y или параллельной ей оси |
|
||
|
|
|
(задается параметром ном. 1022) |
|
||
|
|
|
|
|
||
Zp_ |
|
|
Значения команд по оси Z или параллельной ей оси |
|
||
|
|
|
(задается параметром ном. 1022) |
|
||
|
|
|
|
|
||
I_ |
|
|
Расстояние по оси Xp от начальной точки до центра |
|
||
|
|
|
дуги со знаком |
|
|
|
|
|
|
|
|
||
J_ |
|
|
Расстояние по оси Yp от начальной точки до центра |
|
||
|
|
|
дуги со знаком |
|
|
|
|
|
|
|
|
||
K_ |
|
|
Расстояние по оси Zp от начальной точки до центра |
|
||
|
|
|
дуги со знаком |
|
|
|
|
|
|
|
|
|
|
R_ |
|
|
Радиус дуги (со знаком) |
|
|
|
|
|
|
|
|
|
|
F_ |
|
|
Скорость подачи по дуге |
|
|
|
|
|
|
|
|
|
|
41
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ B-64144RU/01
Пояснения
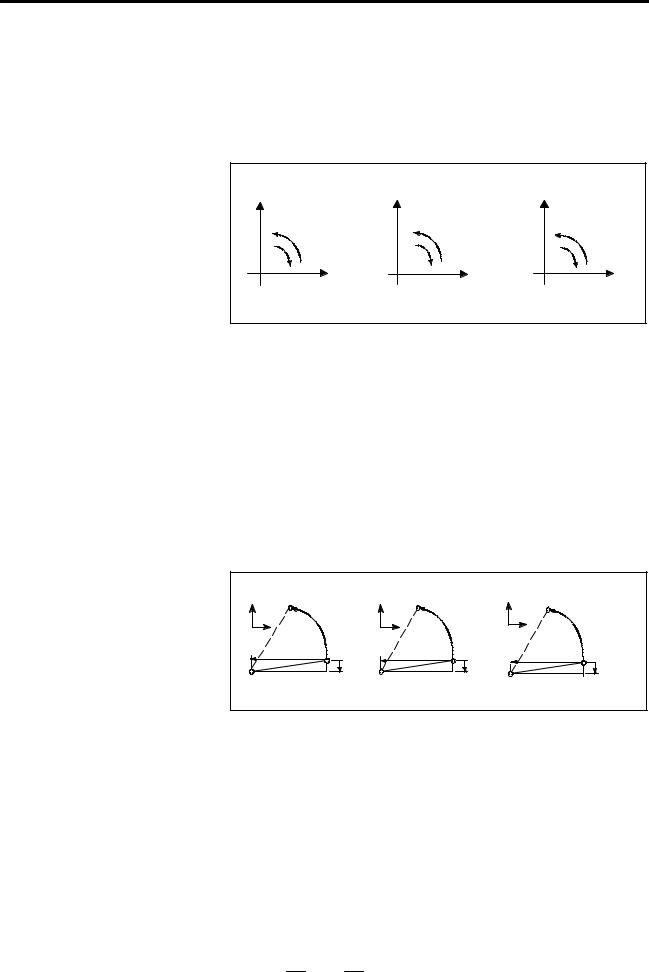
D Направление круговой |
“По часовой стрелке” (G02) и “против часовой стрелки” (G03) |
||
интерполяции |
в плоскости XpYp |
(плоскости ZpXp или |
плоскости YpZp) |
|
определяется, еслипосмотретьнаплоскостьXpYp внаправлении |
||
|
отплюсакминусупо оси Zp (осиYp илиоси Xp соответственно) |
||
|
в декартовой системе координат. Смотрите рисунок ниже. |
||
|
Yp |
Xp |
Zp |
|
G03 |
G03 |
G03 |
|
G02 |
G02 |
G02 |
|
Xp |
Zp |
Yp |
|
G17 |
G18 |
G19 |
D Расстояние, |
Конечная точка дуги задается |
в адресе Xp, Yp |
или Zp и |
|||||
пройденное по дуге |
выражается |
в виде |
абсолютного значения или значения в |
|||||
|
приращениях в соответствии с G90 или G91. Для значения в |
|||||||
|
приращениях указывается расстояние от конечной точки, |
|||||||
|
видимой от начальной точки дуги. |
|
|
|||||
D Расстояние от |
Центр дуги задан адресами I, J и K для Xp, Yp, и осей Zp |
|||||||
начальной |
соответственно. Однако, числовоезначение, следующеезаI, J и |
|||||||
точки до центра дуги |
К, является составляющей вектора, в которомцентр дугивиден |
|||||||
|
изначальнойточки, ивсегдазадаетсякакзначениеприращения, |
|||||||
|
независимо от G90 и G91, как показано ниже. |
|
||||||
|
I, J и К должны быть отмечены в соответствии с направлением. |
|||||||
|
Конечная точка (x,y) |
Конечная точка (z,x) |
Конечная точка (y,z) |
|||||
|
y |
|
|
x |
|
z |
y |
|
|
x |
|
Начальная z |
|
|
|
||
|
i |
k |
Начальная |
j |
Начальная |
|||
|
|
|
точка |
|
|
точка |
|
точка |
|
|
|
j |
|
|
i |
|
k |
|
Центр |
|
|
Центр |
|
|
Центр |
|
Можно пропустить I0, J0 и К0. Если пропущены Xp, Yp и Zp (конечная точка та же, что и начальная точка), а центр задается I, J и K, то задается дуга (окружность) 360°.
G021; Команда для круга
Еслирасстояниемеждурадиусомвначальнойточке ирадиусом в конечной точке превышает допустимое значение, заданное в параметре ном. 3410, выдается сигнал тревоги.
42
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
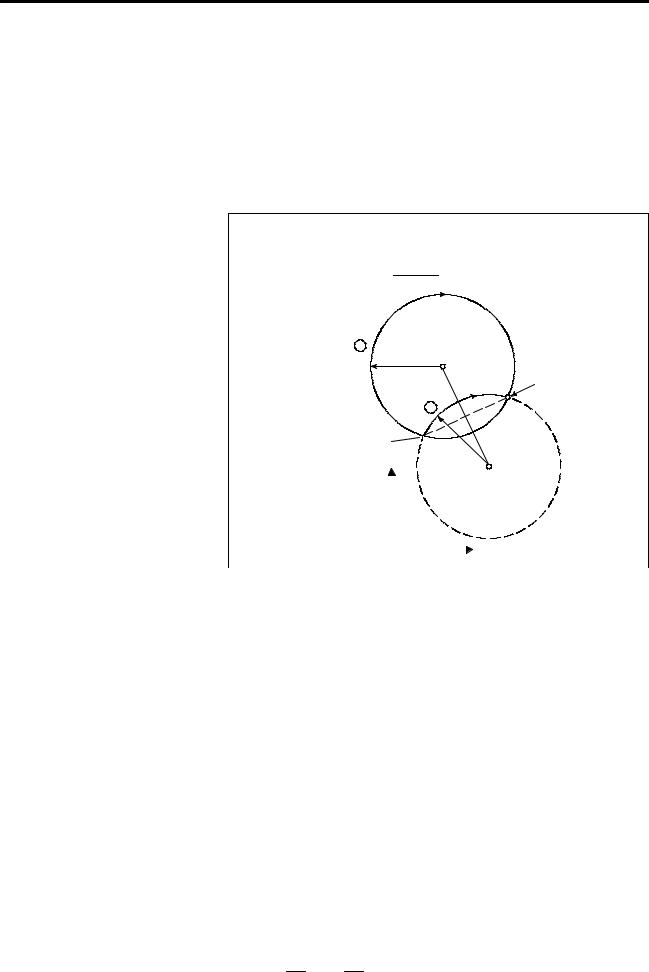
D Радиус дуги |
Расстояние между дугой и центром окружности, которая |
|
|
содержит дугу, может быть задано с помощью радиуса R |
|
|
окружности вместо I, J и K. |
|
|
Вэтомслучаеоднадугаменьше180°, адругаябольше180°. Если |
|
|
программируется дуга, превышающая 180°, радиус должен быть |
|
|
задансотрицательнымзначением. Еслипропущены Xp, Yp иZp |
|
|
иконечнаяточкаразмещаетсявтойжепозиции, чтоиначальная |
|
|
точка, а также используется R, то программируется дуга 0° |
|
|
G02R ; (Резец не перемещается). |
|
|
Для дуги (1)(менее 180°) |
|
|
G91 G02 XP60,0 YP20,0 R50,0 F300,0 ; |
|
|
Для дуги (2)(более 180°) |
|
|
G91 G02 XP60,0 YP20,0 R-50,0 F300,0 ; |
|
|
2 |
|
|
r=50мм |
|
|
|
Конечная точка |
|
1 |
|
Начальная точка 
 r=50мм
r=50мм
Y
|
|
|
X |
|
|
|
|
||
|
|
|
|
|
D Скорость подачи |
Скорость подачи при круговой интерполяции равна скорости |
|||
|
подачи, заданной F-кодом, а скорость подачи вдоль дуги |
|||
|
(скорость подачи по касательной к дуге) поддерживается на |
|||
|
уровне заданной скорости подачи. |
|||
|
Погрешностьмеждузаданнойскоростьюподачиифактической |
|||
|
скоростью подачи инструмента равна ±2% или меньше. Вместе |
|||
|
с тем эта скорость подачи измеряется вдоль дуги после |
|||
|
применения коррекции на резец |
|||
Ограничения |
Если одновременно задаются I, J, K и R, то задается дуга, |
|||
|
задаваемая адресом R, а другие дуги пропускаются. |
|||
|
Если задается ось, не содержащая заданную плоскость, |
|||
|
отображается сигнал тревоги. |
|||
|
Например, если при заданной плоскости XY ось U задана как |
|||
|
параллельнаяосиX, отображаетсясигналтревогиP/S (ном.028). |
|||
|
Если задана дуга с центральным углом, близким к 180°, в |
|||
|
рассчитанных координатах центра может содержаться ошибка. |
|||
|
В этом случае задайте центр дуги с помощью I, J и K. |
|||
43
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ ПРОГРАММИРОВАНИЕ B-64144RU/01
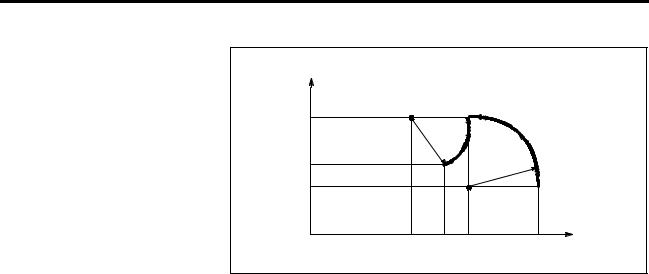
Примеры
Ось Y |
|
|
|
|
100 |
|
|
|
|
|
|
50R |
|
|
60 |
|
60R |
|
|
40 |
|
|
|
|
0 |
90 |
120 140 |
200 |
Ось X |
|
|
Указаннаявышетраекториядвиженияинструментаможетбыть запрограммирована следующим образом ;
(1) В абсолютном программировании
G92X200.0 Y40.0 Z0 ;
G90 G03 X140.0 Y100.0R60.0 F300. ;
G02 X120.0 Y60.0R50.0 ;
или |
|
|
G92X200.0 Y40.0 Z0 ; |
|
|
G90 |
G03 X140.0 Y100.0I--- |
60.0 F300. ; |
G02 |
X120.0 Y60.0I---50.0 ; |
|
(2) В инкрементном программировании
G91 |
G03 X--- |
60.0 Y60.0 |
R60.0 F300. ; |
|
|||
G02 |
X--- |
20.0 |
Y--- |
40.0 |
R50.0 ; |
|
|
или |
|
|
|
|
|
|
|
G91 |
G03 X--- |
60.0 Y60.0 |
I---60.0 F300. |
; |
|||
G02 |
X--- |
20.0 |
Y--- |
40.0 |
I--- |
50.0 ; |
|
44
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
|
|
|
4.5
ВИНТОВАЯ
ИНТЕРПОЛЯЦИЯ
(G02, G03)
Формат
Пояснения
Ограничения
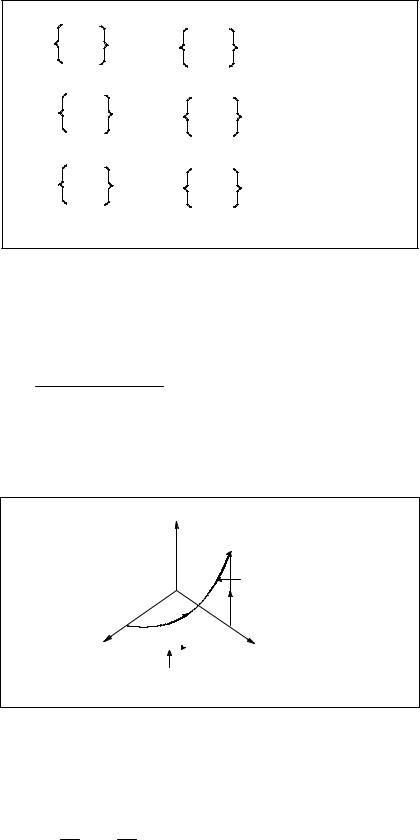
Винтоваяинтерполяция, прикоторойпроисходитперемещение по спирали, включается, если задается до двух других осей, перемещение по которым происходит синхронно с круговой интерполяцией, заданной командами кругового перемещения.
Синхронно с дугой плоскости XpYp |
|
||||
G17 |
G02 |
Xp_Yp_ |
I_J_ |
α_(β_)F_; |
|
|
|||||
G03 |
|
||||
|
R_ |
||||
|
|
|
|||
|
|
|
|
||
Синхронно с дугой плоскости ZpXp |
|
||||
G18 |
G02 |
Xp_Zp |
I_K_ |
α_(β_)F_; |
|
|
|||||
G03 |
R_ |
||||
|
|||||
|
_ |
|
|||
|
|
|
|
||
Синхронно с дугой плоскости YpZp |
|
||||
G19 |
G02 |
Xp_Yp_ |
J_K_ |
α_(β_)F_; |
|
|
|
||||
|
G03 |
R_ |
|||
|
|
|
|||
α, β: Любая одна ось, по которой не применяется круговая интерполяция. Можно задать до двух осей.
Метод программирования состоит в добавлении только или в качестве вспомогательной оси, по которой задается переме- щение и которая не является осью круговой интерполяции (Смотрите Раздел II-4.4). F-команда задает скорость подачи по дугеокружности. Следовательно, скоростьподачиполинейной оси следующая:
Длина линейной оси
F×
Длина дуги окружности
Установите скорость подачи так, чтобы скорость подачи линейной оси не превышала какое-либо из различных предельных значений. Бит 0 (HFC) параметра ном. 1404 может быть использован, чтобы скорость подачи линейной оси не превышала различные предельные значения.
Z
Траектория движения инструмента
X  Y
Y
Скорость подачи по окружности двух осей с заданной круговой интерполяцией является заданной скоростью подачи.
Коррекция на режущий инструмент применяется только для дуги окружности. Коррекциянаинструментикоррекциянадлинуинструментане могут использоваться в блоке, в котором запрограммирована винтовая интерполяция.
45
4. ФУНКЦИИ ИНТЕРПОЛЯЦИИ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
4.6
НАРЕЗАНИЕ РЕЗЬБЫ
(G33)
Формат
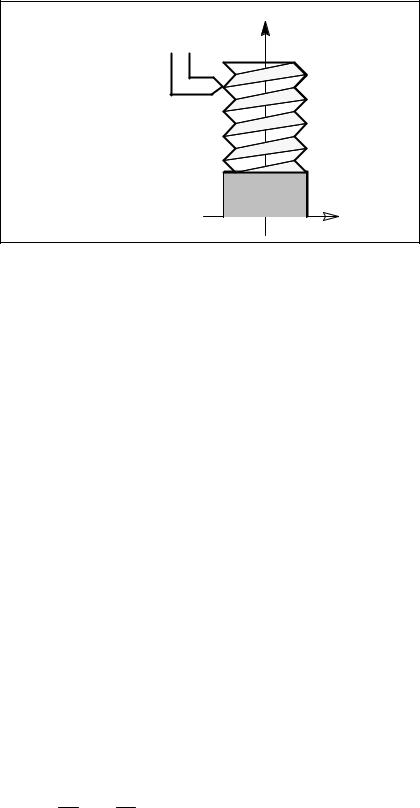
Можно нарезать прямую резьбу с постоянным шагом. Позиционное кодирующее устройство, установленное на шпинделе, считывает скорость шпинделя в реальном времени. Считанная скорость шпинделя преобразовывается в скорость подачи за одну минуту (подачи инструмента).
G33 IP_ F_ ; |
Z |
|
|
F : Шаг по направления длинной оси |
|
|
Заготовка |
 X
X
Объяснения Как правило, нарезание резьбы повторяют по одной и той же траектории движения инструмента от черновой обработки до чистовой обработки винта. Поскольку нарезание резьбы начинается, когда шифратор положения на шпинделе выдает сигнал ”1-оборот”, нарезание резьбы начинается в фиксиро- ванной точке, а траектория движения инструмента не меняется и при повторном нарезании резьбы. Обратите внимание на то, что скорость шпинделя должна оставаться постоянной на протяжениичерновойобработкиидочистовойобработки. Если это условие не соблюдается, резьба выполняется с неверным шагом.
Главным образом, запаздывание сервосистемы и т.п. приводит к возникновению не совсем верных шагов в начальной и конечной точках нарезания резьбы. Для коррекции этого эффекта следует задать длину нарезания резьбы несколько больше, чем требуется.
В таблице 4.6 приводится перечень диапазонов значений шага резьбы.
Таблица 4.6 Диапазоны допустимых размеров шага
|
Наименьшее |
Диапазон программного |
|
|
программируемое |
||
|
значения шага |
||
|
приращение |
||
|
|
||
|
|
|
|
|
0,001 мм |
F1 - F50000 (0,01 - 500,00мм) |
|
Ввод |
|
|
|
0,0001 мм |
F1 - F50000 (0,01 - 500,00мм) |
||
данных в мм |
|||
|
|
||
|
|
|
|
|
0.0001 дюйма |
F1F99999 |
|
Ввод |
|
(0,0001- 9,9999 дюймов) |
|
данных в |
|
|
|
0,00001 дюйма |
F1F99999 |
||
дюймах |
|||
|
(0,0001- 9,9999 дюймов) |
||
|
|
||
|
|
|
46