

Fanuc SOi mate-md
.pdfB-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
7. СИСТЕМА КООРДИНАТ |
|
|
|
7.2.5
Добавление систем координат заготовки
(G54.1 или G54)
Формат
DВыбор
дополнительных систем координат заготовки
DУстановление величины смещения точки отсчета заготовки в дополнительных системах координат
Пояснения
DУстановка
дополнительных систем координат заготовки
Кроме шести систем координат заготовки (стандартных систем координат заготовки), выбираемых с помощью G54 - G59, можно использовать 48 дополнительных систем координат заготовки (дополнительные системы координат заготовки). Или же можно использовать до 300 дополнительных систем координат заготовки.
G54.1Pn ; или G54Pn ;
Pn : Коды, задающие дополнительные системы координат заготовки
n : от 1 до 48
G10L20 Pn IPIP_;
Pn : Коды, задающие систему координат заготовки для установки величины коррекции точки отсчета заготовки
n : от 1 до 48
IP_ : Адреса оси и величина, заданная в качестве точки отсчета заготовки OFFSET
Если P-код задан вместе с G54.1 (G54), выбирается соответст- вующая система координат из дополнительных систем коор- динатзаготовки(от1 до48). Выбраннаясистемакоординатзаго- товкидействительнадо выборадругойсистемыкоординатзаго- товки. Стандартнаясистемакоординатзаготовки1 (выбираемая с помощью G54) выби- рается при включении питания.
G54.1 P1 . . . Дополнительная система координат заготовки 1 G54.1 P2 . . . . Дополнительная система координат заготовки 2
G54.1 P48 . . Дополнительнаясистемакоординатзаготовки48
Каки встандартных системахкоординат заготовки, следующие операции могут быть выполнены для коррекции точки отсчета заготовки в дополнительной системе координат заготовки:
(1)ФункциональнаяклавишаOFFSET можетбытьиспользована для отображения и установки значения коррекции точки отсчета заготовки.
(2)Функция G10 включает подлежащее установке величину коррекции точки отсчета заготовки с помощью програм- мирования (смотрите II-7.2.3).
(3)Макропрограмма пользователя позволяет обрабатывать ве- личину коррекции точки отсчета заготовки, как с системной переменной.
(4)Данные коррекции точки отсчета заготовки могут быть введены или выведены как внешние данные.
(5)ФункцияокнаППУвключаетсчитываниеданныхкоррекции точки отсчета заготовки в качестве модальных данных программной команды.
87

7. СИСТЕМА КООРДИНАТ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
D Установление |
Если задана абсолютная величина коррекции точки отсчета |
|
величины коррекции |
заготовки, заданное значение становится новым значением |
|
точки отсчета |
коррекции. Если величина коррекции точки отсчета заготовки |
|
заготовки в |
задана приращением, заданная величина прибавляется к |
|
дополнительных |
текущейвеличинекоррекциидляобразованияновойвеличины |
|
системах координат |
коррекции. |
|
Ограничения |
|
|
D Ввод P-кодов |
P-код должен быть задан после G54.1 (G54). Если за G54.1 не |
|
|
следует P-код в том же блоке, |
полагается дополнительная |
система координат заготовки 1 (G54.1P1).
Если в P-коде задано значение вне заданного диапазона, выдается сигнал тревоги P/S (ном. 030).
P-коды, отличные от численных значений коррекции заготовки, не могут быть заданы в блоке G54.1 (G54).
Пример) G54.1 (G54) G04 P1000 ;
88
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
7. СИСТЕМА КООРДИНАТ |
|
|
|
7.3
ЛОКАЛЬНАЯ
СИСТЕМА
КООРДИНАТ
Формат
Пояснения
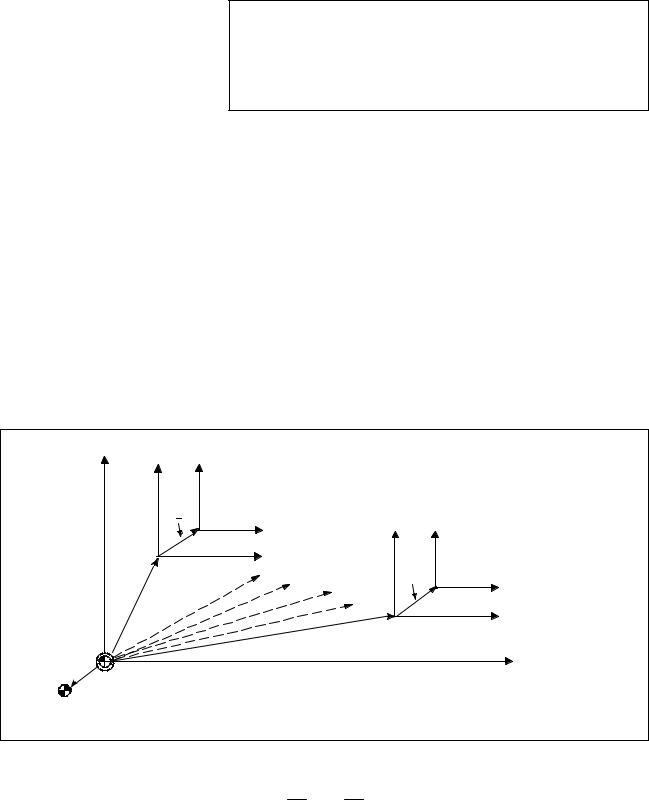
Если программа создается в системе координат заготовки, в целях упрощенияпрограммирования может создаваться дочер- няя система координат заготовки. Такая система координат станка называется локальной системой координат.
G52 IP_; Установка локальной системы координат
......
G52 IPIP0 ; Отмена локальной системы координат
IP_ : Начало локальной системы координат
При программировании G52 IP_; во всех системах координат заготовки можно установить локальную систему координат (G54-G59). Точка отсчета каждой системы координат устанав- ливается в положении, заданном IP_ в системе координат заготовки.
При установке локальной системы координат последовательно запрограммированные команды перемещения в абсолютном режиме (G90) являются значениями координат в локальной системе координат. Локальная система координат может быть изменена посредством ввода команды G52, так, что нулевая точкановойлокальнойсистемыкоординатбудетрасположенав системе координат заготовки.
Для того, чтобы отменить локальную систему координат и задать координату в системе координат заготовки, совместите локальную системукоординатс системойкоординатзаготовки.
IPP; (Локальная система координат) |
|
|
(G54 : Система координат заготовки 1) |
|
|
G55 G56 |
G57 |
IP_; (Локальная система координат) |
|
|
|
|
G58 |
(G59 : Система координат заготовки 6) |
(Система координат станка)
 Начало системы координат станка Референтная точка
Начало системы координат станка Референтная точка
Рис. 7.3 Установка локальной системы координат
89
7. СИСТЕМА КООРДИНАТ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
ПРЕДОСТЕРЕЖЕНИЕ
1Если ось возвращается в референтную точку посредством функции ручного возврата
вреферентную точку, точка отсчета локальной системы координат оси соответствует аналогичной точке рабочей системы координат. То же самое верно, когда выдается следующая команда:
G52α0;
α:Ось, которая возвращается в референтную точку
2Установка локальной системы координат не меняет системы координат заготовки и станка.
3Заданные параметры определяют, отменяется ли локальная система координат при перезагрузке. Локальная система координат отменяется, если либо CLR, бит 6 параметра ном. 3402, либо RLC, бит 3 параметра ном. 1202 установлен на 1.
4Еслизначениякоординатнезаданыдлявсехосей, когдасистемакоординатзаготовки устанавливается с помощью команды G92 локальные системы координат осей, для которых не были заданы значения координат, не отменяются, а остаются без изменения.
5G52 временно отменяет коррекцию на резец.
6Задайте в абсолютном режиме команду перемещения сразу после блока G52.
7.4
ВЫБОР ПЛОСКОСТИ
Пояснения
С помощью G-кода выберите плоскости для круговой интерполяции, коррекции на резец и сверления.
В таблице ниже приведены G-коды и выбираемые ими плоскости.
Таблица 7.4 Плоскость, выбранная G-кодом
G-код |
Выбранная плоскость |
|
|
G17 |
Плоскость XY |
|
|
G18 |
Плоскость ZX |
|
|
G19 |
Плоскость YZ |
|
|
Плоскость неизменна в блоке, в котором не запрограммирован
G17, G18 или G19.
Когдапитаниевключено илиустройство ЧПУперезагружается, с помощью битов 1 (G18) и 2 (G19) параметра 3402 выбирается G17 (плоскость XY), G18 (плоскость ZX) или G19 (плоскость
YZ).
Команда перемещения не соответствует выбору плоскости.
Примеры |
G17X_Y_ |
Плоскость XY, |
|
G18X_Z_ |
Плоскость ZX |
|
X_Y_ |
Плоскость не изменена (плоскость ZX) |
|
G17 |
Плоскость XY |
|
G18 |
Плоскость ZX |
|
G18Y_ ; |
Плоскость ZX, ось Y перемещается независимо от |
|
|
плоскости. |
90

B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
8. ЗНАЧЕНИЕ КООРДИНАТ И РАЗМЕРЫ |
|
|
|
8 ЗНАЧЕНИЕ КООРДИНАТ И РАЗМЕРЫ
Данная глава содержит следующие темы.
8.1ПРОГРАММИРОВАНИЕ АБСОЛЮТНЫХ ЗНАЧЕНИЙ И ПРИРАЩЕНИЙ (G90, G91)
8.2КОМАНДА В ПОЛЯРНЫХ КООРДИНАТАХ (G15, G16)
8.3ПРЕОБРАЗОВАНИЕ ДЮЙМЫ/МЕТРЫ (G20, G21)
8.4ПРОГРАММИРОВАНИЕ ДЕСЯТИЧНОЙ ТОЧКИ
91
8. ЗНАЧЕНИЕ КООРДИНАТ И РАЗМЕРЫ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
8.1
ПРОГРАММИРОВАНИЕ АБСОЛЮТНЫХ ЗНАЧЕНИЙ И ПРИРАЩЕНИЙ
(G90, G91)
Формат
Примеры
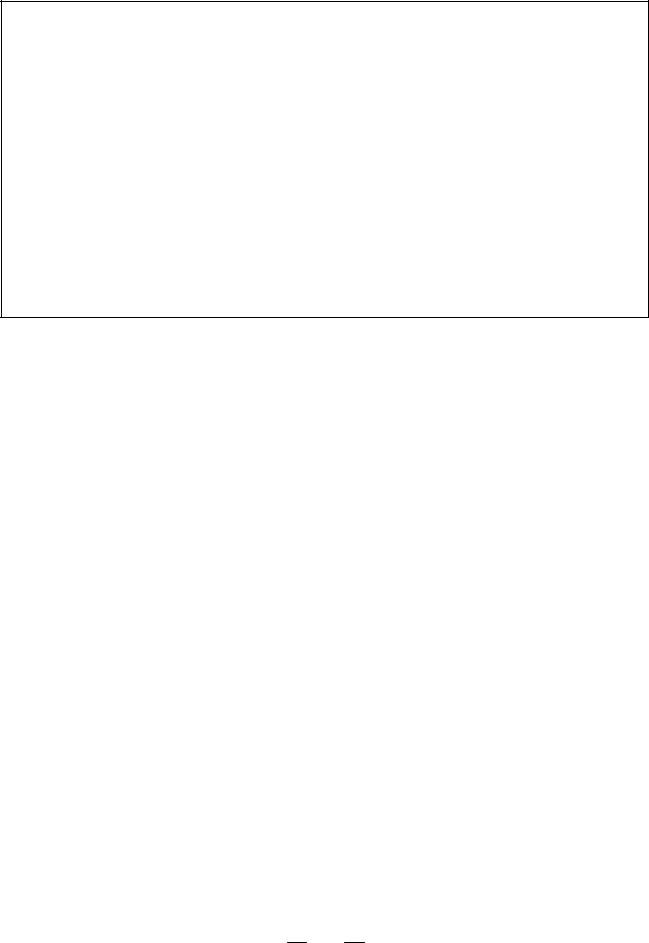
Существует два способа программирования перемещений инструмента; абсолютнаякомандаикомандаприращений. При команде абсолютного перемещения программируетсязначение координаты конечной точки. При команде перемещения в приращениях программируется само расстояние перемещения доэтогоположения. G90 иG91 используютсядляабсолютнойи инкрементной команды соответственно.
Команда абсолютного перемещения |
G90IP_ ; |
Команда перемещения в приращениях |
G91IP_ ; |
|
|
G90 X40.0 Y70.0 ; Команда абсолютного перемещения G91 X-60,0 Y40,0 ; Команда перемещения в приращениях
Y
Конечная позиция
70.0
30.0 













 Начальное положение
Начальное положение
|
|
|
|
X |
|
40,0 |
100.0 |
||||
|
|||||
92
B-64144RU/01 |
ПРОГРАММИРОВАНИЕ |
8. ЗНАЧЕНИЕ КООРДИНАТ И РАЗМЕРЫ |
|
|
|
8.2
КОМАНДА В ПОЛЯРНЫХ КООРДИНАТАХ
(G15, G16)
Формат
Значение координаты конечной точки может быть введено в
полярных координатах (радиус и угол).
Положительное угловое направление - это направление против часовой стрелки от первой оси выбранной плоскости (+ направление), а (- направление) - по часовой стрелке.
Как радиус, так и угол могут быть запрограммированы как абсолютной, так и инкрементной командой (G90, G91).
Gjj Gff G16 ; Запуск команды в полярных координат
|
|
|
(режим в полярных координатах) |
Gff IР_ ; |
|
Команда в полярных координатах |
|
|
|||
|
|
|
|
|
|
|
|
G15 ; |
Отмена команды в полярных координатах |
||
|
(режим в полярных координатах) |
||
G16 |
Команда в полярных координатах |
||
G15 |
Отмена программирования в полярных координатах |
||
Gjj |
Выбор плоскости команды в полярных координатах |
||
|
(G17, G18 или G19) |
||
Gff |
G90 задает точку отсчета рабочей системы координат в |
||
|
качестве точки отсчета полярной системы координат, от |
||
|
которой отмеряется радиус. |
||
|
G91 задает текущую позицию в качестве точки отсчета |
||
|
полярной системы координат, от которой отмеряется |
||
|
радиус. |
||
IР_ |
Задание адресов осей, составляющих плоскость, |
||
|
выбранную для полярной системы координат, и их |
||
значений Первая ось : радиус в полярных координатах
Вторая ось : радиус в полярных координатах
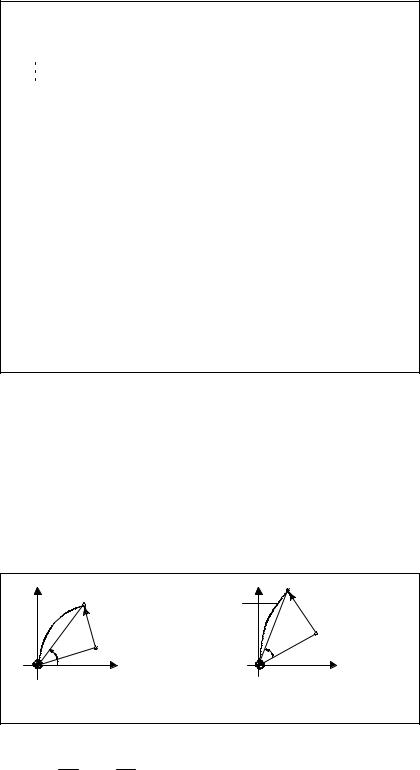
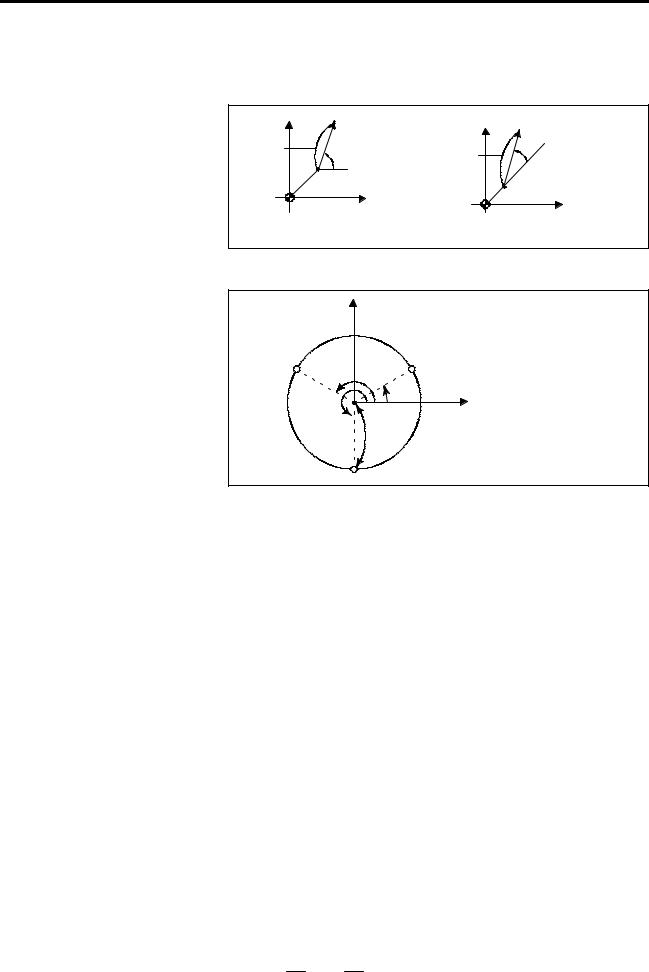
D Установка точки |
Задайте радиус (расстояние между нулевой точкой и точкой), |
|||
отсчета системы |
который должен быть запрограммирован абсолютной коман- |
|||
координат заготовки в |
дой. Точкаотсчетарабочейсистемыкоординатустанавливается |
|||
качестве точки |
в качестве точки отсчета полярной системы координат. |
|||
отсчета полярной |
Если используется локальная система координат (G52), точка |
|||
системы координат |
отсчета локальной системы координат становится центром |
|||
|
полярных координат. |
|
|
|
|
Программируемая |
|
|
Программируемая |
|
|
|
позиция |
|
|
РАДИУС позиция |
РАДИУС |
|
|
|
|
|
|
|
|
Угол Действительная |
|
Угол |
Действительная |
|
|
позиция |
||
|
|
|
||
|
позиция |
|
|
|
|
Если угол задан |
|
Если угол задан |
|
|
|
инкрементной командой |
||
|
абсолютной командой |
|
||
|
|
|
|
|
93
8. ЗНАЧЕНИЕ КООРДИНАТ И РАЗМЕРЫ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
||
D Установка текущего |
Задайтерадиус(расстояниемеждутекущейпозициейиточкой), |
|||
положения в качестве |
который |
должен быть |
запрограммирован инкрементной |
|
точки отсчета |
командой. Текущая позиция устанавливается в качестве точки |
|||
полярной системы |
отсчета полярной системы координат. |
|
||
координат |
|
|
|
Программируемая |
|
|
Программируемая |
||
|
|
позиция |
||
|
РАДИУС |
позиция |
|
Угол |
|
Угол |
РАДИУС |
|
|
|
|
|
||
|
|
Действительная |
|
Действительная |
|
|
позиция |
|
позиция |
|
Если угол задан |
Если угол задан |
||
|
абсолютной командой |
инкрементной командой |
||
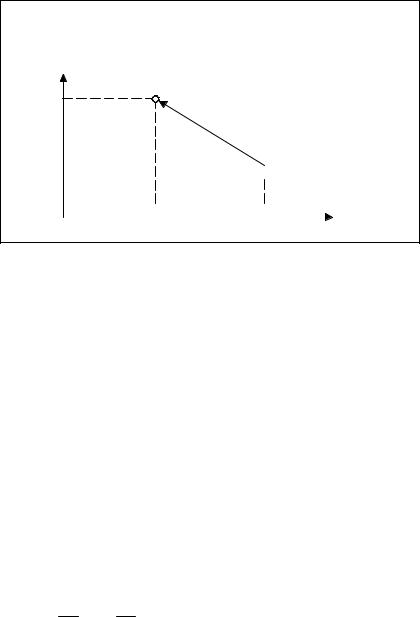
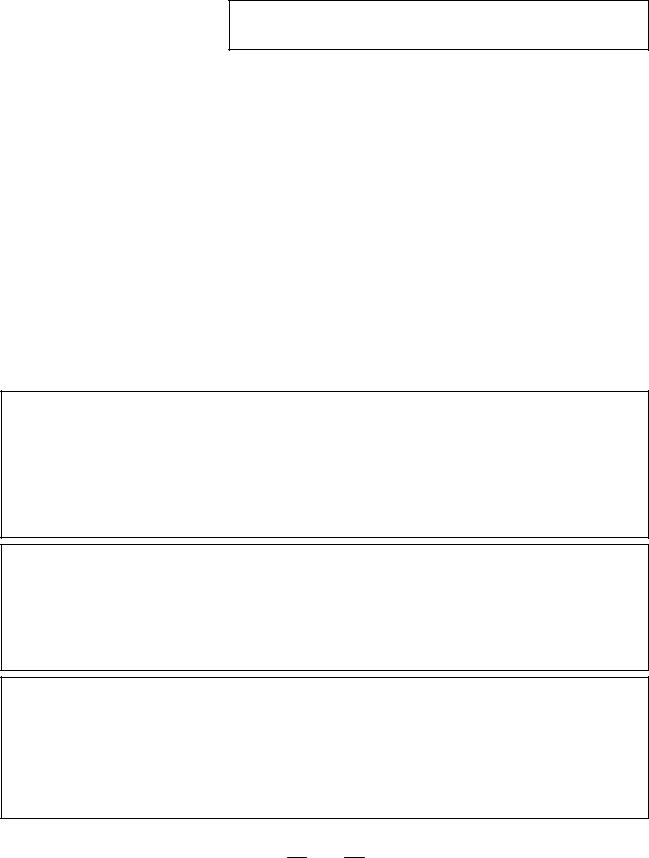
Примеры |
Окружность отверстия под болт |
|
||
|
|
Y |
- Точка отсчета рабочей системы |
|
|
|
|
||
|
|
|
координат установлена в качестве |
|
|
|
|
точки отсчета полярной системы |
|
|
|
|
координат. |
|
|
|
|
- Выбрана плоскость XY. |
|
|
|
150° |
|
|
|
|
30° |
|
|
|
|
270° |
X |
|
|
|
100 мм |
|
|
|
|
|
|
|
D Ввод углов и радиуса с |
N1 G17 G90 G16 ; |
помощью абсолютных |
ВводкомандывполярныхкоординатахивыборплоскостиXY. |
команд |
Установка точки отсчета рабочей системы координат в |
|
качестве точки отсчета полярной системы координат. |
|
N2 G81 X100.0 Y30.0 Z-20.0 R-5.0 F200.0 ; |
|
Ввод расстояния в 100 мм и угла в 30 градусов |
|
N3 Y150.0 ; |
|
Ввод расстояния в 100 мм и угла в 150 градусов |
|
N4 Y270.0 ; |
|
Ввод расстояния в 100 мм и угла в 270 градусов |
|
N5 G15 G80 ; |
|
Отмена команды в полярных координатах |
D Ввод углов с помощью |
N1 G17 G90 G16; |
инкрементных команд |
ВводкомандывполярныхкоординатахивыборплоскостиXY. |
и радиуса с помощью |
Установка точки отсчета рабочей системы координат в |
абсолютных команд |
качестве точки отсчета полярной системы координат. |
|
N2 G81 X100.0 Y30.0 Z---20.0 R---5.0 F200.0 ; |
|
Ввод расстояния в 100 мм и угла в 30 градусов |
|
N3 G91 Y120.0 ; |
|
Ввод расстояния в 100 мм и угла в +120 градусов |
|
N4 Y120.0 ; |
|
Ввод расстояния в 100 мм и угла в +120 градусов |
|
N5 G15 G80 ; |
|
Отмена команды в полярных координатах |
94

B-64144RU/01 ПРОГРАММИРОВАНИЕ 8. ЗНАЧЕНИЕ КООРДИНАТ И РАЗМЕРЫ
Ограничения
D Ввод радиуса в |
В режиме полярных координат задайте радиус для круговой |
режиме полярных |
интерполяциииливинтового резания (G02, G03) c помощьюR. |
координат |
|
D Оси, которые не |
Оси, заданные для следующих команд, не рассматриваются как |
рассматриваются как |
часть команды в полярных координатах: |
часть команды в |
|
полярных координатах |
- Задержка (G04) |
в режиме полярных |
- Ввод программируемых данных (G10) |
координат. |
- Установка локальной системы координат (G52) |
|
- Преобразование системы координат заготовки (G92) |
|
- Выбор системы координат станка (G53) |
|
- Проверка сохраненной длины хода (G22) |
|
- Вращение системы координат (G68) |
|
- Масштабирование (G51) |
D Зенкование с |
В режиме полярных координат нельзя программировать ни |
опциональным |
зенкование с опциональным углом, ни закругление углов. |
углом/закругление |
|
углов |
|
95
8. ЗНАЧЕНИЕ КООРДИНАТ И РАЗМЕРЫ |
ПРОГРАММИРОВАНИЕ |
B-64144RU/01 |
|
|
|
8.3
ПРЕОБРАЗОВАНИЕ ДЮЙМЫ/ МЕТРИЧЕСКАЯ СИСТЕМА (G20, G21)
Формат
С помощью G-кода можно выбрать либо ввод метрических данных, либо ввод данных в дюймах.
G20 ; Ввод данных в дюймах
G21 ; Ввод данных в мм
Перед установкой системы координат в начале программы необходимо задать G-код в отдельном блоке. После ввода G-кодадлявыполнения переводадюймы/ метрическая система единицей ввода данных становится наименьший вводимый дюймовый или метрический инкремент системы инкрементов IS-B (II-2.3). Единица измерения данных для градусов остается неизменной. После перевода дюймов в метры изменяются системы единицы измерения для следующих значений:
-Скорость подачи, запрограммированная с помощью F-кода
-Позиционная команда
-Величина коррекции точки отсчета заготовки
-Величина коррекции на инструмент
-Единица измерения шкалы ручного импульсного генератора
-Расстояние перемещения при инкрементной подаче
-Отдельные параметры
При включении питания G-код остается таким же, какой был сохранен до отключения питания.
ОПАСНО
1Нельзя переключать G20 и G21 во время выполнения программы.
2При переключении ввода данных в дюймах (G20) на ввод метрических данных (G21), илинаоборот, величинакоррекции наинструмент должнаустанавливаться повторнов соответствии с наименьшим вводимым приращением. Тем не менее, когда разряд 0 (OIM) параметра 5006 установлен на 1, то значения коррекции на инструмент преобразуются автоматически, и отпадает необходимость их повторной установки.
ПРЕДУПРЕЖДЕНИЕ
Для первой команды G28 после переключения ввода в дюймах на метрический ввод или наоборот операция от промежуточной точки является такой же, как для ручного возвратавреферентнуюпозицию. Инструментперемещаетсяотпромежуточнойточки внаправленииквозвратувреферентнуюпозицию, заданную битом 5 (ZMI) параметра ном. 1006.
ПРИМЕЧАНИЕ
1 Если система наименьшего вводимого приращения и система наименьшего программируемогоприращенияразличаются, максимальнойпогрешностьюявляется половинанаименьшегопрограммируемогоприращения. Этапогрешностьнеявляется накапливаемой.
2Ввод в дюймах и метрический ввод могут также переключаться с использованием установок.
96