

81.Требования к резьбовым соединениям.
Резьбовые соединения, установленные 1.настоящим стандартом, предназначены для обсадных, насосно-компрессорных труб и муфт к ним по ГОСТ Р 53366.
2. Резьбовые соединения труб и муфт к ним должны быть выполнены в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в установленном порядке.
3. Геометрические параметры труб и муфтовых заготовок, предназначенных для нарезания резьбы, должны обеспечивать выполнение требований настоящего стандарта к геометрическим параметрам резьбы и резьбовых соединений.
4. Соблюдение требований к профилю, геометрическим параметрам, качеству поверхности резьбы и резьбового соединения должно обеспечивать герметичность резьбового соединения при правильно выполненном механическом свинчивании и использовании соответствующей резьбовой смазки.
5. Поверхности резьбы, уплотнительных и упорных элементов резьбового соединения должны быть гладкими, без следов коррозии.
Не допускаются рванины, заусенцы и другие дефекты, которые нарушают непрерывность поверхности резьбы, уплотнительных и упорных элементов, могут привести к отслоению металла или защитного покрытия, образованию задиров при свинчивании.
6 .На длине резьбы трубы с неполным профилем допускаются риски, царапины, вмятины и другие несовершенства поверхности глубиной, не выходящей за внутренний диаметр резьбы или не превышающей 12,5% номинальной толщины стенки трубы при измерении от поверхности трубы, в зависимости от того, что больше.
7. Допускается зачистка поверхности резьбы, уплотнительных и упорных элементов резьбовых соединений для уменьшения глубины несовершенств или для их удаления, при условии соблюдения требований к геометрическим параметрам резьбы и резьбовых соединений.
8.Шероховатость
![]() поверхности
резьбы и упорных элементов резьбовых
соединений не должна превышать 3,2 мкм,
поверхности уплотнительных элементов
резьбовых соединений - 1,6 мкм.
поверхности
резьбы и упорных элементов резьбовых
соединений не должна превышать 3,2 мкм,
поверхности уплотнительных элементов
резьбовых соединений - 1,6 мкм.
9. На всю поверхность резьбы и уплотнительных конических расточек муфт должно быть нанесено цинковое или фосфатное покрытие.
10. При свинчивании труб с муфтами должна применяться резьбоуплотнительная смазка или другие смазки, обеспечивающие герметичность резьбового соединения и предохраняющие его от коррозии и задиров при свинчивании.
Основные параметры и характеристики крепежных,цилиндрических,резьб. К основным параметрам цилиндрических резьб относятся: • d2 (D2)–средний диаметр резьбы соответственно болта и гайки; • d (D) – наружный диаметр резьбы соответственно болта и гайки; • d1 (D1) – внутренний диаметр резьбы соответственно болта и гайки; •Р–шаг резьбы; • α – угол профиля резьбы, для метрических резьб α = 60°. Значения основных параметров метрических резьб по ГОСТ 9150-81Общими для всех резьб являются требования надежности, долговечности и свинчиваемости без подгонки независимо изготовленных резьбовых деталей при сохранении эксплуатационных качеств соединений. Основные параметры и краткая характеристика крепежных цилиндрических резьб
Параметры цилиндрической резьбы: профиль, средний d2 (D2) (D — диаметр резьбы гайки), наружный d (D) и внутренний d1 (D1) диаметры, шаг Р (и ход Рn = Рп для многозаходной резьбы, n — число заходов), угол профиля α, высота исходного треугольника H, угол наклона сторон профиля β и γ, угол подъема резьбы ψ, а также длина свинчивания l. Определение параметров резьбы дано в PC 4439 — 74.
Профиль и номинальные размеры диаметров, Р, α и Н, являются общими как для наружной (болта, шпильки, винта и др.), так и для внутренней(гайки, гнезда и др.) резьб. Метрическая резьба имеет международную унификацию. Профиль метрической резьбы регламентирован СТ СЭВ 180 — 75. Предусмотрены срезы вершин резьбы, равные H/4 у гайки и H/8 у болта, а также радиус закругления впадины резьбы болта. Опыты, проведенные за рубежом, показали, что резьбовые соединения с таким профилем отличаются повышенной прочностью по сравнению с резьбой, имеющей меньшие срезы; облегчается образование наружной резьбы накатыванием и внутренней резьбы нарезанием. Метрическая резьба при статических нагрузках имеет запас
самоторможения.
82.Определение основных параметров шереховатости поверхности.Шероховатость - совокупность неровностей профиля с относительно
небольшим шагом, взятых на небольшом участке (базовая длина).
Шероховатость поверхности оказывает существенное влияние на
эксплуатационные свойства деталей: контактную жесткость,
износостоцкость, усталостную прочность, прочность неподвижных
соединений и др. Поэтому контроль шероховатости является одним из
важнейших условий достижения функциональной взаимозаменяемости
деталей машин и приборов.
Известно более 40 параметров шероховатости. Параметры разделяют
на три основные группы: высотные параметры, шаговые, параметры
опорной длины. Мы определим следующие: высотные – среднюю высоту
неровностей профиля, высоту неровностей профиля по 10 точкам,
набольшую высоту неровностей; шаговые - средний шаг неровностей,
средний шаг местных выступов профиля; параметр опорной длины -
относительная опорная длина профиля.
83.Параметры
шероховатости, связанные с высотными
свойствами неровностей.
Среднее
арифметическое отклонение профиля
(R![]() )
– это среднее арифметическое отклонение
профиля от средней линии в пределах
базовой длины.
)
– это среднее арифметическое отклонение
профиля от средней линии в пределах
базовой длины.
![]() Высота
неровностей профиля по десяти точкам
(R
Высота
неровностей профиля по десяти точкам
(R![]() )
– это сумма средних абсолютных значений
высот пяти наибольших выступов профиля
и глубин пяти наибольших впадин профиля
в пределах базовой длины.
)
– это сумма средних абсолютных значений
высот пяти наибольших выступов профиля
и глубин пяти наибольших впадин профиля
в пределах базовой длины.
 Наибольшая
высота неровностей профиля (R
Наибольшая
высота неровностей профиля (R![]() )
– это расстояние между линией выступов
профиля и линией впадин профиля в
пределах базовой длины.
84.Отклонения
шага и угла профиля резьбы и их
диаметральная компенсация
У
всех цилиндрических резьб с прямолинейными
боковыми сторонами профиля отклонения
шага и угла профиля для
обеспечения свинчивания могут
быть скомпенсированы соответствующим
изменением действительного среднего
диаметра резьбы.
Отклонением
шага резьбы Р называется
разность между действительным и
номинальным расстоянием в осевом
направлении между двумя средними
точками любых одноименных боковых
сторон профиля в пределах длины
свинчивания или заданной длины.
Отклонение
шага складывается из прогрессивных
погрешностей шага, возрастающих
пропорционально количеству витков
резьбы на длине свинчивания l,
периодических, изменяющихся по
периодическому закону, и местных, не
зависящих от количества витков резьбы
на длине свинчивания
)
– это расстояние между линией выступов
профиля и линией впадин профиля в
пределах базовой длины.
84.Отклонения
шага и угла профиля резьбы и их
диаметральная компенсация
У
всех цилиндрических резьб с прямолинейными
боковыми сторонами профиля отклонения
шага и угла профиля для
обеспечения свинчивания могут
быть скомпенсированы соответствующим
изменением действительного среднего
диаметра резьбы.
Отклонением
шага резьбы Р называется
разность между действительным и
номинальным расстоянием в осевом
направлении между двумя средними
точками любых одноименных боковых
сторон профиля в пределах длины
свинчивания или заданной длины.
Отклонение
шага складывается из прогрессивных
погрешностей шага, возрастающих
пропорционально количеству витков
резьбы на длине свинчивания l,
периодических, изменяющихся по
периодическому закону, и местных, не
зависящих от количества витков резьбы
на длине свинчивания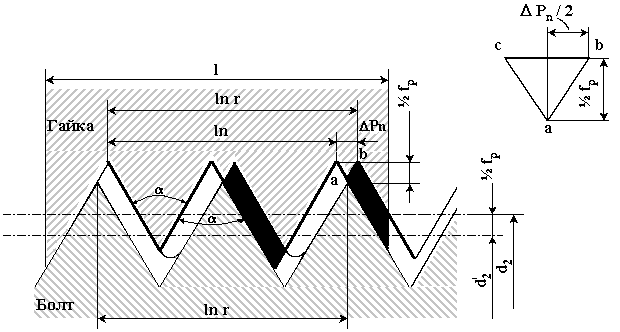
85.Приведенный
средний диаметр резьбы.
Свинчиваемость
будет обеспечена только в том случае,
если разность средних диаметров резьб
болта и гайки будет не меньше сумм
диаметральных компенсаций погрешностей
шага и половины угла профиля обеих
деталей. Для упрощения контроля резьбы
и расчета допусков введено понятие
приведенного среднего диаметра резьбы,
учитывающего влияние на свинчиваемость
величин ![]() и
и ![]() .
Значение
среднего диаметра резьбы, увеличенное
для наружной резьбы или уменьшенное
для внутренней резьбы на суммарную
диаметральную компенсацию отклонений
мала и угла наклона боковой стороны
профиля называется приведенным
средним диаметром.
Приведенный
средний диаметр определяется по
формулам.
Для
наружной резьбы
.
Значение
среднего диаметра резьбы, увеличенное
для наружной резьбы или уменьшенное
для внутренней резьбы на суммарную
диаметральную компенсацию отклонений
мала и угла наклона боковой стороны
профиля называется приведенным
средним диаметром.
Приведенный
средний диаметр определяется по
формулам.
Для
наружной резьбы
![]() ;
Для
внутренней резьбы
;
Для
внутренней резьбы
![]()
Суммарный
допуск среднего диаметра резьбы
Средний
диаметр, шаг и угол профиля являются
основными параметрами резьбы, т.к. они
определяют характер контакта резьбового
соединения. Однако вследствие взаимосвязи
между отклонениями шага, угла профиля
и собственно среднего диаметра допустимые
отклонения этих параметров раздельно
не нормируют. Устанавливают только
суммарный допуск на средний
диаметр болта ![]() и
гайки
и
гайки ![]() , который
включает допустимое отклонение
собственно среднего диаметра
, который
включает допустимое отклонение
собственно среднего диаметра ![]() и
диаметральные компенсации погрешности
шага и угла профиля, т.е.
и
диаметральные компенсации погрешности
шага и угла профиля, т.е.
![]() Верхний
предел суммарного допуска среднего
диаметра наружной резьбы ограничивает
величину приведенного среднего
диаметра
Верхний
предел суммарного допуска среднего
диаметра наружной резьбы ограничивает
величину приведенного среднего
диаметра ![]() ,
а нижний предел – величину собственно
среднего диаметра
,
а нижний предел – величину собственно
среднего диаметра ![]() .
Для внутренней резьбы – это допуск,
нижний предел которого ограничивает
величину приведенного среднего
диаметра
.
Для внутренней резьбы – это допуск,
нижний предел которого ограничивает
величину приведенного среднего
диаметра ![]() ,
а верхний предел – величину собственно
среднего диаметра
,
а верхний предел – величину собственно
среднего диаметра ![]() .
.