

Инструмент и оборудования для электросварки металлов
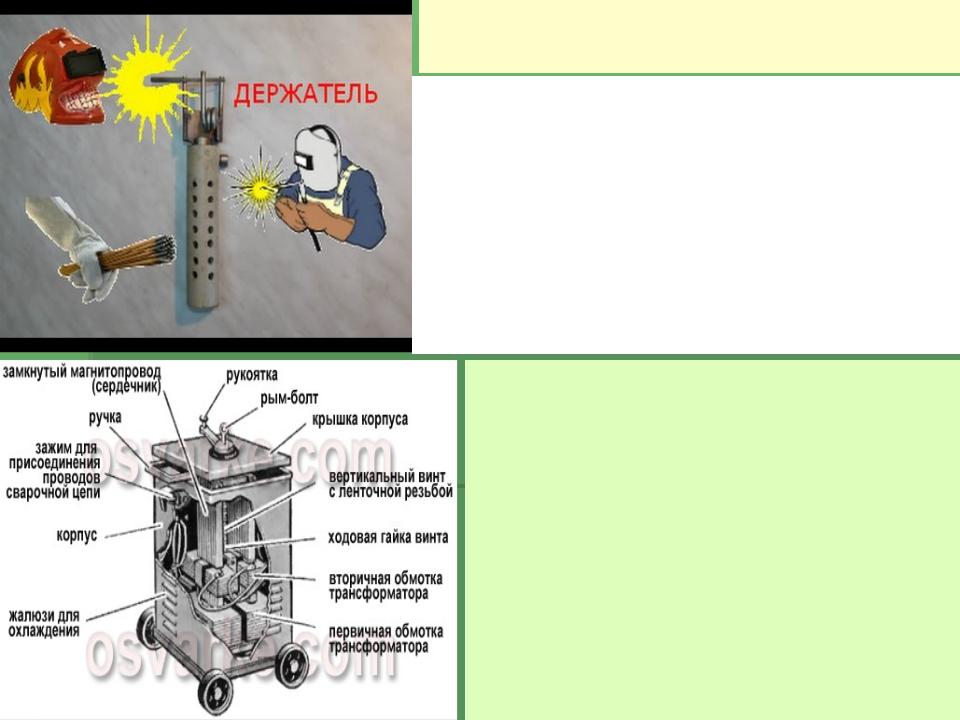
Требования ОТ к держателю электродов:
-осуществить надежное закрепление электрода;
-обеспечить подведение к нему тока с минимальными потерями (при слабом зажиме сопротивление возрастает с неизбежным падением силы сварочного тока);
-соответствие приспособления нагрузкам сварочного оборудо- вания, с которым он будет применяться;
-обеспечить свободное управление закрепленным электродом при выполнении сварки.
-применение качественного пластика для исключения оплавле- ния приспособления и его электроизоляции;
-долговечность;
-удобство сварщика при ручном хвате и отсутствие дополни- тельных усилий для работы во всех положениях.
Сварочный трансформатор – это аппарат, преобразующий переменное напряжение сети в переменное напряжение для сварки менее 141 В).
Применяются следующие виды:
-сварочные трансформаторы амплитудного регу- лирования с нормальным магнитным рассеянием
– с дросселем с воздушным зазором или с дрос- селем насыщения;
-сварочные трансформаторы амплитудного регу- лирования с увеличенным магнитным рассеяни- ем: с подвижными или разнесенными обмотка- ми, с реактивной обмоткой, с подвижным магнитным или подмагничиваемым шунтом, с конденсатором или с импульсным стабилизатором;
-тиристорные сварочные трансформаторы.
Организация электросварочных работ
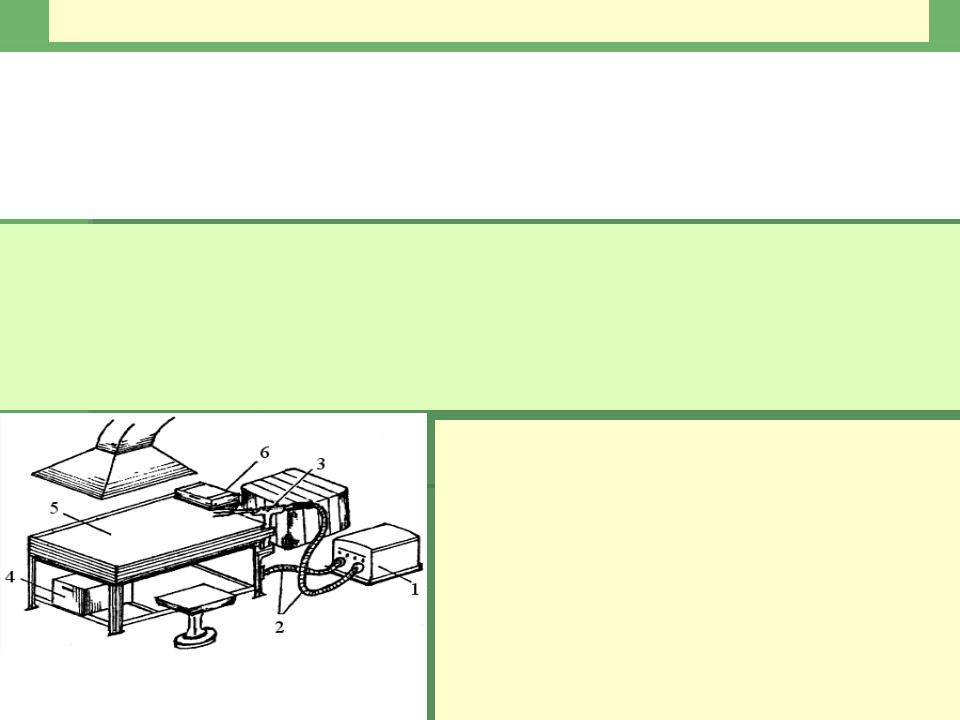
Организация рабочего места и труда сварщика должна обеспечивать выполнение эргономических требований к рабочим местам в соответствии с требованиями «Санитарных правил при сварке, наплавке и резке металлов». Места проведения сварочных работ разделяют на постоянные и временные Постоянные (стационарные) рабочие места предназначены для работ, которые выполняются в
специально оборудованных цехах, мастерских и т.д. Устанавливают сварочный аппарат в защищенном от атмосферных воздействий, стол сварщика, манипулятор, вытяжку и т.д.
Требования ОТ к рабочему месту сварщика
1.Рабочие места сварщиков следует ограждать экранами из несгораемых материалов.
2.Стационарные рабочие места сварщиков следует оборудовать в кабинах с открытым верхом.
3.При сварке в среде защитных газов обшивка кабины не должна доходить до пола на 300 мм, а высота светозащитного экрана должна быть не менее 2 м.
4.Обшивка кабин и светозащитного экрана должна выполняться из несгораемых материалов.
5.Площадь кабины сварщика должна быть не менее 4,5 м и быть достаточной для размещения сварочного оборудования, сварной сборочной единицы, приспособлений и мест складирования деталей и готовых сварных сборочных единиц.
1-источник электропитания; 2-кабели; 3-электро- держатель; 4-ящик для электродов; 5-стол; 6-ящик для инструментов.
Машины плазменной резки следует огораживать сплошным ограждением из несгораемых материалов высотой не ниже 2,2 м. Размещение в одной кабине двух и более сварочных столов допускается при условии разделения кабины светозащитными экранами из сварочных штор, отвечающие условиям: - Защита от ультрафиолетовоего излучения органов зрения и обеспечение обозримости происходящего в зоне сварки;
-Защита людей от искр и брызг ;
-Предотвращение отрицательного воздействия сквозных потоков воздуха на зону сварки;
-Обеспечение вытяжки сварочного дыма.
Требования ОТ к проведению электросварочных работ
Дуговая сварка внутри резервуаров, котлов и в других закрытых полостях металличес-ких конструкций разрешается при условии, что сварочная установка снабжена специальным устройством, отключающим сварочную цепь при обрыве дуги, при этом выдержка времени в момент отключения допускается не более 0,5 с.
Установка для ручной сварки должна снабжаться рубильником или контактором (для под- ключения источника сварочного тока к распределительной цеховой сети), предохранителем (в первичной цепи) и указателем величины сварочного тока (амперметром или шкалой на регуляторе тока).
На временных местах сварки для проведения электросварочных работ, связанных с часты- ми перемещениями сварочных установок, должны применяться соответствующие свароч- ные провода. В качестве питающих проводов, как исключение, могут быть использованы провода марок ПР, ПРГ при усиления их изоляции и защиты от механических повреждений.
Соединения жил сварочных проводов нужно производить при помощи опрессования, свар- ки, пайки или специальных зажимов. Подключение электропроводов к электрододержате-лю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами.
Кабели (электропроводка) электросварочных машин должны располагаться от трубопро- водов кислорода на расстоянии не менее 0,5 м, а от трубопроводов ацетилена и других ГГ - не менее 1 м. В отдельных случаях допускается сокращение указанных расстояний вдвое при условии заключения кабеля в защитную металлическую трубу.
При проведении электросварочных работ обратный провод от свариваемого изделия до источника выполняется только лишь изолированным проводом, причем по качеству изоля- ции он должен соответствовать прямому проводу, присоединяемому к электрододержате-лю.
Использование в качестве обратного провода внутренних железнодорожных путей, сети заземления или зануления, а также металлических конструкций зданий, коммуникаций и технологического оборудования запрещается. Сварка должна производиться с применени-ем двух проводов.
Электрододержатели для ручной сварки должны быть минимального веса и иметь конст- рукцию, обеспечивающую надежное зажатие и быструю смену электродов, а также исключа- ющую возможность короткого замыкания его корпуса насвариваемую деталь при времен-ных перерывах в работе или случайном его падения на металлические предметы.
При смене электродов их остатки (огарки) следует выбрасывать только в специальный ящик на участке сварки. Сварщики, работающие на высоте, должны иметь специальную металлическую коробку для сбора огарков электродов.
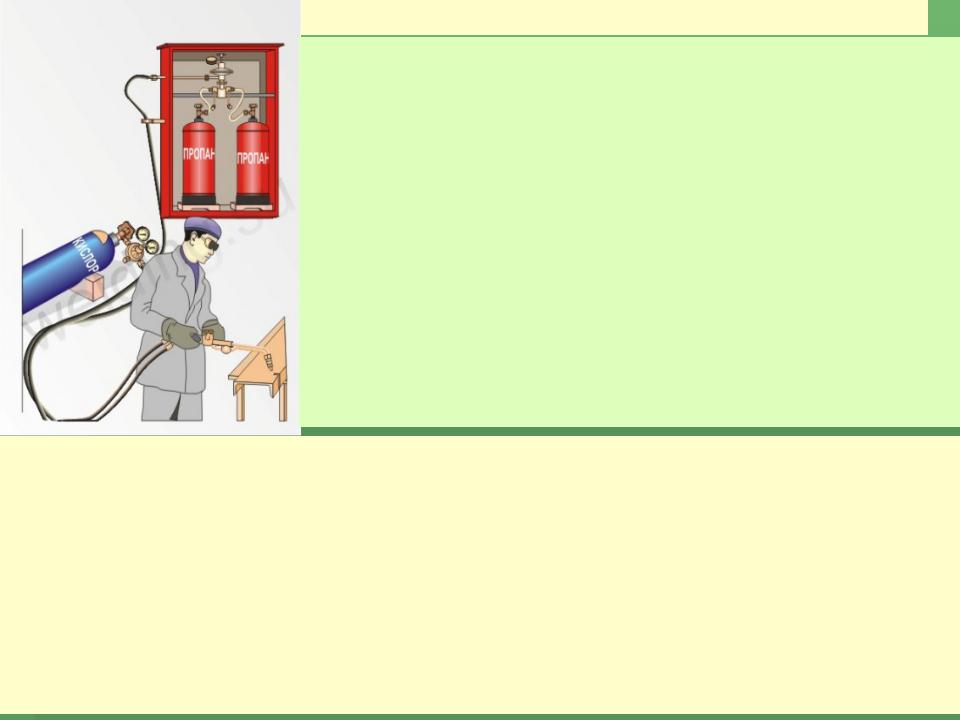
Организация газосварки металлов
Газовая сварка используется для нагрева пламенем горючих газов, сжигаемых в специальных сварочных горелках, и выполняется с расплавлением металла. При этом методе применяются горючие газы: ацетилен, водород, природный газ, пропан-бутан, пары бензина, керосина и т. д. Наибольшее значение имеет ацетилен, дающий в смеси с кислородом наивысшую температуру сварочно- го пламени — до 3200° С; применение других газов незначительно.
Чтобы повысить температуру пламени, сжигание производят в технически чистом кислороде. Сжигание газов в воздухе, содержа- щем всего 21% кислорода по объему, дает слишком низкую темпе- ратуру, что малопригодно для сварки.
Горючий газ и кислород по резиновым шлангам подаются к штуце- рам газосварочной горелки и попадают в камеру смешения внутри горелки. Наружу из мундштука вытекает готовая газокислородная смесь, поступающая в сварочное пламя. Пламя горелки расплав- ляет как основной, так и дополнительный присадочный металл, подаваемый в зону сварки, и образует сварочную ванну.
Газосварочное пламя используется для соединения листов черных и цветных металлов толщи- ной до 5—6 мм, для сварки чугуна, при небольших ремонтных работах, пайке и т. д. К преимуществам газовой сварки относятся универсальность, возможность работы в полевых условиях. Экономически она обычно менее выгодна, чем дуговая электросварка, при этом также имеет меньшую производительность. Недостатком ее является повышенная опасность работы со сжатыми газами (при нарушении установлен- ных правил возможны разрушительные взрывы).
Газокислородная резка является наиболее распространенным способом термической, или огневой резки, отличается высокой производительностью и чистотой реза, позволяет резать сталь толщиной до двух метров. Для зажигания железа нужно нагреть его в начальной точке до белого каления (1200—1300° С) и направить на нагретый участок струю технически чистого кислорода. Резка производится специаль- ными режущими горелками, или резаками, объединяющими в себе подогревательную часть, по устройству аналогичную газосварочной горелке, и канал для подачи режущего кислорода.
Газосварочные горелки и принцип их работы
Принцип газовой сварки
Горелка пропан-бутан кислородная ГЗУ-3
универсальная предназначена для ручных процессов пропан-бутан--кислороднной сварки, пайки, нагрева и других операций газопламен- ной обработки металлов.
Техническая характеристика горелки ГЗУ-3
Толщина свариваемого металла - 1-3 мм. Давление кислорода на входе не менее 0,25-0,30 МПА Давление горючего газа ( ацетилен, МАПП) на
входе не менее 0,01 МПа.
Расход кислорода - 0,09-1,26 м.куб/час Расход горючего газа - 0,025-0,34 м.куб/час Длина ядра пламени - не более 8-10 мм. Масса - 1,2 кг.
Габаритные размеры - 470х123х55 мм. Внутренний диаметр газовых рукавов 6 или 9
Регулировка расхода кислорода и горючего газа осуществляется соответствующими вен- тилями. Основными параметрами режима газо-вой сварки являются мощность пламени, угол наклона горелки и диаметр присадочного прут-ка. Мощность пламени зависит от толщины металла и его теплофизических свойств. Чем больше толщина металла и выше температура плавления, тем выше должна быть мощность пламени.
Основным преимуществом газовой сварки
является ее независимость от электрических источников питания. Типичным примером является сварка водопроводных труб малого диаметра, когда отсутствует доступ к обратной стороне шва для размещения подкладок или
подварки труб снизу..

Требования ОТ к проведению газосварочных работ
1. Не допускается производить сварку или резку:
- в помещениях, где находятся легковоспламеняющиеся материалы или проводят- ся с ними работы; - на сосудах и аппаратах, находящихся под давлением.
2. При производстве сварочных работ на открытом воздухе над сварочными постами следует сооружать навесы из негорючих материалов. При отсутствии навесов сварочные работы во время дождя или снегопада должны быть прекра- щены.
3. Запрещается проводить сварочные работы на деталях трубопроводов, резервуаров и других емкостей, в которых находятся или находились легковос- пламеняющиеся, горючие, взрывоопасные и токсичные вещества (жидкости, газы, эмульсии), без тщательной очистки (промывки, продувки, выпаривания) и провер- ки содержания опасных и вредных веществ в указанных емкостях, подтверждаю- щих безопасную концентрацию этих веществ.
4. Запрещается нахождение посторонних лиц в зоне работы сварщика. Для защиты окружающих от действия луча дуги места сварочных работ ограждаются щитами высотой не менее 1,8 м.
5. Выполнение сварочных работ на высоте с лесов, подмостей и люлек разреша- ется только после проверки этих устройств руководителем работ.
6. Перед сваркой емкостей (резервуаров, баков), в которых находилось жидкое топливо, легковоспламеняю-щиеся или горючие жидкости, газы, кислоты, убедить- ся в том, что произведена их очистка: промывка горячей водой с каустической содой, пропарка и просушка.
7. Перед выполнением газосварочных работ газосварщих обязан:
- осмотреть газопроводящие рукава для выявления трещин, надрезов, потертостей; - перед присоединением к горелке или резаку продуть рукава рабочим газом; - надежно закрепить газопроводящие рукава на присоединительные ниппели горелок, резаков и редукторов.
- убедиться в том, что рукава защищены от возможных повреждений; - подготовить исправные вспомогательные инструменты и приспособления, изготовленные из материалов, не образующих искры при ударе.

8. Баллоны с кислородом и горючими газами доставлять к месту работы с на- винченными на их горловины предохранительными колпаками на специально предназначенных для этого тележках, контейнерах и других устройствах, обес- печивающих устойчивое положение баллонов. Переноска баллонов на руках или на плечах запрещается.
9. Не допускается размещать наполненные газом баллоны на расстоянии ме- нее одного метра от отопительных устройств и паровых трубопроводов. Рассто- яние от баллонов до печей и других источников тепла с открытым огнем должно быть не менее 5 м.
10. Переносные ацетиленовые генераторы следует устанавливать на откры- тых площадках. Ацетиленовые генераторы необходимо ограждать и размещать не ближе 10 м от мест проведения сварочных работ, открытого огня и сильно нагретых предметов, мест забора воздуха компрессорами или вентиляторами. При установке ацетиленового генератора вывешиваются плакаты: «Вход посторонним воспрещен - огнеопасно», «Не курить», «Не проходить с огнем».
11. Выгружаемые из генератора остатки карбида кальция необходимо от- возить в специальные иловые ямы. Открытые иловые ямы должны быть ограж- дены перилами, а закрытые — снабжены вытяжной трубой и люками для их очистки.
12. Используемые при проведении огневых работ баллоны при их хранении, пе- ревозке и эксплуатации должны быть защищены от действия солнечных лучей и других источников тепла. При размещении баллонов в помещениях они должны находиться не ближе 1 м от приборов отопления и 10 м от печей и других источ- ников тепла с открытым огнем. Баллоны должны устанавливаться от сварочной горелки на расстоянии не менее 10 м. На рабочем месте разрешается иметь не более двух баллонов: один - рабочий, другой - запасной.

13. Ремонт вентилей баллонов при наличии в них газа и смеси газа с воздухом
категорически запрещается. Выпуск газа производится только на открытом возду-хе и вдали от источников огня.
14. В местах хранения и вскрытия барабанов с карбидом кальция запрещается: курение, пользование открытым огнем и применение инструмента, образующего искры.
15. Раскупорка барабанов с карбидом кальция должна производиться инструмен- том, исключающим образование искр. Наглухо запаяные барабаны открываются ваются специальным ножом. Место реза на крышке предварительно смачивается толстым слоем солидола (тавота). Применять медь в качестве инструмента для вскрытия барабанов с карбидом кальция или в качестве припоя для пайки ацети- леновой аппаратуры и в других местах, где возможно соприкосновение с ацетиле- ном, категорически запрещается.
16. Вскрытые барабаны с карбидом кальция следует защищать непроницаемыми для воды крышками с отогнутыми краями, плотно охватывающими барабан. Высо- та борта крышки должна быть не менее 50 мм.
17. Дробление карбида кальция производится инструментом, не образующим искр. Образующуюся при размельчении и развеске карбида кальция пыль необходимо своевременно удалять из помещения и утилизировать в безопасном месте.
18. При проведении газосварочных и газорезательных работ запрещается:
- отогревать замерзшие ацетиленовые генераторы, трубопроводы, вентили, ре- дукторы и другие детали сварочных установок открытым огнем или раскаленны- ми предметами, а также пользоваться инструментом, могущим образовать искры при ударе;
- допускать соприкосновение кислородных баллонов и оборудования с наличием в нем кислорода с растительными, животными и минеральными маслами, а также промасленной одеждой, тряпками и другими предметами;
- работать от одного водяного затвора двум сварщикам, загружать карбид кальция завышенной грануляции или проталкивать его в воронку аппарата с помощью железных прутков и проволоки, работать на карбидной пыли; загружать карбид кальция в мокрые загрузочные корзины или при наличии воды в газосборнике, загружать корзины более половины их объема при работе генераторов «вода на карбид»
Требования ОТ к электрогазосварщику
1. К самостоятельной работе в качестве электрогазосварщика допускаются лица мужского пола не моложе 18 лет и прошедшие:
-соответствующую профессиональную подготовку, в том числе по вопросам охраны труда, имеющие свидетельство (удостоверение) установленного образца о присвоении квалификаци- онного разряда электрогазосварщика;
-предварительный при приеме на работу и периодические медицинские осмотры и признан- ные годными по состоянию здоровья к работе электрогазосварщиком;
-вводный и первичный инструктаж на рабочем месте, стажировку и проверку знаний по вопросам охраны труда;
-проверку знаний в объеме не ниже II группы по электробезопасности и имеющие удостовере- ние по электробезопасности не ниже II группы.
2. Электрогазосварщики проходят повторный инструктаж по охране труда в сроки не реже одного раза в три месяца, ежегодную проверку знаний по вопросам охраны труда.
3. Электрогазосварщик обязан выполнять следующие требования:
-соблюдать Правила внутреннего трудового распорядка;
-содержать сварочное оборудование в технически исправном состоянии, а также проверять его техническое состояние перед началом работы;
-выполнять только ту работу, которая поручена непосредственным руководителем работ;
-знать и совершенствовать методы безопасной работы;
-соблюдать технологию производства работ, применять способы, обеспечивающие безопасность труда, установленные в инструкциях по охране труда, проектах производства работ, технологических картах, руководстве по эксплуатации электрогазосварочного оборудования;
-использовать инструмент, приспособления, инвентарь по назначению, об их неисправностях сообщать руководителю работ;
-знать местонахождение и уметь пользоваться первичными средствами пожаротушения; немедленно сообщать руководителю работ о любой ситуации, угрожающей жизни или здоровью работающих и окружающих, несчастном случае, произошедшем на производстве;
-пройти соответствующую теоретическую и практическую подготовку и уметь оказывать доврачебную медицинскую помощь пострадавшим при несчастных случаях и дорожно- транспортных происшествиях;
-при необходимости обеспечить доставку (сопровождение) потерпевшего в учреждение здравоохранения;
-в соответствии с характером выполняемой работы правильно использовать предоставлен- ные ему средства индивидуальной защиты, а в случае их отсутствия или неисправности уведомить об этом непосредственного руководителя;
-соблюдать правила личной гигиены.
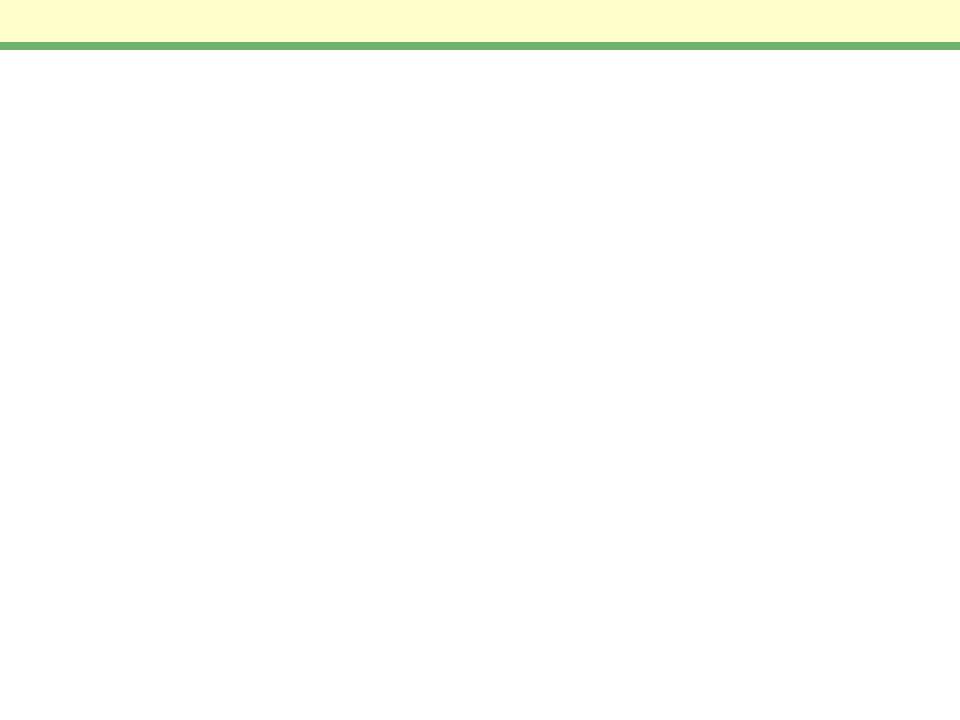
Спецодежда и обувь для электрогазосварщика
Традиционный костюм сварщика из брезента (парусины) достаточно долго и исправно служит для людей данной профессии. Брезент обладает хорошими огнеупорными свойствами и надежно защищает от брызг металла и ока- лин. Более надёжным средством защиты является костюм сварщика с использованием кожевенного спилка.
Комбинация парусины брезента и натуральной кожи (кожевенный спилок – юфть) значительно увеличивает защитные свойства рабочего костюма. Спилок – более стоек к прожиганию, чем брезент. Костюмы со спилком производятся в соответствии с ТУ 8572-002-54927561-2004 в нескольких вариантах: цельно-спилковый и комбинированный. Традиционный костюм из брезента изготавливается согласно ГОСТ 12 4 247-2008.
Щиток сварщика служит для защиты глаз, лица от искр и воздействия всевозможных вредных факторов, в про- цессе сварочных работ. Благодаря своей конструкции могут защищать область шеи, в отличие от обычных очков. Шлем для сварки позволяет проводить сварочные работы выше уровня головы сварщика, уберегая область головы и предплечье, а настраиваемые элементы оголовья и множество вариантов исполнения шлемов, создадут удобство при работе.
Очки газосварщика ЗНД2 двух типов: 013-0165 – тип В – для вспомогатель- ных рабочих при электросварке и 013-0167 – тип Г
– для газосварщиков
ПЕРЧАТКИ
СВАРЩИКА WELDAS 10-1003XL