

книги из ГПНТБ / Вораксо, Л. С. Монтаж электрооборудования металлорежущих станков
.pdfРис. 42. Монтаж жгута по шаблону:
/ — основание шаблона; 2 |
— провод; |
3 |
— кольцо; 4 — поточ |
ный гвоздь; Ь — зажимный |
гвоздь; |
6 |
— замок |
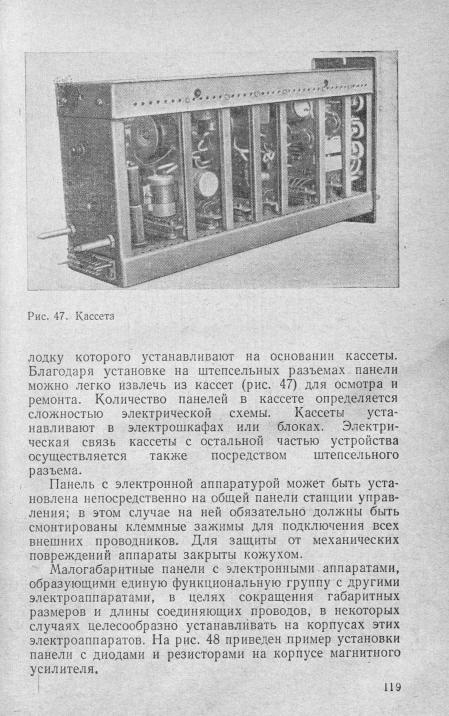
проводов для присоединения их к аппаратам (шаблонированный монтаж). Жгут по шаблону изготавливают сле дующим образом. На доске размером в натуральную величину панели наносят схему расположения аппаратов и наборов зажимов. Контуры аппаратов и наборов зажи-
Рис. 43. Монтаж жгута по шаблону:
i-r- провод; 2 -г- поточный гвоздь; 3 — основание шаблона
Ш
а) |
|
Рис. 44. Панель уп |
равления при Х-монтаже: |
а — лицевая сторона; |
б обратная сторона |
мов наносят в натуральную величину. Затем наносят |
«поточные» гвозди, а на месте зажимов — «зажимные» |
трассы проводов. В местах изгиба жгутов устанавливают |
с учетом необходимого расстояния на подъем. Длину про |
кольца на замках, служащих для крепления колец на |
водов определяют ориентировочно по средней длине жгута. |
шаблоне, а в дальнейшем на панели (рис. 42). В местах |
Провода прокладывают в следующем порядке. Берут |
ответвления отдельных проводов вбивают так называемые |
отрезок провода, промаркированный и заделанный с од- |
112 |
113 |
ного конца. Заделанный конец надевают на «зажимный» гвоздь, укладывают в поток, изгибают на «поточных» гвоздях и продевают в соответствующие кольца. Около «зажимного» гвоздя, обозначивающего зажим второго аппарата, провод разделывают и маркируют.
После вязки жгутов производят прозвонку проводов при помощи пробника. По окончании монтажа кольца вынимают из замков и связанные провода переносят на панель управления. Готовый жгут устанавливают на панель с помощью колец, которые вкладывают в замки, прикрепленные к панели в тех же местах, что и на шаблоне, Монтаж жгута по шаблону с применением только поточных гвоздей показан на рис. 43. Первый жгут, изготовленный по шаблону, опробывают в работе с целью выявления и устранения недочетов. При испытании жгута оконча тельно определяют длину проводов и разрабатывают техно логическую карту монтажа жгута, согласно которой выпол няют изготовление последующих аналогичных жгутов.
Перекрестный монтаж (Х-монтаж). Достоинствами перекрестного монтажа являются: возможность компакт ного размещения аппаратов на панели; возможность раз мещения электроаппаратов сообразно красивому внешнему виду и конструкции внешней разводки; сокращение длины коммутационных проводов.
К недостаткам относятся: усложнение наладочных и ремонтных работ; необходимость доступа к обратной сто роне панели. При перемонтаже проводников неудобно сверлить новые отверстия под провода, протягивать про вода с предварительным снятием крышки электрошкафа или поворачивать панель управления. Панель управле ния при Х-монтаже показана на рис. 44, а, б. При пере крестном монтаже электроаппараты с передним и задним присоединением располагают на лицевой стороне панели горизонтальными и вертикальными рядами. Клеммные наборы располагают на лицевой или обратной стороне панели.
Расстояния между аппаратами в горизонтальных рядах должны быть не менее значений, приведенных в техниче ских условиях на эти аппараты. Расстояние между аппа ратами по вертикали выбирают 40—50 мм с учетом разме щения отверстий для прохода проводов на обратную сторону панели.
Соединения аппаратов между собой и с клеммным!! на борами выполняют преимущественно жестким проводом
114
марки ПВ. Для прохода проводов на обратную сторону панели могут быть применены резиновые рейки с отвер стиями. Рейки зажимают между полосами, на которых устанавливают электроаппараты. В панелях сплошного исполнения для этих целей предусматривают отверстия, в которые вставляют и закрепляют резиновые или пласт массовые втулки. На лицевой стороне панели до входа в отверстия провода аккуратно вкладывают и изгибают под прямым углом, а в случае необходимости собирают в жгуты. На обратной стороне панели провода проклады вают по кратчайшему расстоянию, свободно, без натяже ния и без слабины, с любыми перекрещиваниями.
МОНТАЖ ЭЛЕКТРОННОЙ
И СЛАБОТОЧНОЙ АППАРАТУРЫ
1.Размещение электронной аппаратуры
Электронные аппараты (диоды, тиристоры, транзи сторы, резисторы, конденсаторы, логические элементы и т. д.) в связи с особенностями их конструктивного исполнения, монтажа и эксплуатации, как правило, раз мещают на специальных панелях из изоляционного ма териала отдельно от других видов электроаппаратуры. Установка панелей с электронной аппаратурой зависит от их размеров и назначения. Панели могут быть уста новлены следующими способами:
Установка в собственных электрошкафах. Электро шкаф, предназначенный для управления электроприводом ведущего круга бесцентрово-шлифовального станка, по казан на рис. 45. Такой вариант установки обычно приме няют в сложных схемах приводов при большом количестве электронных аппаратов, образующих в узле электрообо рудования самостоятельную функциональную группу.
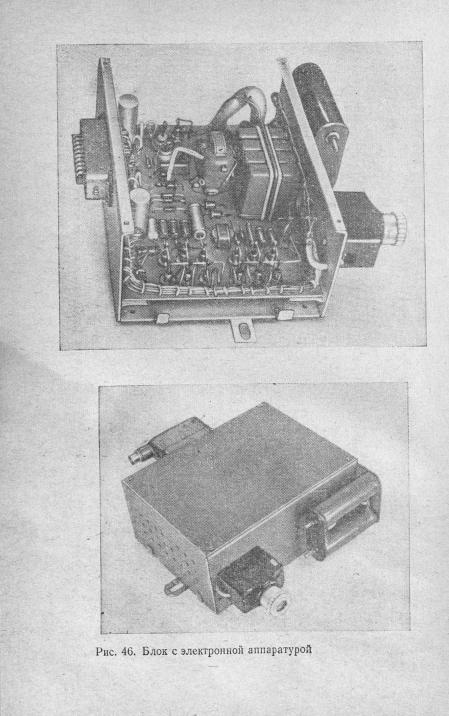
Установка в блоках. На рис. 46, а показан блок со снятой крышкой. Электронная аппаратура блока, пред назначенная для управления электромеханической по дачей станка, установлена на изоляционной панели, которая, в свою очередь, закреплена на корпусе блока. Блок устанавливают в станции управления, электриче ская связь блока и станции управления осуществляется посредством штепсельного разъема. Для защиты от меха нических повреждений блок закрыт кожухом (рис. 46, б). Конструкция блока обеспечивает возможность компакт ного размещения электронных аппаратов, быстрого и удобного их осмотра и замены.
Установка в кассетах. Монтаж в кассетах применяют, в основном, при установке электронных приборов на панели с печатной схемой. В этом случае панель к корпусу кассеты крепят посредством штепсельного разъема, ко-
116

Р и с . 4 8 . П р и м е р у с т а н о в к и п а н е л и с э л е к т р о н н ы м и а п п а р а т а м и на к о р п у с е м а г н и т н о г о у с и л и т е л я :
1 |
— магнитный усили тель |
ТУМА2-11; |
|
2 |
— панель; |
3 — шпильки ; |
4 — винт; |
5 |
— резистор |
М ЛТ-2; 6 — диод Д -226Б ; |
|
7 — панель ; |
8 — резистор |
СП-11 |
|
Р и с . 4 9 . П р и м е р |
у с т а н о в к и п а н е л и д л я |
э л е к т р о н н ы х а п п а р а т о в н а ш т е п с е л ь н о м |
|
р азъ ем е т и п а |
А (а п п а р а т ы |
не п о к а з а н ы ): |
|
1 _ колодка |
Р Ш А ГП Б -20; |
2 — вставка |
|
РШ В П Б -2 0 |
; 3 — панель из гетинакса 1 —2,0 мм |
||
ГОСТ 2718 |
— 66; |
4 — стойка |
|
п а н е л и с э л е к т р о н н ы м и а п п а р а т а м и л а м п о в о й п а н е л и :
/ ■— панель ламповая П Л -2П ГОСТ 2709—58; 2 — панель из гетинакса 1 —■2,0 мм ГОСТ
2718 —66; 3 — диод Д 226Б;
4 — защитный колп ач ок
Возможна установка панелей с электронными аппара тами на штепсельных соединениях (рис. 49, 50). Такой способ установки обеспечивает компактное размещение элементов, быстрый и удобный их осмотр и ремонт.
2. Монтаж аппаратуры
Требования к монтажу электронных приборов. К мон тажу электронных приборов предъявляют ряд требова ний, обусловливающих их надежную и бесперебойную работу. Панели для крепления электронных устройств должны быть выполнены из изоляционного материала, обладающего достаточной механической и диэлектриче ской прочностью. Так, материалом панели может служить текстолит ГОСТ 2910—67, стеклотекстолит ГОСТ 12652—67, гетинакс ГОСТ 2718—66, гетинакс и стекло текстолит фольгированные ГОСТ 10316—70 и др.
Элементы радиоэлектроники должны быть удалены друг от друга и от других токопроводящих поверхностей на определенное расстояние (5—10 мм), которое зависит от условий монтажа, эксплуатации, величины напряже ния и температурного режима элементов. В условиях стесненного монтажа допускается сокращение расстояния между элементами за счет применения изолирующих средств, например, поливинилхлоридных трубок, надевае мых на полупроводниковые элементы.
Приборы следует размещать так, чтобы при выполнении электрических соединений было минимальное количество пересечений проводов.
Тепловыделяющие элементы электрической схемы нельзя располагать рядом с электронными приборами, имеющими температурную нестабильность параметров, перегрев которых вызывает нарушение заданного режима их работы. Для дополнительного охлаждения выпрями тельных полупроводниковых приборов обычно приме няют металлические пластины или специальные радиа торы. Для лучшего теплоотвода радиаторам придают ребристую форму. Материалом для них служит красная медь или алюминий. Особенно важно учитывать, что кор пус прибора должен плотно прилегать к радиатору. Нельзя забывать, что радиатор, должен быть изолирован от остальной конструкции, так как обычно один из элек тродов вентиля соединен с его корпусом.
121