

16 Классификация сварных соединений мк. Достоинства и недостатки сварных соединений
Стоит сделать разбор каждого соединения?
Сваркой называется процесс получения неразъемных соединений путем установления межатомных связей между посдинямыми элементами при их местном нагревании или пластической деформации или совместном действии того и другого, обеспечивающиз необходимую прочность и пластичность сварного соединения.
По физическим признакам сварку классифицируют
- Класс по форме используемой энергии;
- Вид по виду используемой энергии.
Классы сварки по ГОСТ 29521-79
- Термический. Вид сварки, осуществляемые плавлением: электродуговая, электрошлаковая, электронно-лучевая и т.п.;
- Термомеханчиеский. Виды сварки, при которых используются тепловая энегия и давление: контактная, диффузионная, кузнечная и т.п.;
- Механчиеский. Виды сварки, производимые с использованием использованием различных видов механической энергии и давления.
В МК применяют ручной, механизированый и автмоатический виды электродуговой сварки.
Сварным соединением, как конструктивным элементом, называют участок конструкции, в которой отдельные ее элементы соединены с помощью сварки. В сварное соединение входит сварной шов, прилегающая к нему зона термического влияния (ЗТВ) и примыкающие к ней участки основного металла. Вид сварного соединения определяется взаимным расположением свариваемых элементов. РИСУНОК 4.13 СТР. 118
- Стыковые;
- Нахлесточные;
- Тавровые;
- Угловые;
- Торцевые.
Сварным швом нащывают элемент сварного соединения, образовавшийся в результате кристаллизации жидкого металла сварочной ванны.
Констурктивно
- Стыковые;
- Угловые (фланговые; лобовые; косые).
По назначению:
- Констурктивные;
- Расчетные (Р.+К.);
По положению в пространстве при сварке:
- Нижнее от 0 до 60 градусов;
- Вертикальное (В.-верт.; В.-гор.);
- Потолочное от 120 до 180 градусов;
- В лодочку.
По протяженности:
- Непрерывные;
- Прерывистые;
- Цепные;
- Шахматные;
По форме разделки кромок:
- С отбортовкой кромок;
- Без разделки кромок;
- С разделкой кромок (односторонние и двуст.).
85 kf β >= lw >= 40 мм;
kf,min <= kf <= kf, max СП 16.13330.2011.
Достоинства и недостатки сварных соединений.
+ Упрощение конструктивной формы МК;
+ Доступность (для ручной);
+ Экономия металла;
+ Сравнительно меньшая трудоемкость;
+ Непроницаемость;
- Непостоянное качество;
- Остаточные напряжения в ЗТВ;
- Вероятность возникновения дефектов швов;
- Иногда разупрочнение термически обр-ых сталей;
- Заструдение выполнения на высоте.
17 Работа и расчет сварных соединений со стыковыми сварными швами. Правила конструирования
![]()
При проектировании сварных соединений необходимо учитывать их неоднородность, определяемую концентрацией напряжений, изменением механических характеристик металла и наличием остаточного напряженно-деформированного состояния.
Хорошо сваренные стыковые соединения имеют весьма небольшую концентрацию напряжений от внешних сил и их прочность в первую очередь завимит от прочностных характеристик основного металла и металла шва. Различия разделки кромок практчиески не влияют на статическую прочность и при расчете могут не учитываться.
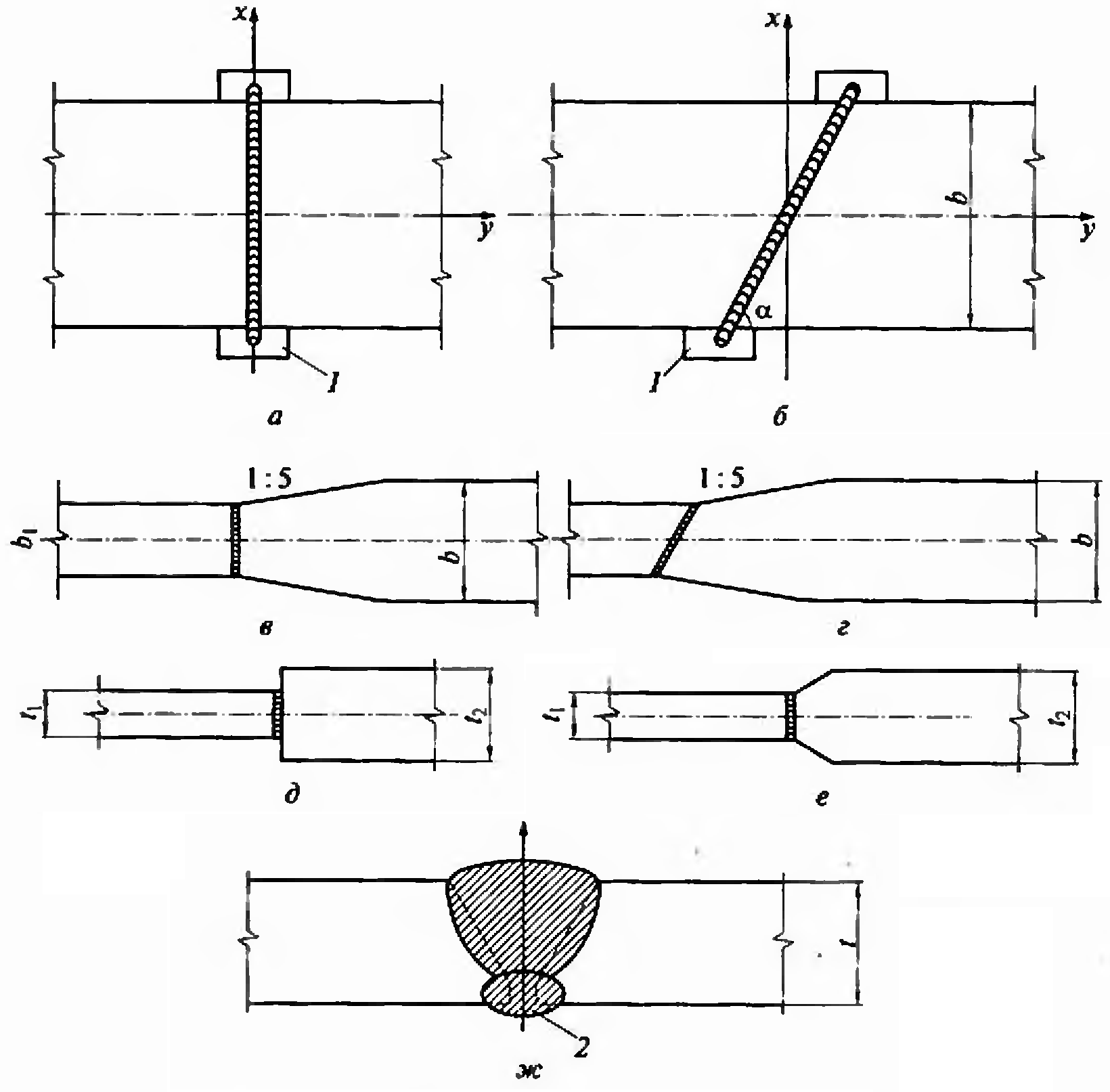
Сварной шов в начале и в конце, как правило, насыщен дефектами в силу неустановившегося теплового режима сварки, поэтому начало и конец шва следует выводить на технологические планки, которые удаляют после остывания свариваемых деталей. При расчете соединения без вывода шва на планки его расчетная длина принимается меньше на две толщины соединяемых элементов).
Гарантировать допустимые величину и число дефектов в сварном соединении на любом его участке затруднительно, поэтому необходим контроль качества соединения. Надежными методиками контроля являются физические методы (ультразвук, рентгеновское просвечивание и проч.). Как правило, стыки выполняют прямыми, но при невозможности выполнения контроля для обеспечения надлежащей прочности принимают наклон шва к оси элементов в 60 градусов. В случае работающего на сжатие шва необходимость устройства косого шва отпадает, а достаточным контролем становится визуальный осмотр.
При сварке встык элементов разной ширины следует делать скосы на элементе большей ширины для снижения концентрции напряжений, при сварке же элементов разной толщины делают скосы 1:5. Без скосов разрешается сваривать эелементы, разница в толщинах которых не превышает 4 мм.
При расчете сварных соединений прежде всего необходимо учитывать вид соединения, способ сварки (Р., М. или А.), сварочные материалы и положение при сварке. Значения расчетных параметров выбирают по таблицам СП 16.13330.2011.
N / (A Ri γc) <= 1
A = lw tmin
lw = b – 2 t (при прямом шве)
1 Растяжение
Rwy = Ry (с контролем)
Rwy = 0,85 Ry (без контроля)
2 Сжатие
Rwy = Ry
3 Сдвиг
Rwy = Rs = 0,58 Ry