

Проектирование штампов и штамповой оснастки. Бойко А.Ю., Гольцев А.М
.pdfА.Ю. Бойко А.М. Гольцев С.Л. Новокщѐнов |
ПРОЕКТИРОВАНИЕ ШТАМПОВ |
И ШТАМПОВОЙ ОСНАСТКИ |
Учебное пособие |
Воронеж 2010 |
1
ГОУВПО «Воронежский государственный технический университет»
А.Ю. Бойко А.М. Гольцев С.Л. Новокщѐнов
ПРОЕКТИРОВАНИЕ ШТАМПОВ И ШТАМПОВОЙ ОСНАСТКИ
Утверждено Редакционно-издательским советом университета в качестве учебного пособия
Воронеж 2010
1
УДК 621.983.04
Бойко А.Ю. Проектирование штампов и штамповой оснастки: учеб. пособие /А.Ю. Бойко, А.М. Гольцев, С.Л. Новокщѐнов. Воронеж: ГОУВПО «Воронежский государственный технический университет», 2010, 435 с.
В учебном пособии даны методика, рекомендации и исходные данные для проектирования штамповой оснастки. Приводятся типовые и наиболее интересные конструкции штампов, стандартные и нормализованные элементы конструкции их узлов и деталей.
Содержание учебного пособия соответствует требованиям учебного плана для направления 150200 «Машиностроительные технологии и оборудование», специальности 150201 «Машины и технология обработки металлов давлением», рабочей программе по дисциплине «Проектирование штампов и штамповой оснастки», преподаваемой по решению Ученого совета ГОУВПО «Воронежский государственный технический университет».
Предназначено для студентов очной формы обучения. Учебное пособие подготовлено в электронном виде в
текстовом редакторе Ms Word 2003 и содержится в файле «УП ПШ и ШО».
Табл. 62. Ил. 226. Библиогр.:23 назв. Рецензенты:
ОАО «Тяжмехпресс» (главный конструктор Д.А. Гехтман) д-р техн. наук, проф. А.Н. Осинцев;
©Бойко А.Ю., Гольцев А.М., Новокщѐнов С.Л., 2010
©Оформление. ГОУВПО
«Воронежский государственный технический университет», 2010
2
ВВЕДЕНИЕ
В затратах, производимых на изготовление деталей, стоимость штампов занимает одно из первых мест. Поэтому уменьшение стоимости штампов, а также увеличение их стойкости способствуют снижению себестоимости изделий.
Требования, предъявляемые к штампам, следующие:
1.Технологичность конструкции штампа.
2.Стойкость и прочность.
3.Надежность крепления деталей.
4.Возможность легкой и быстрой смены изношенных деталей.
5.Возможность удобной загрузки заготовок.
6.Возможность легкого удаления отштампованных деталей из штампа.
7.Безопасность работы.
8.Экономичность изготовления.
Все эти требования могут быть обеспечены рациональной конструкцией штампа. При разработке последней должны быть решены вопросы правильности формы и размеров заготовок по переходам, точности фиксирования, надежности зажима заготовки, удобства и безопасности закладывания заготовок в штамп и их удаления, термообработки деталей штампа их износоустойчивости, надежности направления верхней части штампа по отношению к нижней, возможности замены выходящих из строя деталей штампа без съѐма последнего с пресса, удобства установки штампа на пресс и удобства транспортировки (для тяжелых штампов), надежности крепления. Конструкция каждого штампа зависит в основном от следующих факторов:
а) формы габаритов и точности штампуемой детали; б) выбранного технологического процесса; в) толщины и вида исходного материала (лист, полоса,
лента, отходы); г) масштаба производства;
д) типа пресса.
3
1. КЛАССИФИКАЦИЯ ШТАМПОВ ХОЛОДНОЙ ШТАМПОВКИ.
Высокая стойкость штампов в условиях интенсификации производства и повышения требований к качеству изделий обеспечивается проектированием оптимальных конструкций штампов, созданием высокопрочных тепло- и износостойких штамповых материалов и покрытий, эффективных смазочных материалов и охлаждающих жидкостей, разработкой прогрессивной технологии изготовления технологической оснастки.
Технологическая оснастка — технические средства,
добавляемые к технологическому оборудованию для выполнения основной части технологического процесса.
Для получения деталей или заготовок способами ХШ на холодноштамповочном оборудовании применяют штамп — технологическую оснастку для обработки давлением, под действием которого заготовка или деталь приобретает форму и размеры, соответствующие поверхности или контуру одной или обеих его рабочих частей. Он обычно состоит из деталей и узлов различного назначения. Основные и обязательные элементы каждого штампа — его рабочие части: матрица и пуансон, которые непосредственно воздействуют на заготовку, придавая ей необходимую заданную форму и размеры.
По видам оборудования штампы делятся: на устанавливаемые на универсальном кузнечно-штамповочном оборудовании (молотах, винтовых и гидравлических прессах); устанавливаемые на специализированном оборудовании (горизонтально-гибочных, электровысадочных, высокоскоростных машинах, гидравлических прессах для изотермической и многоплунжерной штамповки, вальцах и прокатных станах, инструменте для сферодвижной штамповки и др.).
Конструкция штампов зависит от их назначения, характера деформации, способа нагружения, принципа действия и других
4
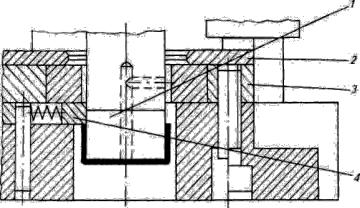
факторов. Простейший штамп можно представить как сочетание двух взаимно спаренных рабочих частей: матрицы и пуансона (рис. 1.1). Этот штамп для вытяжки без прижима цилиндрической детали состоит из матрицы 3 и пуансона 1. Заготовка, имеющая форму круга, укладывается в цилиндрический трафарет и при опускании пуансона вытягивается и проталкивается через матрицу, превращаясь в полый цилиндрический колпак. Ход пуансона должен быть таким, чтобы верхняя кромка детали в крайнем нижнем положении оказалась у края узла съемника 4, как показано на рисунке. При подъеме пуансона распружиненная деталь зацепится за уступ съемника, снимется с пуансона и уйдет на провал в тару. В пуансоне выполнен канал, который исключает образование вакуума в торце пуансона, что облегчает съем детали и исключает деформирование тонкостенных деталей. Взаимное совпадение рабочих частей относительно простого формоизменяющего штампа в процессе работы обеспечивается направляющими ползуна пресса. Для нормальных условий работы разделительного штампа необходимо обеспечивать взаимное направление одной рабочей части относительно другой.
Рис. 1.1. Вытяжной штамп простого действия:
1 — пуансон; 2 — трафарет; 3 — матрица; 4 — съемник.
5
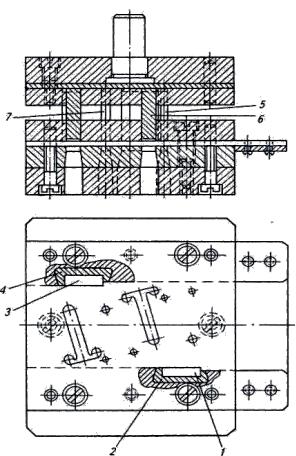
Более сложным по конструктивному исполнению является разделительный штамп последовательного действия с неподвижным съемником, который одновременно служит направлением для пробивных пуансонов 5, 6 и двух вырубных пуансонов 7 (рис. 1.2). Этот штамп состоит из пуансонов 5-7,
Рис. 1.2. Разделительный штамп последовательного действия с неподвижным направляющимся съемником: 1, 3 - шаговые ножи; 2, 4 - вкладыши; 5, 6 - пробивные
пуансоны; 7 - вырубной пуансон.
6
закрепленных в узле пуансонодержателя, соединенного винтами и штифтами с узлом хвостовика и узла матрицы со съемником, прикрепленным с помощью винтов и штифтов к нижней плите. Нижняя плита крепится к столу пресса болтовыми соединениями.
Штамповка (вырубка) начинается с подачи полосы материала в паз съемника до упора. При опускании пуансона 7 вырубленная деталь проталкивается сквозь матрицу. После подъема пуансона полоса снимается съемником с пуансона и может быть продвинута вперед с фиксацией по краю вырубленного в полосе отверстия на упор. Далее процесс повторяется, пока вся полоса не пройдет через штамп, переходя в новое качество — отход.
Недостаток этой конструкции заключается в том, что направление пуансона по съемнику довольно быстро теряется вследствие износа съемника, в результате чего может произойти зарубание рабочих кромок штампа. Поэтому более надежные штампы монтируются на блоках. В современном штамповочном производстве широко распространены блочные штампы с направляющими колонками и втулками, а также дру-
гими направляющими устройствами, обеспечивающими в процессе работы необходимое совпадение рабочих частей. Каждый штамп должен иметь элементы фиксации для обрабатываемого материала, например направляющие, и шаговые упоры для ленты и полосы, фиксаторы для штучных заготовок. В зависимости от назначения штампы оснащают механизмами для удаления готовых деталей и отходов,
прижимами, съемниками, ограждениями для обеспечения безопасности.
Всовременной промышленности удельный вес штампов
вобщем объеме технологической оснастки весьма велик, особенно это относится к машиностроению и приборостроению. Так, для производства легкового автомобиля необходимо свыше 3000 штампов, а для производства радиоприемника — свыше 1000 штампов и до 300 пресс-форм.
7
За последние годы внедрено много новых высокоэффективных технологических процессов, в том числе с использованием прогрессивных методов обработки, например
электрофизической и электрохимической. Применение такой обработки в производстве технологической оснастки дает возможность увеличить ее выпуск, резко снизив затраты на производство. Внедрение нового оборудования в инструментальном производстве позволяет снизить удельный вес ручной слесарной обработки, которая заменяется станочными методами. При этом получаются детали любой сложности более высокого качества.
Классификация основных видов штампов для листовой штамповки по ГОСТ 15830 представлена на рис. 1.3.
По т е х н о л о г и ч е с к о м у п р и з н а к у штампы бывают: простого действия и комбинированные последовательного действия или совмещенного действия.
Штамп простого действия — штамп для выполнения одной или нескольких одноименных технологических операций на одной позиции за один ход подвижной части штампа. Наименования штампов простого действия образуются при помощи выражения: «Штамп простого действия для...» — с добавлением названия выполняемой им операции в косвенном падеже. Например: «Штамп простого действия для вырубки».
Штамп последовательного действия — штамп для выполнения нескольких операций холодной штамповки или технологических переходов на нескольких позициях за соответствующее число ходов подвижной части штампа.
Штамп совмещенного действия — штамп для выполнения разноименных операций холодной штамповки или технологических переходов на одной позиции за один ход подвижной части штампа. Наименование штампов последовательного и совмещенного действий образуются при помощи выражения: «Штамп последовательного (совмещенного) действия для...» — с добавлением названия
8
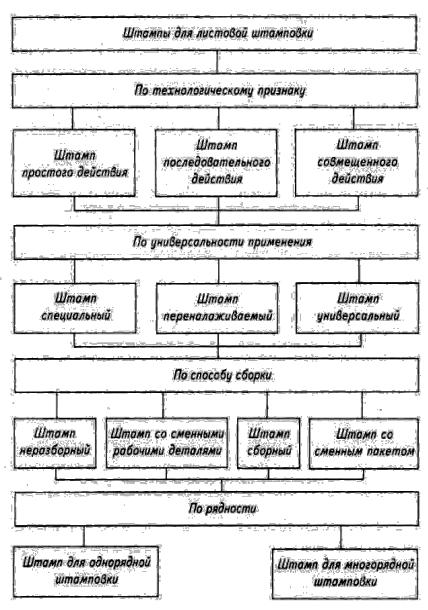
Рис. 1.3. Классификация основных видов штампов.
9