

3875
.pdfпервой, третьей и четвертой групп. Так, ГОСТ 16582 и ГОСТ 16583 предусматривают 32 габаритных типоразмера плит матриц, пуансонодержателей и съемников.
Гибкая стандартизация заключается в определении габаритных типоразмеров матриц, пуансонодержателей, съемников СПШ и наборов пуансонов с учетом конструктивно-технологических свойств деталей, обрабатываемых в ГПС холодной листовой штамповки.
На выбор габаритных размеров пакетов СПШ существенное ограничение накладывает состав ГПМ, входящих в автоматизированные штамповочные комплексы, и используемые варианты раскроя полосы (ленты). Так, при использовании прессов-автоматов моделей СН-138 и ПА-350-25 размеры пакетов будут только одного типоразмера в плане: 80×100 и 145×170 мм соответственно.
Из этого примера видно, что шаг подачи и ширина полосы (ленты), могут быть ограничены размерами пакетов штампов в плане.
Значительного сокращения количества типоразмеров пакетов можно достигнуть унификацией ширины полос и лент. Для определения необходимого и достаточного количества типоразмеров исходных заготовок используются статистический анализ и автоматизированный расчет параметров раскроя полосы.
Применение в практике гибкой стандартизации элементов конструкции СПШ позволяет перевести изготовление деталей мелкосерийного выпуска с поэлементной штамповки универсально-переналаживаемыми штампами (УПШ) на изготовление сменными пакетными штампами, скомплектованными из деталей пакетов многоразового применения и унифицированных наборов рабочих частей (рис.
3.19).
При годовом объеме выпуска деталей более 1200 шт. использование СПШ с деталями пакетов многократного применения более эффективно по сравнению с УПШ поэлементной штамповки.
130
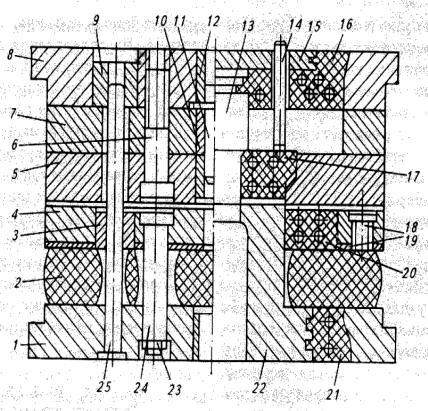
Рис. 3.19. Сменный пакетный штамп с плитами пакета многократного применения:
1 – нижний пуансонодержатель; 2 – плита буфера; 3, 9, 10 и 12направляющие втулки; 4 – плита съѐмника; 5 – обойма
матрицы; 6 и 18 винты; 7 – промежуточная плита; 8 – обойма пуансонодержателя; 11 и 25 – направляющие колонки; 13 – пробивной пуансон; 14 – толкатель; 15 – подкладная плита; 16, 20 и 21 – конструктивные элементы из эпоксидной смолы; 17 – выталкиватель; 19 – промежуточная плита; 22 – пуансонматрица; 23 – гайка; 24 – ступенчатый винт.
131
3.4. Типовые полуфабрикаты, стандартные детали и узлы штампов.
Типовые детали штампов делятся на две основные группы: детали технологического назначения — детали, кото-
рые в ходе производимой операции находятся во взаимодействии с обрабатываемым материалом или изделием и непосредственно участвуют в выполнении этой операции;
детали конструктивного назначения, имеющие в конструкции штампа монтажно-сборочное назначение.
Детали технологического назначения в свою очередь состоят из следующих групп: рабочие детали штампа, непосредственно выполняющие необходимую штамповочную операцию (матрицы, пуансоны, ножи, пуансон-матрицы); фиксирующие детали, предназначенные для точной установки штампуемого материала или заготовки в ходе выполнения операции штамповки (упоры, рычаги упоров, ловители, фиксаторы, направляющие планки и лотки, боковые прижимы);
прижимающие и удаляющие детали, предназначенные для удержания материала или заготовок в ходе выполнения операции или съема и удаления отштампованного изделия после операции (прижимы, складкодержатели, перетяжные ребра, выталкиватели, отлипатели, съемники, сбрасыватели, клинья прижимов, ползушки прижимов).
Детали конструктивного назначения: держащие опорные детали, предназначенные для монтажа технологических деталей и передачи рабочего давления (детали блока: плиты, хвостовики, плиты промежуточные; пуансоно- и матрицедержатели; плиты подкладные, ограничители хода);
направляющие детали штампа, предназначенные для направления движения верхней части штампа или пуансона относительно нижней в процессе штамповки (направляющие колонки и направляющие втулки, направляющие планки и плитки и направляющие всех видов); крепежные детали, предназначенные для крепления деталей штампа между собой или крепления штампа на столе пресса (винты, штифты, пружины, скобы, зажимы и др.).
132

Детали кинематического назначения - клинья, ползушки,
рычаги, оси рычагов, кронштейны рычагов, тяги и др. 3.4.1. Типовые узлы блоков штампа.
Штамп состоит из блока штампа и пакета штампа. В блок, как правило, входят нижняя и верхняя плиты, направляющие колонки и направляющие втулки, хвостовик. В соответствии с ГОСТ 13 124,…, ГОСТ 13 129 блоки штампов представляют собой готовые сборочные единицы, выполненные в нескольких вариантах, различающихся формой плит и расположением в них направляющих колонок и втулок. Требования к точности блоков приведены в табл. 3.11.
Таблица 3.11 Контролируемые параметры и допускаемые отклонения
блоков штампов для листовой штамповки.
Чаще всего в производстве применяют блоки с диагональным расположением направляющих узлов 2-5 (рис. 3.20, а), с задним расположением направляющих узлов 2-5 (рис. 3.20, б), с осевым расположением направляющих узлов 2- 5 (рис. 3.20, в) и блоки штампов с четырьмя направляющими узлами 2, 3 (рис. 3.20, г), запрессованными в нижнюю 1 и верхнюю 6 плиты.
В зависимости от расположения плит пакета штампа на плитах блока они имеют два варианта исполнения 1 и 2.
133

Рис. 3.20. Расположение направляющих узлов в блоках штампов:
п. 1.4 – место маркировки из п. 1.4 ТУ; Н и Н1 – закрытая высота пакета и блока штампа; L* и B* - длина и ширина установочных площадок верхней и нижней плит штампов.
134

На рис. 3.21 приведен пример возможного изменения расположения установочной площадки L*×В* в плане для пакетов на плитах блока штампа (рис. 3.21, а): если соотношение длины L и ширины В прямоугольного в плане пакета L > В, то исполнение 1 (рис. 3.21, б); если L < В, то исполнение 2 (рис. 3.21, в).
Рис. 3.21. Расположение установочных площадок на плитах блока:
1 – верхняя плита блока 2 и 4 – направляющие колонки; 3 и 5 – направляющие втулки; 6 – нижняя плита блока; п. 5 –
место маркировки из п. 5 ТУ.
В табл. 3.12 приведены размеры заготовок плит пакетов в плане, устанавливаемых на блоки с диагональным расположением направляющих узлов определенного типоразмера. Из табл. 3.12 видно, что на блок с конкретными размерами рабочей (установочной) плоскости L*×В* могут быть установлены заготовки плит пакета нескольких типоразмеров.
Блок с подвижными колонками модели ВД 6521-3761 разработки ОКБ ТО (Санкт-Петербург) предназначен ДЛЯ высокоточных разделительных штампов (рис. 3.22).
135

Таблица 3.12 Размеры заготовок плит пакетов, устанавливаемых на
блоки с диагональным расположением направляющих
Применяются блоки и других конструкций, в частности блоки, у которых функции направляющих узлов выполняют детали пакета, например отверстие для пуансона в неподвижном съемнике, или специальные направляющие планки. Блоки без узла направляющих колонок и втулок применяются в разделительных штампах, если толщина штампуемого материала больше или равна 3 мм. В разделительных штампах простого действия, предназначенных для вырубки разверток полых пространственных деталей, допустимо применение блока без направляющих колонок и втулок при толщине штампуемого материала больше 0,8 мм.
Универсальные блоки штампов. Схема работы прихвата универсального блока модели ВД 6512-0057 разработки ОКБ
136

ТО (Санкт-Петербург) показана на рис. 3.23. Прихват предназначен для автоматизации крепления штампов-пакетов по ГОСТ 18717.
Рис. 3.22. Блок стационарного штампа со сменным узлом трения качения.
Плиты блока штампа служат для монтажа на них всех деталей штампа и воспринимают всю нагрузку. От них зависят надежность работы штампа и его долговечность. Плиты изготавливают из стального проката либо из отливок (чугунных, реже стальных). Чугун обладает хорошими литейными и демпфирующими (гасит вибрации) свойствами. Для повышения прочности применяют кованые плиты. Показатели качества обработки плиты — плоскостность и параллельность. Для этих целей плоскости плит шлифуют. Плиты массой более
137
16 кг следует оснащать средствами для захвата (зачаливания) при транспортировании: комплектами съемных стержней, которые вставляют в глухие отверстия плит; приливами и всевозможными цапфами; крюками; рым-болтами, закрепленными на плитах с помощью резьбовых и иных соединений.
Плиты штампов стандартизированы и могут быть с двумя, тремя и четырьмя направляющими узлами (обычно направляющими колонками и втулками).
Плиты должны обладать рациональной металлоемкостью и достаточной прочностью при выполнении технологических операций. С этой целью нестандартные плиты блоков штампа рассчитывают на прочность.
Направляющие узлы. В связи с необходимостью соблюдения относительно малых зазоров резания z между режущими кромками матриц и пуансонов предъявляются жесткие требования к обеспечению высокоточного направления верхней части штампа относительно нижней. Это достигается с помощью направляющих узлов блока. Наиболее простой и доступной для изготовления является пара цилиндрических направляющих скольжения — колонка с втулкой.
Направляющие узлы блока штампа обеспечивают высокоточное совмещение верхней части штампа с нижней, а, соответственно, и точное совмещение пуансонов и матриц при штамповке. Они должны обладать высокой точностью и жесткостью, достаточной стойкостью и удобством в эксплуатации. Применение направляющих узлов упрощает установку и наладку штампа на прессе. Одним из важных условий обеспечения направления является обязательный контакт направляющих поверхностей сопрягаемых деталей узла до начала рабочего процесса в штампе.
Направляющие узлы делятся на два вида: скольжения и качения. Направляющие скольжения применяются во всех видах штампов, направляющие качения — преимущественно в разделительных штампах, рабочие детали которых оснащены
138

твердыми сплавами. Универсальной направляющей парой является комплект из цилиндрических колонки и втулки.
Рис. 3.23. Прихват универсального блока штампа мод. ВД 6542-0057:
1 - нижняя плита сменного пакета; 2 – прихват в нижнем положении; 3 - прихват в верхнем положении; 4 – нижняя плита блока.
Для стандартных блоков применяются: колонки направляющие гладкие по ГОСТ 13118 (рис. 3.24, а), диаметр колонкиd = 12…50 мм; колонки направляющие с проточкой по ГОСТ 13119 (рис. 3.24, б), d= 12…100 мм; втулки направляющие гладкие по ГОСТ 13120 (рис. 3.24, в), d = 12…50 мм; втулки направляющие ступенчатые по ГОСТ 13121 (рис. 3.24, г), d = 12…100 мм. Втулки удлиненные по ГОСТ 13122-83. Колонки выполняют обычно гладкими, а втулки — с канавками для смазочного материала. На прессах с относительно малым ходом ползуна (не более 150 мм) рекомендуется обеспечивать постоянный контакт в направляющей паре на всем пути движения ползуна (чтобы при открытом штампе колонки не выходили из втулок). С этой целью и предусматриваются втулки с удлиненной выступающей частью.
139