

3875
.pdfзакрытую высоту штампа и пресса, диапазон их регулирования.
Сведения о материалах деталей штампов и их термообработке, как правило, приводят на рабочих чертежах, а технические требования, относящиеся ко всему штампу, — на сборочных чертежах.
Конструкция штампа должна обеспечивать: получение штампуемых деталей с заданной точностью геометрической формы и размеров, с требуемыми механическими свойствами и структурой металла; отсутствие внутренних и поверхностных дефектов; в максимальной степени использование стандартных деталей и узлов и как можно меньше оригинальных; соответствие конструкционного материала рабочих деталей штампа объему выпуска штампуемых деталей; рациональное использование штампуемого материала: максимальную производительность; безопасность в работе; технологичность в изготовлении; удобство в эксплуатации в ремонте; экономически эффективную стойкость.
Результаты выполнения всех стадий проектирования оформляются конструкторскими документами по ГОСТ 2.102. Соответствующие документы для стадий проектирования штампов по указанному ГОСТу приведены в табл. 3.1.
Таблица 3.1. Состав комплекта рабочей документации при
проектировании штампов.
60
3.1.1. Штампы с рабочими элементами, изготовленными методами электротехнологии.
Конструкции этих штампов должны обеспечивать исключение или снижение до минимума доли ручного труда зри изготовлении матрицы и пуансонов, их сопряжение с равномерным зазором, исключение подгонки пуансонодержателя и съемника, а также высокую стойкость, в два-восемь раз выше, чем традиционные штампы (где пуансоны выполнены профильным шлифованием, а матрица, съемник и пуансонодержатель — по отпечатку от выдавливания пуансонов с последующей слесарной припиловкой).
Методами электротехнологии в автоматическом и полуавтоматическом режимах изготовляют преимущественно разделительные штампы следующих видов: штампы последовательного действий с узлом пуансонодержателя, выполненным из монолитной плиты (монолитные штампы); однооперационные штампы простого и совмещенного действия монолитным узлом пуансонов, изготовленным методом обратной прошивки; штампы последовательного и совмещенного действий с рабочими деталями, изготовленными на станках с непрофилированным электродом-проволокой.
Монолитные штампы последовательного действия.
Отличительной особенностью конструкции монолитных штампов последовательного действия является то, что все пуансоны и шаговые ножи, кроме пуансонов для пробивки отверстий диаметром до 8 мм, выполняют из монолитной плиты заодно с плитой пуансонодержателя (узел пуансонодержателя). Такая конструкция значительно увеличивает жесткость штампа. Матрица монолитного штампа выполнена из легированной инструментальной стали твердостью 57…61 HRCэ. В окнах матрицы по контуру рабочей части предусматривают уклон 6…15', высоту рабочей части в зависимости от толщины обрабатываемого материала
61
принимают 8…12 мм. Провальную часть окна матрицы выполняют больше рабочего окна на 0,3…0,6 мм по контуру. При наличии тонких перемычек и близко расположенных отверстий рабочую часть обрабатывают на всю высоту матрицы с уклоном 6…10'. Параметр шероховатости матрицы монолитного штампа Ra = 1,25 мкм. Матрицу изготовляют без слесарно-лекальной доработки.
Пуансоны, шаговые ножи и пуансонодержатель выполнены из узла плиты как одно целое. Пуансоны, как и матрицу, изготовляют из легированной стали, как правило, XI2М. Толщина плиты пуансонов для штампов с размерами в плане до 220×160 мм составляет 32 мм. Высота пуансонов 16 мм, высота их рабочей части 8 мм. Размеры на сторону утолщенной части пуансона на 0,3…0,5 мм больше размеров рабочей части. Утолщенная часть позволяет восстанавливать рабочую часть пуансона после поломки или изнашивания и увеличивает его жесткость.
Рабочую часть пуансона выполняют с обратным уклоном (размер уменьшается к режущей части). Как правило, уклон на пуансоне принимают 0,5…0,7 уклона матрицы. Это позволяет при заточке штампа не увеличивать зазор между матрицей и пуансоном до полного изнашивания последнего.
Для придания жесткости пуансонам и шаговым ножам переход от рабочей поверхности пуансонов к поверхности посадочной части, сопрягаемой с поверхностью отверстия в плите пуансонодержателя, выполняют по дуге окружности
радиусом Rинстр.
Пуансоны для пробивки отверстий диаметром до 8 мм для удобства и простоты замены изготовляют вставными, как в обычных штампах. Их устанавливают в отверстиях плиты
пуансонодержателя по посадке |
H7 |
или |
H7 |
, причем |
|
|
|||
|
n6 |
|
k6 |
|
фигурные пуансоны с круглой посадочной частью должны фиксироваться от проворота.
При наличии вставных круглых пуансонов
62
термообработку рабочей части плиты пуансонов выполняют до твердости 59…61 HRCэ, а верхней части плиты — до твердости 33…38 HRCэ, что позволяет обрабатывать отверстия под вставные круглые пуансоны твердосплавным инструментом, не прибегая к координатному шлифованию этих отверстий. Если нет вставных пуансонов, плиту узла пуансонов вместе с пуансонами подвергают закалке до твердости 59…61 HRCэ.
Вбольшинстве вариантов конструктивных исполнений монолитный пуансонодержатель имеет значительно меньшие размеры в плане, чем съемник и матрица. В съемнике выполняют выборку - карман, куда входит пуапсонодерясатель. Это позволяет уменьшить длину пуансонов, повысив их жесткость, а также сократить расход материала на монолитный пуансон. При такой конструкции съемник может иметь высоту, большую, чем высота пуансона. Съемник выполняют подвижным или неподвижным.
Всвязи с большой жесткостью пуансонов нет необходимости направлять их по окнам съемника. Съемник служит, как правило, только для съема полосы с пуансонов. Зазор между окнами съемника и пуансонами 0,3…0,5 мм.
Твердость съемника 29…33 HRCэ. Поверхность съемника, соприкасающаяся со штампуемой лентой, может упрочняться твердым сплавом Т15К6 путем электроэрозионного легирования на установках типа ЭФИ46А; толщина нанесенного твердосплавного слоя 0,05…0,1 мм.
При вырубке материалов толщиной менее 0,35 мм к съемнику крепят накладку толщиной 3…5 мм, твердостью
53…57 HRCэ. Ее располагают в нижней части съемника между направляющими планками. Рабочие окна в накладке выполняют по пуансонам с зазором 0,03…0,05 мм на сторону. При вырубке тонких материалов (толщиной менее 0,35 мм) и невозможности применения накладки, например из-за отсутствия места для ее крепления, малой жесткости и т. д., увеличивают твердость съемника и уменьшают зазор между
63
окнами съемника и пуансонами до 0,05 мм на сторону. Окна съемника в этом случае выполняют, как правило, непрофилированным электродом по той же программе, по которой изготовляли матрицу, но с введением коррекции.
Монолитные штампы применяются как с направляющими качения, так и с направляющими скольжения. При использовании направляющих скольжения диаметр колонок принимают несколько большим, чем в обычных штампах аналогичных габаритных размеров. Как правило, блок имеет четыре направляющие колонки.
Для улучшения условий центрирования пуансонов по матрице во время работы в ряде случаев устанавливают дополнительные фиксирующие элементы в виде специальных пилонов, запрессованных в плиту пуансонов. Зазор между этими пилонами и дополнительными отверстиями в матрице должен быть меньше зазора между пуансонами и матрицей. Остальные детали монолитного штампа конструктивно не отличаются от аналогичных деталей штампов обычных конструкций.
Стойкость монолитных штампов в четыре-восемь раз выше стойкости разделительных штампов традиционных конструкций. Применение этих штампов эффективно при вырубке цветных металлов и конструкционных сталей. В отдельных случаях стойкость монолитных штампов приближается к стойкости твердосплавных штампов.
Повышение стойкости монолитных штампов по сравнению со штампами традиционных конструкций обеспечивается за счет следующих факторов: значительного повышения жесткости пуансонов; наличия гарантированного равномерного зазора между пуансонами и матрицей (получаемого автоматически); наличия износостойкого слоя, полученного на рабочих поверхностях пуансонов и матрицы путем электроэрозионной обработки; закалки на большую твердость без поводок; наличия обратного уклона на пуансонах.
64
Однооперационные штампы простого и совмещенного действия с монолитным узлом пуансонов. Однооперационные штампы совмещенного действия с монолитным пуансоном предназначены для вырубки-пробивки на одной позиции деталей с большим числом узких пазов и отверстий, включая детали с фигурными тонкими выступами и пазами шириной 0,1.-0,5 мм, а также для вырубки деталей с перемычками шириной меньше толщины штампуемого материала (до толщины материала, в 2 раза превосходящей толщину перемычки).
Особенностью штампов (рис. 3.3) является то, что перемычки и выступы в отверстии матрицы (вырезанном непрофилированным электродом-проволокой насквозь) залиты легкоплавким сплавом, который укрепляет их и образует дно глухой полости, а узел пуансонов 6 выполнен из монолитной плиты. Глубина полученной полости матрицы равна толщине штампуемой детали. При перезаточках матрицы легкоплавкий сплав может осаживаться пуансонами до первоначального уровня. Рабочую часть матрицы выполняют, как правило, с обратным уклоном (в основном при вырубке материалов толщиной свыше 0,8 мм). Штамп состоит из матрицы 2, полость которой залита легкоплавким сплавом 3 таким образом, что дно полости не доходит до рабочей кромки матрицы на размер, равный или несколько больший толщины обрабатываемого материала. В легкоплавком сплаве 3 установлены выталкиватели 4, обеспечивающие удаление отходов из матрицы 2. Выталкиватели 4 проходят сквозь отверстие в опорной плите 8 и крепятся в держателе 1. В верхней части штампа установлены монолитный узел пуансонов 6 и съемник 5, который снимает деталь с пуансонов и прижимает ее к зеркалу матрицы в момент пробивки. Тонкие перемычки 7 матрицы 2 усилены легкоплавким сплавом, что придает им достаточную жесткость.
При рабочем ходе узла штампа пуансонов 6 производится вырубка-пробивка, после чего выталкиватели 4
65
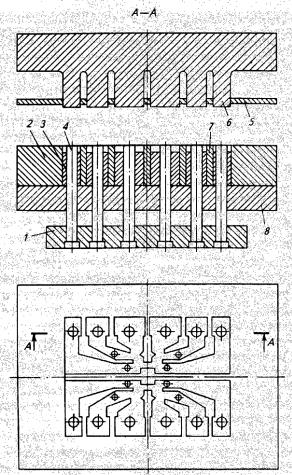
«утапливаются», а отход заполняет пространство между режущими кромками матрицы и легкоплавким сплавом 3.
Рис. 3.3. Штамп с монолитным узлом пуансонов.
При ходе узла пуансонов 6 вверх выталкивателями 4 под действием пружин (не показаны) отход выталкивается, а съемник 5 снимает деталь с пуансонов 6. Матрицу перезатачивают после вырубки нормированного количества деталей узла. Материал матрицы — сталь Х12М или У8А.
Таким образом, матрицу крепят непосредственно к
66
верхней плите штампа, либо для уменьшения ее высоты между ней и верхней плитой устанавливают промежуточную прокладку. Твердость матрицы 57…61 HRCэ. Maлые пробивные пуансоны (в плане менее 20×20 мм) крепят в пуансонодержателе, как правило, расклѐпыванием верхней торцовой части, крупные пуансоны крепят с помощью винтов к пуансонодержателю (по высоте их выполняют меньшими на высоту пуансонодержателя) и фиксируют от смещения штифтами либо сваркой (прихватывают в отдельных точках специальными электродами малого сечения). Для уменьшения длины пуансонов в целях повышения их жесткости и уменьшения трудоемкости электроэрозионной вырезки пуансонодержатель выполняют в плане меньше рабочего окна матрицы. Пуансонодержатель частично размещается в окне матрицы. Выталкиватель крепят с помощью винта и специальной втулки к верхней плите штампа или к пуансонодержателю. Втулка выполняет функцию направляющей для выталкивателя.
Пуансон-матрицу для уменьшения ее высоты и удобства крепления выполняют из двух частей: собственно пуансонматрицы и основания пуансон-матрицы. Крепление их между собой осуществляют с помощью винтов и фиксируют с помощью штифтов либо сваркой (прихватывают в отдельных точках). Материал пуансон-матрицы (в зависимости от штампуемого материала) — сталь XI2М или У8А, твердость 57…59 HRCэ. Материал основания пуансон-матрицы — сталь 45, твердость 45…49 HRCэ. Отверстия в пуансон-матрице выполняют с уклоном, как правило, на всю высоту. Отверстия в основании пуансон-матрицы выполняют на 0,2…0,5 мм по контуру большими, чем в пуансон-матрице, а в нижней плите
— на 0,3…0,5 мм большими, чем в основании. Съемник изготовляют подпружиненным, как и в штампах традиционных конструкций, но здесь он должен иметь выборку для захода основания пуансон-матрицы. Все остальные детали конструктивно не отличаются от штампов традиционных конструкций.
67
По сравнению с монолитными штампами, изготовленными методом комплексного сопряжения, где все профильные пуансоны обрабатываются после установки на блок, штампы с рабочими элементами, изготовленными непрофилированным электродом, отличаются несколько меньшими жесткостью и стойкостью, большей трудоемкостью электроэрозионной обработки и требуют при сборке более высокой квалификации специалистов. Однако технология их изготовления не требует специальных навыков станочниковинструментальщиков по обработке металлов резанием со снятием стружки.
Если толщина штампуемого материала меньше 0,5 мм, в качестве буфера используют пружины, а при толщине материала свыше 0,5 мм применяют полиуретан. Отход с зеркала матрицы удаляется с помощью сжатого воздуха. Для ограничения захода пуансонов в матрицу в штампах устанавливают упорные колонки.
Эти штампы позволяют штамповать: сложноконтурные детали с близко расположенными отверстиями за одну операцию; детали, которые раньше можно было изготовить только вручную или электроэрозионной вырезкой (детали с толщиной материала больше ширины перемычки).
Особенностями штампов совмещенного действия являются: утолщение по наружному контуру пуансон-матрицы после рабочей части и наличие переходного радиуса по дуге окружности от рабочей части к утолщению посадочной части. Это повышает жесткость пуансон-матрицы, что особенно важно при малой толщине стенки между наружным контуром и окном. Аналогичное утолщение выполнено на пуансонах для пробивки. Соответствующие выборки под эти утолщения выполнены в выталкивателе и прижиме. Близко расположенные друг от друга пробивные пуансоны (или все пробивные пуансоны) изготовляют из одной цельной заготовки совместно с пуансонодержателем либо из заготовки, посадочная часть которой имеет простую форму (круг,
68
прямоугольник).
Обратную прошивку монолитного узла пуансонов либо выполняют непосредственно в блоке штампа (комплексная прошивка), либо отдельно обрабатывают плиту монолитного узла, закрепив ее на шпинделе прошивочного станка. При прошивке в блоке должно быть обеспечено легкое (от руки) перемещение верхней части блока по отношению к нижней. Это достигается применением шариковых направляющих или направляющих скольжения. Для улучшения центрирования втулок по направляющим колонкам скольжения их крепят эпоксидным компаундом в отверстиях плит блока.
Штампы последовательного действия с рабочими деталями, выполненными непрофилированным электродом-
проволокой. Особенностью этих штампов является то, что все профильные пуансоны и шаговые ножи имеют постоянное сечение по всей длине, т. е. без буртов и ступеней. Крепление пуансонов в пуансонодержателе осуществляют расклепыванием по контуру его тыльной части (1x45°). Для этого верхнюю часть пуансона отпускают до твердости 28…35 HRCэ или крепят эти пуансоны заливкой легкоплавким сплавом либо технологической пластмассой (АСТ-Т, бутокрил, эпоксидные компаунды), для чего по контуру пуансонов на расстоянии 3…6 мм от верхнего торца выполняют канавки шириной 2…4 мм и глубиной 0,3…1,0 мм. Крепление пуансонов осуществляют также с помощью металлических вставок, входящих в эти канавки и выполняющих роль призматических буртов.
При большом сечении пуансона (более 20×20 мм) к верхнему торцу пуансона с помощью винтов крепят пластину толщиной 3,5…5 мм, которая выполняет роль буртов, либо пуансон крепят непосредственно к пуансонодержателю, при этом пуансон вырезают непрофилированным электродомпроволокой из предварительно термообработанной заготовки твердостью 57…61 HRCэ соответственно меньшей высоты. Материал заготовки — Х12М, Х12Ф1, У8А и др. При наличии в пуансоне отверстия под ловитель его предварительно
69