

3875
.pdfШаговый нож длиной сечения в плане (шаг) L = 8,4 мм дорабатывают из стандартной заготовки. В графе спецификации «Примечание» указывают код стандартной заготовки для данного ножа.
Пуансон является базовой деталью. Его рабочий контур со всеми размерами обязательно указывают на листе переменной части КД. В стандарт-чертежах приводятся все остальные параметры пуансона, в том числе размеры и расположение канавок под заливку. При необходимости на листе переменной части КД указывают особенности данного пуансона, не отмеченные в стандарт-чертежах, например специальное расположение канавок под заливку (см. рис. 3.7). Рабочая часть пуансона для пробивки может быть круглой, овальной и фигурной. В массиве данных заложена информация о том, что круглая в поперечном сечении рабочая часть получается путем доработки из стандартной заготовки. При необходимости применить специальный пуансон для пробивки его изображают в двух проекциях как переменную часть КД. Если пуансон с фигурной рабочей частью можно изготовить из стандартной круглой заготовки, достаточно показать его вид снизу. В спецификации на круглый пуансон для пробивки указывают: «Пуансон, d = 1,58», где d — диаметр рабочего контура пуансона. В «Примечании» приводится код заготовки пуансона.
Стандарт-чертежами предусматриваются несколько типов фиксаторов, в том числе для установки в пуансонодержателе. В случае применения фиксатора его координаты указывают на схеме плана раскроя полосы. Фиксаторы, как правило, устанавливаются в отверстия пуансона.
Расположение и конфигурацию отверстий в матрице приводят на листе переменной части КД, причем все координаты указывают от осей штампа. Остальные данные общего характера, например рабочие уклоны, координаты и размеры крепежных отверстий, выводят на экран дисплея ПК в виде стандарт-чертежа (рис. 3.10).
Поскольку в массиве данных заложена информация о
110
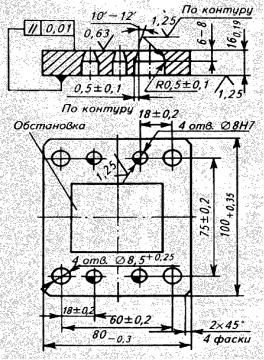
варианте технологического процесса изготовления рабочих отверстий в матрице прошивкой термообработанным пуансоном, допускается их размеры на листе переменной части КД не указывать. Обязательно проставляют размеры только тех отверстий, которые необходимо обрабатывать без доводки, например на координатно-расточных или электроэрозионных станках, т. е. только отверстий, которые не прошиваются пуансоном.
Таким образом, каждая изменяющая свои параметры деталь штампа со всеми требованиями по ее изготовлению и сборке представлена на выходе АС проектирования штампов в двух документах — на стандарт-чертежах и на листе переменной части КД.
Рис. 3.10. Чертѐж плиты матрицы.
111
Переменная часть КД должна поступать в производство в двух-трех экземплярах для обеспечения бесперебойной работы различных участков.
Типизация технологических процессов изготовления основных деталей базовых конструкций штампов.
Особенность описанных принципов ускоренного проектирования в том, что конструктор должен предопределять технологию изготовления основных деталей. Например, получение технологического зазора после прошивки возможно как за счет увеличения окна матрицы, так и за счет уменьшения наружного контура пуансона.
Для облегчения выбора варианта изготовления основных деталей разрабатывают базовые технологические процессы и проводят их классификацию. Каждый такой процесс имеет код, а в классификаторе перечисляют требования к пуансону или матрице.
Коды технологических процессов для изготовления основных деталей данного штампа проставляются конструктором в правом верхнем углу листа сборочного чертежа переменной части КД, например: «Пуансон ТП-1А» (код технологического процесса изготовления пуансона); «Матрица ТМ-1АП» (код технологического процесса изготовления матрицы).
Перед поступлением сборочного чертежа в технологическое бюро инструментального цеха технолог дополняет его подробными данными о технологических процессах, используя указанные коды, и при необходимости дорабатывает их. (Опыт изготовления штампов серии УШПМ свидетельствует о том, что до 90 % штампов не требуют доработок технологических процессов.) Это позволяет сократить цикл и трудоемкость разработки технологических процессов в несколько раз.
При необходимости выпуска комбинированного варианта штампа данной серии, например с пуансонами для пробивки, установленными в расточенных отверстиях пуансонодержателя, специальные требования должны быть указаны на листе переменной части КД.
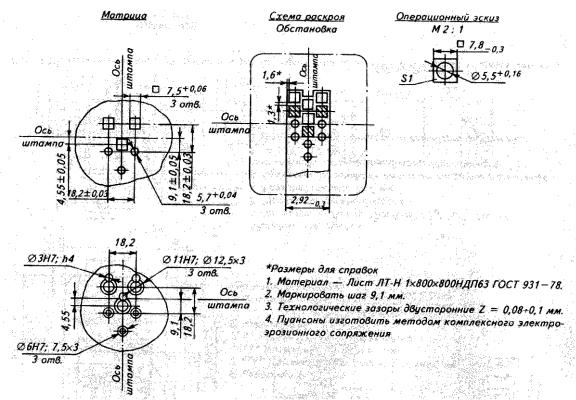
В пакетных штампах к быстроходным прессам-автоматам матрицу изготовляют по пуансону. В этом случае базовой деталью, как и в штампах серии УШГ1М, является пуансон, и лист 1 сборочного чертежа в стандарт-чертежах и переменная
112
часть КД аналогичны чертежам серии УШПМ (рис. 3.11).
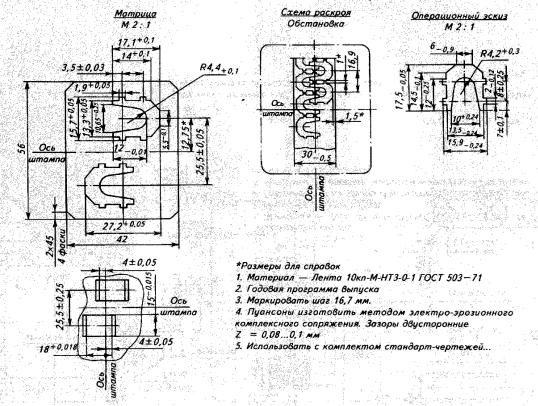
В штампах, где матрицу изготовляют традиционными методами и методами электротехнологии, базовой деталью является матрица. Поэтому на листе переменной части КД показывают действительную конфигурацию рабочих отверстий в матрице каждого штампуемого элемента (рис. 3.12). Здесь же приводятся координаты в размеры отверстий в пуансонодер-жателе.
Если единственным методом изготовления пуансонов считают обратную электроэрозионную прошивку, то в технических требованиях необходимо описать метод обработки и указать технологический зазор.
При проектировании твердосплавных пакетных штампов к быстроходным прессам-автоматам на листе переменной части КД приводят полную характеристику матрицы (рис.
3.13).
Ускоренное проектирование штампов для П- и Г- образной гибки серии УШГ имеет некоторые особенности.
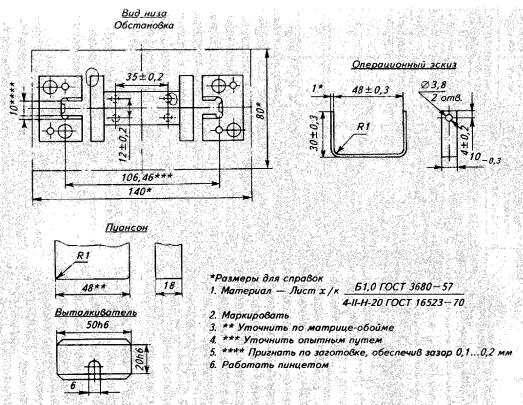
На листе переменной части КД (рис. 3.14) выполняют план низа штампа с обозначением габаритных размеров и наносят контуры выталкивателя с указанием координат штырей-толкателей и фиксаторов с размерами фиксирующих элементов. Там же показывают в плане прямоугольный выталкиватель со всеми размерами. Именно в данных штампах выталкиватель служит базовой деталью, так как является основой для изготовления матрицы. На пуансоне показывают только его рабочий профиль.
При многообразии деталей, выполняющих одинаковые функции, например при наличии в одном штампе четырех различных фиксаторов или трафаретов в стандарт-чертежах, может быть от одной детали вынесено несколько позиций. В этом случае на листе переменной части КД позиция этой детали должна находиться в пределах диапазона позиций стандарт-чертежей.
Буферы в штампах серии УШГ стандартизованы. При оформлении переменной части КД в правом верхнем углу чертежа указывают код необходимого буфера. Все технические требования указывают там же.
113

114
Рис. 3.11. Сборочный чертѐж (а) и переменная часть (б) пакетного штампа к быстроходному прессу-автомату (базовая деталь-пуансон).
115
Рис. 3.12. Переменная часть сборочного чертежа пакетного штампа к быстроходному прессуавтомату (базовая деталь-матрица).
116
Рис. 3.13. Переменная часть сборочного чертежа твѐрдосплавного пакетного штампа к прессуавтомату.
117
Рис. 3.14. Переменная часть сборочного чертежа гибочного штампа.
Главные достоинства системы «Экспресс-штамп» следующие: большее по сравнению с другими системами СПрШ повышение производительности при проектировании; сокращение сроков разработки технологических процессов изготовления, а также сроков непосредственного изготовления штампа (за счет более высокой унификации, изготовления большей части деталей и заготовок штампа заблаговременно и унификации технологических процессов); возможность использования системы как базы для автоматизированного проектирования (САПР).
Недостатки системы: узкая специализация и невозможность передачи КД на другие предприятия без авторского сопровождения при внедрении системы.
3.3.3. Ускоренное проектирование с применением шаблонов стандартных чертежей заготовок основных деталей
штампов.
Проектирование основано на типовых конструкциях штампов, стандартных блоков, пакетов и деталей общего назначения. На каждый тип и типоразмер штампа заблаговременно разрабатывают комплект бланков-чертежей. Оригиналы бланков-чертежей выполняются на кальке в масштабе 1 : 1 и хранятся у разработчика.
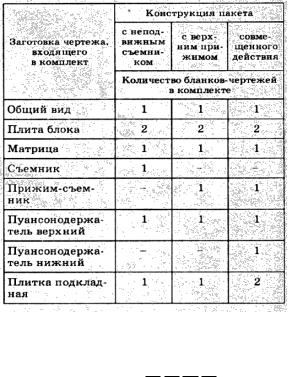
Каждый комплект бланков-чертежей (табл. 3.9) включает: бланки-чертежи на сборочный чертеж с бланкомспецификацией; бланки-чертежи на детали пакета (включая направляющие планки); бланки-чертежи на верхнюю и нижнюю плиты.
Бланки-чертежи на штампы для разделительных операций с неподвижным съемником выполняют в следующих вариантах: с подачей штампуемого материала вдоль длинной и короткой сторон пакета; с диагональным и осевым расположением направляющих колонок и втулок; с исполнением верхних и нижних плит из отливок и из сортового проката.
118
Все комплекты бланков-чертежей сведены в специальные информационные массивы. Бланкам-чертежам и бланкамспецификациям для удобства присваивают условные обозначения. Бланки-чертежи и бланки-спецификации, заимствованные из другого комплекта, имеют условное обозначение этого комплекта.
Таблица 3.9 Состав комплекта чертежей узлов деталей штампов.
Для условного обозначения сборочных бланков-чертежей рекомендуется следующая буквенно-цифровая структура кода:
Х Х Х Х ,
1 2 3 4
где 1 — условное обозначение типоразмера пакета штампа; 2
— условное обозначение исполнения плит блока; 3 — условное обозначение типа блока; 4 — условное обозначение типа штампа.
Условные обозначения сборочных бланков-чертежей в
119