

Управление техногенными отходами
..pdfпресс-комплексы, которые устанавливаются на специально подготовленных площадках и работают со специальными сменными пресс-контейнерами, отделимыми от пресса;
брикетировочные прессы, формирующие из ТКО брикеты, обвязанные проволокой;
тюкователи, в которых ТКО не только уплотняются в несколько раз, но и герметично упаковываются в тюки за счет обмотки пленкой.
Общее требования ко всем прессующим установкам – ограничение по работе гидравлических узлов при низких температурах.
Вклиматических условиях России прессовое оборудование должно быть установлено в отапливаемом помещении, так как в ходе прессования из ТКО выделяется влага, собираемая лотками.
Брикетирование отходов основано на том, что давление прикладывается до тех пор, пока твердые частицы отходов не спрессуются вместе настолько плотно, что сформируют твердый брикет. Способность отдельных частиц, составляющих смеси твердых отходов, держаться вместе даже после того, как давление снято (без добавления связующих компонентов), обеспечивает устойчивое уменьшение объема, т.е. образование стабильных прочных и компактных брикетов. Технологический процесс брикетирования может быть представлен следующим образом. ТКО поступают в окно загрузки пресса. Прессовочная каретка подает ТКО в камеру уплотнения. Когда получаемый продукт достигает требуемой степени уплотнения, то камера автоматически ослабляет сжатие уплотненного материала, чтобы он мог быть постепенно вытолкнут из камеры. Когда кипы с ТКО достигают предварительно установленной программирующим устройством длины, в действие вступает автоматическая система связывания. Кипы с высокой плотностью обхватываются стальной проволокой для удобства обращения с ними (для предотвращения их распадения). Полученные спрессованные отходы могут помещаться в мешки, сменные контейнеры или прицепы.
Основной фракцией ТКО, обеспечивающей в процессе уплотнения сцепление отдельных фракций отходов, формирование и стабилизацию кипы, является бумажная. Прочность получаемых кип
121
непосредственно зависит от процентного содержания бумаги в массе загружаемых отходов. При увеличении содержания бумажной фракции прочность кип повышается (при условии общей влажности отходов не более 35 %) [32].
Как показали экспериментальные исследования, основным фактором, определяющим прочность и стабильность кип, является исходная влажность прессуемых отходов, которая не должна превышать 30–35 %. Повышение влажности ведет к снижению степени уплотнения материала. При прессовании отходов с влажностью 35–45 % формирование кипы в пресс-камере еще возможно, однако полученные кипы разрушаются непосредственно после выталкивания из пресс-камеры.
Более перспективным является тюкование ТКО, при котором обвязка кип осуществляется сначала пластиковой сеткой, а затем пленкой. Преимущества такого способа прессования:
чистый и опрятный вид;
отсутствует неприятный запах;
значительно снижается пожароопасность;
фильтрат не образуется, что предупреждает загрязнение поверхностных и грунтовых вод;
резко снижается степень загрязнения атмосферного воздуха газовыми выделениями;
исключается развеивание ветром легких фракций мусора (пленки, бумаги и т.д.);
отсутствует риск возникновения эпидемий;
мусор в тюках недоступен для насекомых, птиц, грызунов. Проблемой, связанной с применением метода прессования
ТКО в России, является высокая стоимость прессового оборудования, однако есть и экономические преимущества от внедрения данного метода. Так, при высоких капитальных затратах ниже эксплуатационные затраты: происходит экономия на транспорте, а в случае дальнейшего захоронения ТКО – исключение таких операций, как уплотнение отходов на полигоне и пересыпка инертным грунтом. Кроме того, прессованию могут подвергаться любые виды отходов, причем не требуется их предварительная сортировка.
122
3.5.2. Сортировка ТКО
Основной целью переработки отходов является максимальное использование ресурсного потенциала отходов, в том числе получение вторичного сырья. Извлечение вторичного сырья из общего потока ТКО может происходить:
при сборе вторичного сырья на пунктах приема (так называемой заготовке вторсырья);
сортировке ТКО.
Согласно ГОСТ 30772–2001, под сортировкой отходов понимается «разделение отходов согласно определенным критериям на качественно различающиеся составляющие».
Сортировка, являясь одним из важных элементов системы обращения с отходами, позволяет решить следующие основные задачи:
выделить из состава отходов вторичное сырье;
выделить потоки биоразлагаемых и опасных компонентов для дальнейшей переработки и обезвреживания;
минимизировать объем неутилизируемых остатков для их последующего захоронения.
Сортировка отходов с последующей переработкой отдельных компонентов, как правило, является менее затратной технологией обращения с ТКО по сравнению с другими. Более того, при определенных условиях она может быть рентабельной в рыночных условиях. Вместе с тем необходимо учитывать, что сортировка не решает проблему всего объема ТКО – извлекаются только материалы определенного состава и качества, а остальные оставшиеся отходы («хвосты») требуют дальнейшей утилизации.
Сортировка может быть централизованной – на мусоросортировочном комплексе (иногда ее называют промышленной) и децентрализованной (на источниках образования). Децентрализованная сортировка осуществляется путем организации местных приемносортировочных пунктов, на которых силами 2–3 человек осуществляется ручная сортировка ТКО, поступающих от населения.
123
Вдальнейшем будет рассмотрена только централизованная сортировка отходов на специальных объектах – мусоросортировочных комплексах.
Мусоросортировочные комплексы, использующиеся для промышленной сортировки отходов, состоят из площадки входного контроля, производственного помещения, где осуществляется сортировка и, при необходимости, прессование отобранного вторичного сырья, склада хранения вторичного сырья, административнохозяйственных помещений. Наибольшее распространение в нашей стране получили МСК мощностью 50–200 тыс. т ТКО в год.
Технологическая схема сортировки твердых коммунальных отходов индивидуальна для каждого предприятия и подбирается исходя из массы (объема) входящего потока отходов, их компонентного состава, спроса на отдельные виды вторичного сырья, имеющихся площадей, задач и ограничений предприятия.
Всамом простом виде при небольшом объеме поступающих отходов сортировка может быть организована на небольшой горизонтальной площадке с твердым покрытием (сортировочном столе), на которую вываливаются подлежащие сортировке отходы. Из этих отходов сортировщики вручную извлекают вторичное сырье, другие заданные компоненты, которые размещаются в контейнерахнакопителях (бункерах). Оставшиеся неотсортированные остатки отходов убираются с поверхности сортировочного стола и направляются на захоронение.
Более сложный вариант мини-сортировочной станции пред-
полагает разгрузку мусоровоза на распределительный конвейер, с которого отходы поступают на конвейер сортировки. Конвейер сортировки оборудован постами ручного отбора вторичного сырья. Каждый пост обслуживается одним человеком, который отбирает определенный вид вторичного сырья (бумага, картон, ПЭТ-бутыл- ки, стеклянные бутылки и т.д.). Оставшиеся отходы («хвосты» сортировки) подаются в транспортное средство, которое вывозит их на полигон захоронения ТКО.
Технологическая схема типового МСК включает в себя подачу ТКО, подготовку отходов перед сортировкой, отбор вторичного
124
сырья и его прессование, отгрузку «хвостов» сортировки. Далее будет рассмотрен данный вариант организации сортировки.
Комплексные технические решения, подобранные исходя из уровня современного развития мировой техники, маркетинговых условий, стоимости расходных материалов, степени отработанности и готовности технологии к промышленному применению и возможности их адаптации к российским условиям, позволяют оптимизировать сортировку отходов.
На рис. 3.15 изображена общая технологическая схема, позволяющая детализировать этапы сортировки, а также показаны потоки отходов, которые можно переработать в продукты: вторичные материалы, энергию, компост. Последовательность процессов может несколько варьироваться, кроме того, некоторые этапы не всегда используются. При отсутствии этапа ТКО направляются по указанным стрелкам на следующую операцию.
Процесс сортировки может быть рассмотрен как система, которая состоит из взаимосвязанных элементов. Поэтому для дальнейшего описания процесса сортировки используются схемы, уточняющие взаимоотношения между операциями сортировки.
К основным этапам сортировки твердых коммунальных отходов относятся:
–Подготовка ТКО. Твердые коммунальные отходы проходят предварительную обработку, в ходе которой отделяются КГО, стекло, опасные отходы, мелкая фракция, а также разрываются пакеты.
–Основная сортировка ТКО. Из подготовленного потока ТКО выделяется бумага, картон, полимеры, другие виды вторичного сырья вручную или с использованием сенсорного оборудования, позволяющего автоматизировать процесс сортировки.
–Подготовка вторичного сырья к реализации. Вторичное сы-
рье дополнительно контролируется на соответствие требований к качеству и, при необходимости, досортировывается. Бумага, картон, полимеры прессуются и упаковываются в кипы, стекло грузится в транспортную тару.
125

126
Рис. 3.15. Технологическая схема сортировки ТКО [77]
126
–Извлечение остаточного ресурсного потенциала. Из остатков сортировки выделяется поток материалов с высокой теплотой сгорания для дальнейшей переработки в топливо, поток биоразлагаемых отходов для компостирования, поток инертных материалов для использования в строительстве, а также опасные материалы.
–Обработка КГО. Крупногабаритные отходы (мебель, дерево, окна, двери, ковры, толь, матрацы и т.п.) вручную разбирают или дробят с использованием специального оборудования для извлечения вторичного сырья и уменьшения объемов материалов, которые необходимо захоранивать.
–Обработка мелкой фракции. Мелкая фракция подвергается грохочению и другим методам с целью получения вторичного сырья (например, металла).
–Подготовка опасных отходов. Из опасных отходов извлекают ценные компоненты (литий, серебро, цинк, никель), сливают электролит с аккумуляторов для повторного использования, выделяют поток металлических и пластмассовых элементов для переплавки.
Более подробно будут рассмотрены первые два этапа – подготовка и сортировка ТКО, которые являются основными для большинства действующих мусоросортировочных комплексов.
Подготовка отходов к сортировке
Поступающие на комплекс ТКО проходят зону входного контроля, где проводится взвешивание доставляющего отходы автотранспорта и регистрация количества отходов, проверка уровня ионизирующего излучения отходов, их учет и регистрация. После прохождения входного контроля транспорт, доставляющий отходы, направляется в производственный корпус сортировки отходов на участок приема-разгрузки ТКО. Из выгруженных на ровную бетонную площадку отходов отбираются КГО, остальные отходы загружаются на подающий конвейер. В среднем ТКО содержат около 5–8 % крупногабаритных отходов, но бывают случаи, когда бытовые отходы в основном объеме крупногабаритные. При этом необходимо начать предварительную подготовку ТКО к сортировке с дробления.
127
При сортировке отходов на участке приема-разгрузки должен быть организован разрыв мешков и пакетов, в которых поступает большая часть смешанных отходов.
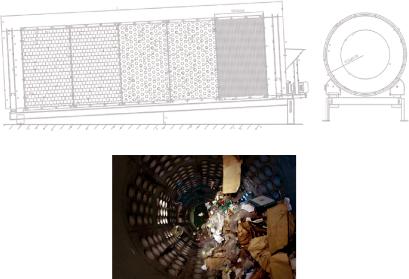
Механическое разделение отходов по крупности, а также предварительное разрыхление массы отходов может выполняться при помощи грохотов различной конструкции. Размеры ячеек грохотов изменяются в диапазоне от 4 до 500 мм. Тип грохота подбирается в зависимости от характера, размера частиц и плотности материала, подлежащего грохочению. Одним из наиболее часто используемых видов в мусоросортировке грохотов является барабанный грохот (рис. 3.16). Он зачастую применяется в качестве первой ступени процесса разделения – для удаления из потока смешанных отходов мелкой фракции (так называемый «отсев»), представляющей собой смесь пищевых отходов, песка, камней, земли, штукатурки и прочих материалов. Отсев снижает эффективность сортировки и качество отбираемого вторичного сырья, поэтому мелкую фракцию необходимо отделять. Кроме барабанного грохота для этой цели может использоваться наклонное вибросито.
|
|
|
а |
б |
|
|
в
Рис. 3.16. Барабанный грохот: а – схема; б – фронтальный вид; в – общий вид
128
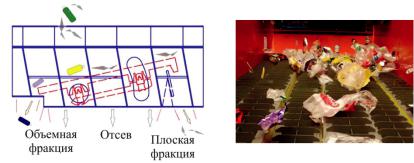
Другой вид оборудования, баллистический сепаратор (рис. 3.17), разделяет отходы самого различного состава на три или четыре фракции (в зависимости от типа сепаратора): лопасти сепаратора oтбpacывaют отходы вперед и вверх, и физические характеристики различных компонентов отходов определяют их траектории полета и производят разделение потока отходов на его составляющие. Таким образом осуществляется высокоточное разделение отходов на легкие и тяжелые, плоские и объемные, крупные и мелкие и т.п. В дополнение к этому отходы освобождаются от содержащейся в них пыли.
а |
б |
Рис. 3.17. Баллистический сепаратор: а – принцип работы; б – общий вид
Для выделения из потока отходов легких летучих фракций используются установки, работающие на принципах воздушной сепарации (пневматические сепараторы (рис. 3.18)), когда в колонны сверху загружаются измельченные отходы, а снизу ведется поддув воздуха.
В результате частицы отходов распределяются по высоте в соответствии со своим удельным весом и через окна, имеющиеся на различных уровнях колонны, отводятся из колонны. Достаточно полно при этом можно выделить фракции остатков пленочных материалов, других легких пластмасс, древесины, бумаги, картона, а также тяжелых инертных материалов – битого стекла, кирпича, бетона, камней [32].
129
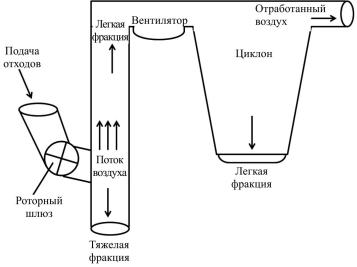
Рис. 3.18. Принцип работы пневматического сепаратора
Перед загрузкой на подающий конвейер отходы могут также проходить через кабину предварительной сортировки ТКО, где происходит отбор фракций, мешающих сортировке (крупный картон, пленка и т.п.), и отходов, которые могут повредить оборудование (тяжелые предметы, такие как аккумуляторы и т.п.). Отобранные фракции, представляющие собой вторичное сырье (картон, пленки), подаются на прессование.
Для выделения металлов из смеси отходов используются магнитные или электродинамические сепараторы. Так, магнитные сепараторы предназначены для удаления из смеси любых материалов, проявляющих магнитные свойства, а электродинамические, основанные на индукции токов Фуко (вихревых токов) в цветных металлах, отделяют немагнитные металлы.
Сортировка отходов
Для сортировки отходов (отбора вторичного сырья) используются ручная сортировка или сенсорная сортировка (англ. «sensor based sorting»), которую в русскоязычной литературе иногда назы-
130