

Суперфинишные станки для автомобильной промышленности
..pdfные станки работают в полуавтоматическом цикле, а при оснащении их соответствующими загрузочными устройствами могут быть превращены в автоматы. Конструктивные решения загрузочных устройств для бесцентровых суперфинишных станков, работающих напроход, могут быть взяты такими же, как и для бесцентровых шлифовальных станков, начиная от простейших лотков и кончая валковыми и бункерными устройствами.
Вопросы автоматической загрузки достаточно полно освещены в литературе [25, 26], где не только приведены разнообразные конструкции, но и даны расчеты этих устройств. Поэтому ниже рассмотрены лишь некоторые загрузочные устройства.
Наиболее простыми загрузочными устройствами для цилиндрических заготовок типа валов являются V-образные изогнутые валки. Изгиб лотка, выбираемый в соответствии с массой столба заготовок, создает необходимый подпор, обеспечивающий загрузку заготовок непрерывным потоком без разрывов под шлифовальные бруски и вращающиеся валки. Непрерывность потока в рабочей зоне станка имеет большое значение для получения устойчивой работы станка и стабильной точности обработки. Такие загрузочные устройства применяют в мелкосерийном производстве при небольшой длине обрабатываемых заготовок.
Для автоматизации загрузки коротких цилиндрических заготовок типа роликов, поршневых пальцев и других аналогичных деталей бесцентровые суперфинишные станки оснащают вибрационными бункерами. При обработке коротких неустойчивых заготовок для обеспечения входа заготовки под первый брусок и выхода их без повреждений из-под последнего бруска по концам валков устанавливают прижимные планки.
Бункерно-магазинное загрузочное устройство с вращающейся трубкой (рис. 7.14) используют для подачи заготовок типа роликов и колец в зону обработки. Устройство состоит из бункера 7 и магазина ориентации с вращающейся трубкой-питателем. В нижней части бункера размещена вращающаяся воронка 6, конус которой расположен эксцентрично оси вращения, при этом
251
Стр. 251 |
ЭБ ПНИПУ (elib.pstu.ru) |
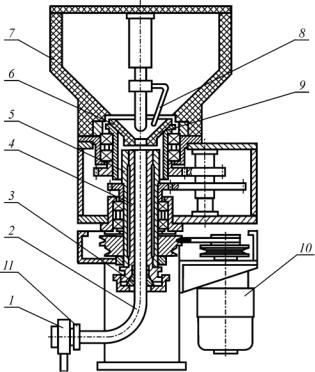
верхний торец воронки получается наклонным, что создает условие для ворошения заготовок. Заходящие в трубку 2 заготовки ориентируют регулируемым по высоте стерж нем 8. Воронка 6
Рис. 7.14. Бункерное загрузочное устройство
установлена в стакане 9, смонтированном на подшипниках качения. Трубка 2, выполненная в виде плотно навитой цилиндрической пружины, зажата во втулке 4 с помощью разъемной цанги 3. На второй конец трубки 2 насажен стакан 11, установленный
вкорпусе 1 на подшипниках качения. Втулка 4, закрепленная
вгильзе 5 с помощью резьбового соединения, получает вращение от электродвигателя 10 (N = 0,18 кВт, n = 1400 мин–1) через клиноременную передачу. Посредством двух пар зубчатых колес вращение передается воронке. Передаточное отношение от труб-
252
Стр. 252 |
ЭБ ПНИПУ (elib.pstu.ru) |
ки 2 к воронке 6 составляет 1:5,8. Двигатель и двухступенчатый шкив клиноременной передачи обеспечивают бесступенчатое регулирование частоты вращения трубки-питателя в пределах 100– 1000 мин–1 или 50–500 мин–1, что позволяет в широких пределах изменять скорость подачи заготовок. Направление вращения трубки-питателя – левое. В этом механизме заготовки ориентируются при вращении, а возникающий при этом гироскопический эффект способствует устойчивости подаваемых по трубкепитателю колец. Детали механизма ориентации (воронка, трубка и втулка) сменные в зависимости от диаметра подаваемых заготовок. Внутренний диаметр трубки принимают на 1,5–2,5 мм больше диаметра заготовки. Направление навивки пружины должно совпадать с направлением вращения трубки-питателя.
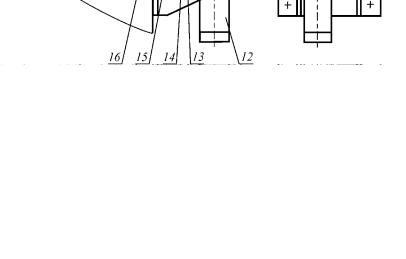
На рис. 7.15 показан вибрационный лоток, установленный на бесцентровом суперфинишном станке 3Д878. Вибролоток предназначен для подачи в зону обработки цилиндрических валиков диаметром 2–8 мм и длиной до 150 мм, а также колец подшипников тех же размеров, предварительно закрепленных на технологических оправках.
Рис. 7.15. Вибрационный лоток
253
Стр. 253 |
ЭБ ПНИПУ (elib.pstu.ru) |
Вибрационный лоток состоит из лотка 2, установленного на двух плоских пластинчатых пружинах 3, расположенных в башмаках 7 и 15, бункера 10, шибера 9 и пневмоцилиндра 12. Нижний башмак 15 закреплен на основании 14. Вибролоток смонтирован на кронштейне 13 и резиновых амортизаторах 16. Колебательное движение лотку передается от эксцентрика 5, установленного на приводном валу электродвигателя 11 (N = 0,09 кВт, n = 3000 мин–1) через поводок 4, связанный с верхним башмаком 7. Работа вибролотка происходит следующим образом. При включении электродвигателя 11 заготовки, находящиеся на лотке, под воздействием направленных колебаний начинают перемещаться со скоростью до 2 м/мин и поступают на вращающиеся валки 1 и 2 далее в зону обработки. При отсутствии заготовки в зоне действия бесконтактного датчика 6 включается пневмоцилиндр 12, шток которого перемещает шибер 9 вверх, производя выдачу заготовки на лоток. Заготовка 8, перемещаясь по лотку, проходит под датчиком 6, при этом отключается пневмоцилиндр 12 и шток опускает шибер 9 вниз. После того как заготовка пройдет под датчиком, шибер вновь поднимается вверх, выдавая очередную заготовку.
На рис. 7.16 изображен бесцентровый суперфинишный автомат модели 3Д880Н1, оснащенный элеваторным механизмом загрузки. Автомат разработан на базе станка модели 3Д880 и предназначен для суперфиниширования методом напроход конических роликов диаметром 6–32 мм. Заготовки загружают в бункер 9 загрузочного устройства. Вращающийся диск бункера через лоток 8 выдает по одному ролику в ковш транспортера 7. Транспортер поднимает ролики вверх. По лотку 6 ролики скатываются на вращающиеся ориентирующие валки 5. Попадая на валки, ролики тонким концом проваливаются вниз и в таком положении перемещаются по валкам к отводящему трубопроводу 4. По трубопроводу ролики в ориентированном положении поступают на валковое устройство 1 станка и по мере заполнения рукоятками пневматических клапанов, расположенных на панели 2, производят опускание осциллирующих брусков на вращающиеся ролики.
254
Стр. 254 |
ЭБ ПНИПУ (elib.pstu.ru) |
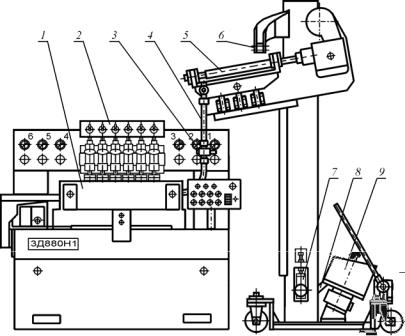
Рис. 7.16. Бесцентровый суперфинишный автомат модели 3Д880Н1
Для перемещения роликов в зоне обработки автомат оснащен валками с винтовой канавкой. Оси валков расположены параллельно. Перемещение роликов вдоль валков осуществляет боковая часть винтовой поверхности валков. Профиль валка выполнен таким образом, чтобы образующая конического ролика располагалась параллельно направлению осциллирования брусков. Для бесперебойной работы автомата число роликов, выдаваемых загрузочным устройством, должно быть больше числа роликов, сходящих со станка. При таком режиме работы загрузочного устройства трубопровод через некоторое время будет полностью заполнен роликами. Тогда срабатывает фотореле 3, отключающее загрузочное устройство. После освобождения трубопровода в зоне действия фотореле подается команда на включение электродвигателей загрузочного устройства.
Стр. 255 |
ЭБ ПНИПУ (elib.pstu.ru) |
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1.Качество машин: справ.: в 2 т. / под ред. А.Г. Суслова. – М.: Машиностроение, 1995. – 860 с.
2.Машиностроение: энциклопедия. Т. IV-7. Металлорежущие станки и деревообрабатывающее оборудование / под ред. Б.И. Черпакова. – М.: Машиностроение, 2002. – 864 с.
3.Ящерицын П.И., Скорынин Ю.В. Технологическая и эксплуатационная наследственность и ее влияние на долговечность машин. Минск: Наукаи техника, 1978. – 118 с.
4.Суслов А.Г. Технологическое обеспечение параметров состояния поверхностного слоя деталей машин. – М.: Машино-
строение, 1987. – 208 с.
5.Абразивная и алмазная обработка материалов: справочник / подред. А.Н. Резникова. – М.: Машиностроение, 1977. – 391 с.
6.Кремень З.И., Стратиевский И.Х. Хонингование и суперфиниширование деталей. – Л.: Машиностроение, 1988. – 137 с.
7.Королев А.В., Новоселов Ю.К. Теоретико-вероятностные основы абразивной обработки. Ч. 2. Взаимодействие инструмента и заготовки при абразивной обработке. – Саратов: Изд-во Са-
рат. ун-та, 1989. – 160 с.
8.Наерман М.С., Попов С.А. Прецизионная обработка деталей алмазными и абразивными брусками. – М.: Машинострое-
ние, 1971. – 224 с.
9.Соколов С.П., Кремень З.И. Обработка деталей абразивными брусками. – Л.: Машиностроение, 1967. – 121 с.
10.Чеповецкий И.Х. Основы финишной алмазной обработки. – Киев: Наукова думка, 1980. – 464 с.
11.Прилуцкий В.А. Технологические методы снижения волнистости поверхностей. – М.: Машиностроение, 1978. – 136 с.
12.Гебель И.Д., Зыков А.А. Ультразвуковое суперфиниширование абразивными и алмазными брусками. – М.: Машино-
строение, 1984. – 56 с.
256
Стр. 256 |
ЭБ ПНИПУ (elib.pstu.ru) |
13.Смазочно-охлаждающие технологические средства: справ. / под общ. ред. Л. В. Худобина. – М.: Машиностроение, 2006. – 544 с.
14.Шумячер В.М. Физико-механические процессы при финишной абразивной обработке / ВолгГТУ. – Волгоград, 2004. – 160 с.
15.Эльбор в машиностроении / под ред. В. С. Лысанова. – Л.: Машиностроение, 1978. – 280 с.
16.Захаров О.В. Минимизация погрешностей формообразования при бесцентровой абразивной обработке / СГТУ. – Сара-
тов, 2006. – 152 с.
17.Королев А.В., Королев А.А., Тюрин А.Н. Связь энергии резания с интенсивностью съема припуска при суперфинишировании абразивным инструментом // Вестник машиностроения. – 2009. – № 5. – С. 57–60.
18.Самойлова Е.М. Обеспечение качества многобрускового суперфиниширования поверхностей качения внутренних колец роликовых подшипников на основе минимизации геометро-кинема- тических погрешностей формообразования: автореф. дис. … канд. техн. наук. – Саратов, 1998. – 20 с.
19.Бочкарев П.Ю., Шалунов В.В., Бокова Л.Г. Проектирование технологических операций механообработки в системе планирования технологических процессов // Вестник Сарат. гос.
техн. ун-та. – 2009. – Т. 3, № 1. – С. 46–54.
20.Бокова Л.Г., Бочкарев П.Ю. Разработка метода оценки производственной технологичности деталей для условий многономенклатурного производства // Вестник Сарат. гос. техн.
ун-та. – 2011. – Т. 3, № 2. – С. 12–17.
21.Оценка качества методов обработки ППД без применения смазочно-охлаждающих жидкостей / Н.М. Бобровский, С.И. Барабанов, Н.Н. Максименко, И.Н. Бобровский // Изв. Самар. науч. центра Рос. акад. наук. – 2008. – № 6. – С. 37.
22.Технологическое обеспечение трибологических свойств сальниковых шеек деталей машин / И.Н. Бобровский, П.А. Мельников, Н.М. Бобровский, А.А. Лукьянов, А.В. Ежелев // Изв. Самар. науч. центра Рос. акад. наук. – 2012. – Т. 14, № 1–2. –
257
Стр. 257 |
ЭБ ПНИПУ (elib.pstu.ru) |
Самар. науч. центра Рос. акад. наук. – 2012. – Т. 14, № 1–2. –
С. 340–343.
23.Шайкин А.П., Ивашин П.В., Бобровский И.Н. Исследование основных характеристик сгорания в поршневых двигателях с внешним смесеобразованием // Вектор науки Тольят. гос.
ун-та. – 2010. – № 4. – С. 94–98.
24.Мазальский В.Н. Суперфинишные станки. – Л.: Машиностроение, 1988. – 127 с.
25.Черпаков Б.И. Загрузочные и транспортные устройства в автоматизированномпроизводстве. – М.: Высш. шк., 1977. – 55 с.
26.Рувинов ДЯ. Автоматическая загрузка бесцентровошлифовальных станков. – М.: Машгиз, 1963. – 107 с.
27.Захаров О.В., Погораздов В.В., Бржозовский Б.М. Проектирование формообразующих систем бесцентровых суперфинишных станков / СГТУ. – Саратов, 2004. – 140 с.
28.Королев А. А. Современная технология формообразующего суперфиниширования поверхностей деталей вращения сложного профиля / СГТУ. – Саратов, 2001. – 156 с.
29.Оробинский В.М. Абразивные методы обработки и их оптимизация. – М.: Машиностроение, 2000. – 214 с.
30.Бржозовский Б.М., Захаров О.В. Повышение точности обработки на бесцентровых круглошлифовальных станках // Наукоемкие технологиив машиностроении. – 2012. – №10. – С. 9–12.
31.Базров Б. М. Технологические основы проектирования самоподнастраивающихся станков. – М.: Машиностроение, 1978. – 216 с.
32.Денисенко А.Ф. Разработка конструкций приводов металлорежущих станков с изотропной координатной податливостью // Вестник Самар. гос. техн. ун-та. Сер.: Технические нау-
ки. – 2011. – № 2. – С. 119–125.
33.Алгоритмизация процедур настройки и диагностирования сложного технологического оборудования по интегральным параметрам вибросигналов / Б.М. Бржозовский, В.В. Мартынов, М.Б. Бровкова, С.В. Свиридов // Мехатроника, автоматизация,
управление. – 2013. – № 4. – С. 53–56.
258
Стр. 258 |
ЭБ ПНИПУ (elib.pstu.ru) |
34.Шпура Г., Штеферле Т. Справочник по технологии резания материалов: в 2 т. / пер. с нем. под ред. Ю.М. Соломенцева. – М.: Машиностроение, 1985. – Т. 2. – 688 с.
35.Захаров О.В., Погораздов В.В. Основы повышения точности формообразования на бесцентровых суперфинишных станках // Изв. вузов. Машиностроение. 2002. – № 4. – С. 70–74.
36.Бржозовский Б.М., Захаров О.В., Погораздов В.В. Формообразование поперечного сечения деталей при бесцентровом суперфинишировании// СТИН. – 2002. – №12. – С. 24–27.
36.Пат. RU № 78112 МПК B 24 В 35/00. Бесцентровый суперфинишный станок / О.В. Захаров, А.Ф. Балаев // БИ. – 2008. – № 32.
37.Бржозовский Б.М., Захаров О.В., Балаев А.Ф. Кинематические и силовые аспекты бесцентрового суперфиниширования //
СТИН. – 2006. – № 11. – С. 2–5.
38.Захаров О.В. Условия силового замыкания контакта при бесцентровом суперфинишировании // Автоматизация и современные технологии. – 2006. – № 1. – С. 25–27.
39.Гундорин В.Д., Рязанов А.В. Форма транспортирующих валков для бесцентрового суперфиниширования цилиндрических деталей // Чистовая обработка деталей машин: межвуз. на-
уч. сб. / СПИ. – Саратов, 1975. – С. 7–13.
40.Гундорин В.Д., Бочкарева И.И., Рязанов А.В. Расчет профиля транспортирующих валков для бесцентрового суперфиниширования бомбинированных роликов // Подшипниковая промышленность. 1972. – № 5. – С. 7–10.
41.Бржозовский Б.М., Захаров О.В. Обеспечение технологической надежности при бесцентровой абразивной обработке /
СГТУ. – Саратов, 2010. – 216 с.
42.Литвин Ф Л. Теория зубчатых зацеплений. – М.: Наука, 1960. – 444 с.
43.Захаров О.В., Погораздов В.В. Теория расчета валковой системы бесцентрового суперфинишного станка для обработки цилиндрических деталей // Автоматизация и современные тех-
нологии. – 2004. – № 11. – С. 8–12.
259
Стр. 259 |
ЭБ ПНИПУ (elib.pstu.ru) |
44.Погораздов В.В., Захаров О.В. Геометро-аналитическая поддержка технологий формообразования винтовых поверхностей: учеб. пособие / СГТУ. – Саратов, 2004. – 72 с.
45.Пат. RU № 2212994 МПК В 24 В 35/00, 1/00. Валки бес-
центровых суперфинишных станков и способ их изготовления / О.В. Захаров, А.М. Чистяков, Б.М. Бржозовский, В.В. Погораз-
дов [и др.] // БИ. – 2003. – № 27.
46.Захаров О.В., Погораздов В.В. Расчет валковой системы бесцентровых суперфинишных станков для обработки кониче-
ских деталей // СТИН. 2005. – № 1. – С. 14–16.
47.Захаров О.В., Погораздов В.В. Геометрическая модель профилирования валков бесцентрового суперфинишного станка для обработки бомбинированных поверхностей // Автоматизация и современныетехнологии. – 2005. – №12. – С. 3–5.
48.Пат. RU № 48294 МПК В 24 В 5/37. Устройство для суперфиниширования бомбинированных роликов / О.В. Захаров, Б.М. Бржозовский, А.Ф. Балаев // БИ. – 2005. – № 28.
49.Пат. RU № 2201862 МПК В 24 В 35/00, 1/00. Способ бесцентрового суперфиниширования круговых поверхностей / О.В. Захаров, Б.М. Бржозовский, В.В. Погораздов // БИ. – 2003. – № 10.
50.Пат. RU № 2278014 МПК B 24 В 1/00, 5/16. Способ шлифования валка бесцентрового суперфинишного станка / О.В. Захаров, Б.М. Бржозовский // БИ. – 2006. – № 17.
51.Бржозовский Б.М., Бровкова М.Б., Захаров О.В. Гармонический анализ в исследовании процессов формообразования и измерения прецизионных деталей // Вестник Сарат. гос. техн.
ун-та. – 2004. – № 1. – С. 45–52.
52.Соболь И.М. Численные методы Монте-Карло. – М.: Нау-
ка, 1973. – 312 с.
53.Захаров О.В. Моделирование образования погрешностей формы заготовок при бесцентровом суперфиниширова-
нии // Автоматизация и современные технологии. – 2010. –
№ 11. – С. 11–15.
260
Стр. 260 |
ЭБ ПНИПУ (elib.pstu.ru) |