

Суперфинишные станки для автомобильной промышленности
..pdf– левый валок:
|
τΣВлХ |
= −cosψЛsinϕЛ; |
|
|
|
||||
|
τΣВлY = cosψЛ cosϕЛ cosλ − sin ψЛ sin λ; |
(7.11) |
|||||||
|
|||||||||
|
Вл |
= cosψ |
Л |
cosϕ |
Л |
sin λ + sin ψ |
Л |
cosλ; |
|
|
τΣZ |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
– правый валок:
|
τΣВпХ |
= cosψПsinϕП; |
|
|
|
|
|
||
|
τΣВпY = cosψП cosϕП cosλ + sin ψП sin λ; |
(7.12) |
|||||||
|
|||||||||
|
Вп |
= −cosψ |
П |
cosϕ |
П |
sin λ + sin ψ |
П |
cosλ. |
|
|
τΣZ |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
В окончательном виде система уравнений (7.1) после подстановки в нее выражений (7.2)–(7.12) примет вид
f = uЛ sin ψ Л cosϕЛ |
+ r cosϑЛ cosβ − |
|
|
|
|||||
1 |
|
|
|
|
|
|
|
|
|
− zЗЛ sinβ − v − a = 0; |
|
|
|
||||||
|
|
|
|
||||||
f2 = u |
Л |
sin ψ |
Л |
sin ϕ |
Л |
cosλ + Asin λ + r sin ϑ |
Л |
|
|
|
|
|
|
cosα + |
|||||
+ Bsin α − b = 0; |
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
f3 = uЛ sin ψЛ sin ϕЛ sin λ + Acosλ − r sin ϑЛ sin α − |
|||||||||
− B cosα − c = 0; |
|
|
|
|
|
||||
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
f4 = uП sin ψП cosϕП + r cosϑП cosβ + zЗП sinβ − |
|
||||||||
− v + a = 0; |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|||
f5 = u |
П |
sin ψ |
П |
sin ϕ |
П |
cosλ − C sin λ + r sin ϑ |
П |
|
|
|
|
|
|
cosα + |
|||||
+ Dsin α − b = 0; |
|
|
|
|
|
||||
f6 = uП sin ψП sin ϕП sin λ − C cosλ + r sin ϑП sin |
|
||||||||
α + |
|||||||||
+ D cosα + c = 0; |
|
|
|
|
|
||||
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
f7 = sin ϑЛ cosβ − cosψЛ sin ϕЛ = 0; |
|
|
|
||||||
f8 = cosϑЛ cosα + sin ψ Л sin α sinβ − |
|
|
|
||||||
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
− cosψЛ cosϕЛ cosλ + sin ψЛ sin λ = 0; |
|
|
|
221
Стр. 221 |
ЭБ ПНИПУ (elib.pstu.ru) |
f9 = cosϑЛ sin α − sin ψЛ cosα sinβ + |
|
|
|||||||
+ cosψЛ cosϕЛ sin λ + sin ψЛ cosλ = 0; |
|
|
|||||||
|
|
||||||||
f |
= sin ϑП cosβ − cosψП sin ϕП = 0; |
|
|
||||||
10 |
|
|
|
|
|
|
|
|
|
f |
= cosϑП cosα − sin ψП sin α sinβ − |
|
(7.13) |
||||||
11 |
|
|
|
|
|
|
|
|
|
− cosψ |
П |
cosϕ |
П |
cosλ − sin ψ |
П |
sin λ = 0; |
|
|
|
|
|
|
|
|
|||||
f |
= cosϑП sin α + sin ψП cosα sinβ − |
|
|
||||||
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
− cosψП cosϕП sin λ + sin ψП cosλ = 0;
где A = RЛctgψЛ − uЛ cosψЛ + zВЛ ; В = r cosϑЛ sinβ + zЗЛ cosβ ;
C = RПctgψП − uП cosψП + zВП ;
D = −r cosϑП sinβ + zЗП cosβ .
Для решения системы трансцендентных уравнений (7.13) используем метод параметрической оптимизации, при котором минимизируется целевая функция Ф:
Ф(ϑЗЛ, ϑПЗ , zЗЛ, zЗП, ϕЛ, ϕП, uЛ, uП, α, β, a, b, c) =
12 |
|
|
(7.14) |
= fi |
2 |
→ min. |
|
i=1
При решении системы (7.13) необходимо учитывать следующие особенности. Задав плоское сечение (положив ZΣ = Zi), уравнения f5 = 0 и f6 = 0 превращают в тождества (рассматриваемые отдельно для каждого из валков и заготовки), из кото-
рых выражают неизвестные параметры zВЛ , zВП , uЛ, uП и под-
ставляют их в уравнения f1 = f2 = f3 = f4 = 0, что позволяет сократить систему (7.13) до 10 трансцендентных уравнений. Координаты a, b, c определяют положение точки на оси заготовки, относительно которой она поворачивается на углы α и β. Чтобы
222
Стр. 222 |
ЭБ ПНИПУ (elib.pstu.ru) |
координаты a и b определялись именно в сечении ZΣ = Zi, следует положить параметр с = Zi. В результате число неизвестных параметров, подлежащих определению на основе оптимизации целевой функции Ф, сокращается с 13 до 8.
Целевая функция Ф, представляющая собой сумму квадратов левых частей уравнений системы (7.14), является мульмодальной, что обусловлено периодичностью тригонометрических выражений, входящих в ее состав. Для поиска глобального экстремума целевой функции Ф использован метод мультистарта. Для многомерной оптимизации применен модифицированный метод Хука-Дживса, который относится к методам поиска нулевого порядка и выгодно отличается простотой и эффективностью. Метод Хука-Дживса состоит из последовательности шагов исследующего поиска вокруг базисной точки (аналогично покоординатному спуску), за которой в случае успеха следует поиск по образцу [71].
Условием окончания поиска служило уменьшение шага до определенной величины, что соответствовало заданной точности определения искомых параметров. Линейные параметры находились с точностью 10–7, угловые параметры – с точностью 10 8, при этом целевая функция в среднем принимала значения Ф 10–17. Установлено, что в большинстве случаев можно локализовать глобальный минимум с помощью правильного выбора начального приближения. Таким начальным приближением служит решение системы уравнений (7.13) при угле λ = 0. Использование данного приема позволяет избежать нахождения всех экстремумов мульмодальной целевой функции и существенно повысить эффективность решения.
В качестве примера рассчитаем формообразующую траекторию для трех типов валков, представленных в табл. 7.1. Теоретически точные валки для изготовления бомбинированной поверхности имеют идентичный симметричный профиль, валки для изготовления цилиндрической поверхности – одинаковый несимметричный профиль и развернуты в противоположных
223
Стр. 223 |
ЭБ ПНИПУ (elib.pstu.ru) |

направлениях, в результате они симметричны относительно плоскости zВ = 0.
Координаты формообразующей траектории приведены в табл. 7.2 для следующих параметров: цилиндрическая поверхность – r = 15 мм, λ = = 1,75°, v = 71 мм; бомбинированная поверхность – r = 10 мм, λ = 1,5°, v = = 30 мм; бомбинированная поверхность, обрабатываемая на валках в форме однополостного гиперболоида, – r = 15 мм, λ = 4,125°, v = 66 мм.
Таблица 7 . 1
Профили валков суперфинишного станка для обработки цилиндрической и бомбинированной поверхностей
Валок для цилиндрической поверхности
zВ, мм |
–400 |
–300 |
–200 |
–100 |
0 |
100 |
200 |
300 |
400 |
R, мм |
68,155 |
66,606 |
65,144 |
63,773 |
62,499 |
61,326 |
60,258 |
59,301 |
58,458 |
ψ, град |
0,911 |
0,863 |
0,812 |
0,758 |
0,702 |
0,642 |
0,580 |
0,516 |
0,449 |
|
|
Валок для бомбинированной поверхности |
|
|
|||||
zВ, мм |
–100 |
–75 |
–50 |
–25 |
0 |
25 |
50 |
75 |
100 |
R, мм |
23,455 |
25,661 |
27,478 |
28,649 |
29,051 |
28,649 |
27,478 |
25,661 |
23,455 |
ψ, град |
–2,073 |
–1,894 |
–1,395 |
–0,732 |
0 |
0,732 |
1,395 |
1,894 |
2,073 |
|
Валок в форме однополостного гиперболоида |
|
|||||||
|
|
|
|
|
|
|
|
|
|
zВ, мм |
–400 |
–300 |
–200 |
–100 |
0 |
100 |
200 |
300 |
400 |
R, мм |
63,684 |
63,169 |
62,798 |
62,575 |
62,500 |
62,575 |
62,798 |
63,169 |
63,684 |
|
|
|
|
|
|
|
|
|
|
ψ, град |
0,134 |
0,102 |
0,068 |
0,034 |
0 |
–0,034 |
–0,068 |
–0,102 |
–0,134 |
|
|
|
|
|
|
|
|
|
|
Поверхности валков для обработки цилиндрических и бомбинированных поверхностей получены на основе строгого профилирования, поэтому они обеспечивают теоретическую траекторию с известными параметрами и используются как тестовые. Исследования показали, что валки в форме однополостного гиперболоида для исходно цилиндрической заготовки создают траекторию, близкую к дуге окружности.
224
Стр. 224 |
ЭБ ПНИПУ (elib.pstu.ru) |
225 .Стр
ru).pstu.(elib ПНИПУ ЭБ
225
Таблица 7 . 2
Расчетные координаты формообразующей траектории
|
|
|
Обработкацилиндрическойповерхности |
|
|
|
|||
zВ, мм |
–400 |
–300 |
–200 |
–100 |
0 |
100 |
200 |
300 |
400 |
а, мкм |
–0,53 |
–0,44 |
–0,06 |
–0,12 |
0 |
0,12 |
0,06 |
0,44 |
0,53 |
b, мкм |
0,8 |
0,9 |
0,12 |
0 |
0,8 |
0 |
0,12 |
0,9 |
0,8 |
|
|
|
Обработка |
бомбинированнойповерхности |
|
|
|
||
zВ, мм |
–100 |
–75 |
–50 |
–25 |
0 |
25 |
50 |
75 |
100 |
а, мм |
1,238 |
1,207 |
0,933 |
0,505 |
0 |
–0,505 |
–0,933 |
–1,207 |
–1,238 |
b, мм |
14,631 |
19,201 |
22,424 |
24,345 |
24,983 |
24,345 |
22,424 |
19,201 |
14,631 |
α, град |
0,312 |
0,389 |
0,869 |
1,154 |
1,249 |
1,154 |
0,869 |
0,389 |
0,312 |
β, град |
12,086 |
8,944 |
5,936 |
2,963 |
0 |
–2,963 |
–5,936 |
–8,944 |
–12,086 |
|
|
Обработка |
навалках |
вформе |
однополостного |
гиперболоида |
|
|
|
zВ, мм |
–400 |
–300 |
–200 |
–100 |
0 |
100 |
200 |
300 |
400 |
а, мм |
12,689 |
11,166 |
8,229 |
4,353 |
0 |
–4,353 |
–8,229 |
–11,166 |
–12,689 |
b, мм |
29,148 |
34,197 |
37,802 |
39,992 |
40,729 |
39,992 |
37,802 |
34,197 |
29,148 |
α, град |
0,336 |
1,327 |
1,995 |
2,401 |
2,537 |
2,401 |
1,995 |
1,327 |
0,336 |
β, град |
3,983 |
2,462 |
1,658 |
0,84 |
0 |
–0,84 |
–1,658 |
–2,462 |
–3,983 |

Наиболее актуальными параметрами для прямолинейной траектории при обработке цилиндрических поверхностей являются высота траектории bmax и отклонения в проекциях на вертикальную b и горизонтальную а плоскости станка. Для дуговой траектории при обработке бомбинированных поверхностей важны радиус траектории R0, вертикальное положение дуги, заданное координатой bmax, и отклонения в горизонтальной плоскости а (рис. 7.3). На основе табл. 7.2 рассчитаны параметры формообразующих траекторий для новой модели, известной модели, а также фактические значениями параметров, которые приведены в табл. 7.3.
Рис. 7.3. Параметры пространственной формообразующей траектории: 1 – левый валок; 2 – правый валок; 3 – заготовка;
4 – формообразующая траектория
226
Стр. 226 |
ЭБ ПНИПУ (elib.pstu.ru) |

Анализ табл. 7.3 показал, что новая математическая модель обеспечивает более высокую точность расчета формообразующей траектории, чем предшествующая. Так, для цилиндрической поверхности теоретическая высота траектории составляет bТmax = 31,068 мм, полученная по расчету bmax = 31,054 мм, а отклонения b и а не превышают 1 мкм. Для бомбинированной поверхности теоретические радиус дуги окружности RТ0 =
=500 мм и высота bТmax = 25 мм, полученные по расчету R0 =
=488 мм, bmax = 24,983 мм. Рассчитанные значения углов пово-
рота заготовки в вертикальной и горизонтальной плоскости соответствуют форме траектории (ось заготовки приближенно является касательной к траектории).
Один из наиболее значимых выводов, определяющих практическую ценность разработанной модели, – обоснование возможности получения дуговой траектории для цилиндрической заготовки на валках типа однополостных гиперболоидов. Применение такой технологически простой формы валков делает их универсальными, что особенно актуально в условиях подшипниковых заводов.
Таблица 7 . 3 Параметры формообразующей траектории
|
Цилиндрическая |
Бомбинированная |
|||||
Расчетная |
поверхность |
|
поверхность |
|
|||
модель |
bmax, мм |
bmax, |
|
аmax, |
bmax, мм |
аmax, |
R0, мм |
|
|
||||||
|
|
мкм |
|
мкм |
|
мм |
|
Известная |
31,031 |
0,65 |
|
0,92 |
24,97 |
1,27 |
480,6 |
модель |
|
|
|
|
24,98 |
|
|
Новая модель |
31,054 |
0,66 |
|
0,53 |
1,24 |
488,4 |
|
Фактическая |
31,068 |
0 |
|
0 |
25,0 |
0 |
500,0 |
Наладка бесцентровых суперфинишных станков для обработки цилиндрических поверхностей
В условиях многономенклатурного производства (например, в подшипниковой промышленности) станок с одним и тем
227
Стр. 227 |
ЭБ ПНИПУ (elib.pstu.ru) |
же валковым устройством используют для обработки цилиндрических деталей различных диаметров d. При этом за номинальный диаметр dН детали при профилировании валков принимают среднее значение из диапазона обработки [24].
Анализ формообразующей траектории показал, что при постоянных валках при обработке заготовок различных диаметров имеют место отклонения, величина которых во много раз превосходит допуск на диаметр детали. Поэтому необходима минимизация данных отклонений за счет подналадки суперфинишного станка. Известная методика [24], основанная на обобщении экспериментальных данных, позволяет установить качественный характер влияния параметров наладки, но не может обеспечить высокой точности расчета. Строгое решение указанной задачи возможно только в рамках новой модели, представленной уравнениями (7.13).
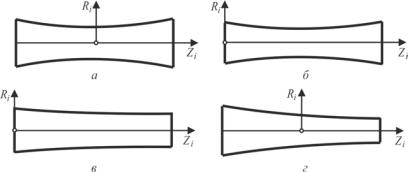
Рассмотрим следующие типы валков для обработки цилиндрических поверхностей (рис. 7.4): а – однополостный гиперболоид (станки фирмы Mikrosa); б – близкий к гиперболоиду с симметричным профилем [39]; в – близкий к гиперболоиду с несимметричным профилем [24] (отечественные станки); г – квазигиперболоид [45].
Рис. 7.4. Типовые формы валков
228
Стр. 228 |
ЭБ ПНИПУ (elib.pstu.ru) |
Установим характер погрешностей, возникающих при обработке заготовок на рассмотренных типах валков. Несмотря на то, что не все из них рассчитаны на основе строгих соотношений, в ряде случаев их применение рационально. Во-первых, валки в виде однополостных гиперболоидов имеют простую геометрическую форму (что, однако, не гарантирует простоту изготовления методом шлифования) и меньшие габаритные размеры по сравнению с другими. Во-вторых, целесообразность применения того или иного типа валков для обработки широкого диапазона размеров заготовок окончательно не получила тео-
ретического обоснования. |
|
|
В табл. 7.4 представлены результаты расчета профиля дан- |
||
ных валков по авторским формулам [24, 39] |
для λ |
= 1,75°; |
r = 15 мм при рекомендуемых параметрах |
наладки |
станка: |
а) λ = 1,87°, v = 73,28 мм; б) v = 73,055 мм; в) v = 70,469 мм; г) v = 71,0 мм.
|
|
|
|
|
|
|
|
Таблица 7 . 4 |
||
|
|
Типовые профили валков бесцентровых |
||||||||
|
|
|
суперфинишных станков |
|||||||
|
|
|
|
|
|
|
|
|
|
|
Zi, мм |
–400 |
–300 |
–200 |
–100 |
0 |
100 |
200 |
300 |
400 |
|
Ri, |
а |
63,684 |
63,169 |
62,798 |
62,575 |
62,500 |
62,575 |
62,798 |
63,169 |
63,684 |
б |
63,578 |
63,109 |
62,772 |
62,568 |
62,500 |
62,568 |
62,772 |
63,109 |
63,578 |
|
мм |
в |
64,993 |
63,594 |
62,290 |
61,087 |
59,988 |
59,000 |
58,126 |
57,370 |
56,736 |
|
г |
66,964 |
65,698 |
64,528 |
63,461 |
62,499 |
61,647 |
60,909 |
60,286 |
59,785 |
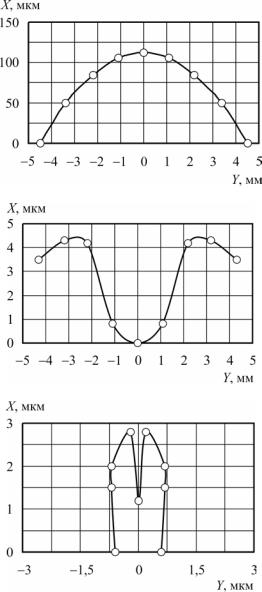
Результаты анализа формообразующей траектории даны на рис. 7.5, где показаны отклонения от номинальной прямой
впроекциях на вертикальную и горизонтальную плоскости станка. Расчетные данные приведены для 9 сечений, соответствующих табл. 7.4, причем в следующих единицах измерения: по оси ординат – в мкм, а по оси абсцисс для вариантов а и б –
вмм, а для в и г – в мкм.
229
Стр. 229 |
ЭБ ПНИПУ (elib.pstu.ru) |
а
б
в
Рис. 7.5. Формообразующая траектория для различных типов валков
230
Стр. 230 |
ЭБ ПНИПУ (elib.pstu.ru) |