

Суперфинишные станки для автомобильной промышленности
..pdfУгол μ траектории движения абразивного зерна или угол сетки рисок, образуемой касательной к синусоидальной кривой в точке ее пересечения с осью детали, является важным критерием, характеризующим процесс суперфиниширования. Изменяя угол сетки рисок, можно управлять процессом суперфиниширования, регулируя как съем металла, так и получаемую шероховатость обработанной поверхности.
Зависимость между углом сетки рисок и параметрами процесса имеет вид
μ = arctg VО + arctg VП |
= arctg |
VО |
|
+ arctg VП |
, |
(1.4) |
|
2ln |
|
||||||
V |
V |
|
б |
V |
|
|
|
r |
О |
|
|
О |
|
|
|
где Vr – средняя скорость колебания бруска; l – ход бруска; nб – частота колебаний бруска.
Из формулы (1.4) следует, что угол сетки рисок зависит от соотношения окружной и продольной скорости заготовки, скорости, хода и частоты колебаний бруска. Указанные скорости переменны и изменяются за один период колебаний бруска. Однако для практических расчетов используют их средние значения. При бесцентровой обработке на проход продольная скорость создана силой трения: VП = VО sinλ, где 2λ – угол перекрещивания осей валков. Поэтому последнее слагаемое в формуле (1.4) значительно меньше первого, и большинство авторов им пренебрегают [5, 6, 24]. Однако в случае обработки конических деталей на винтовых валках с жесткой кинематической подачей уравнение связи окружной и продольной скоростей детали имеет вид VП = VО p/(πd), где p – шаг винтовой канавки валка (определен длиной детали), и последнее слагаемое (1.4) вносит существенный вклад в выражение для угла μ.
Пример расчета кинематических параметров приведен в табл. 1.2 и 1.3. Исходные параметры для профилирования валков: половина межосевого расстояния v = 72 мм; радиус заготовки r = 15 мм; длина валка 800 мм (Z = –400…400 мм); радиус валка в среднем сечении R0 = 62,5 мм; угол перекрещивания
21
Стр. 21 |
ЭБ ПНИПУ (elib.pstu.ru) |

осей валков λ = 1,4°. Угловая скорость валков принята ω = = 100 мин–1. При значениях l = 5 мм, nб = 800 дв. ход/мин имеем
Vr = 8 м/мин.
Иллюстрация изменения продольной и окружной скорости по длине обработки в зависимости от угла λ для данных из табл. 1.2 приведена на рис. 1.6 и 1.7.
Таблица 1 . 2
Кинематические параметры при бесцентровом шлифовании: r = 15 мм, R0 = 65 мм, v = 72 мм, λ = 1°
Z, мм |
R, мм |
α, град |
V, |
VО, |
VП, |
μ, град |
мм/мин |
мм/мин |
мм/мин |
||||
–400 |
62,2133 |
21,174 |
6221,3 |
6220,9 |
101,247 |
38,801 |
–300 |
62,8607 |
22,372 |
6286,1 |
6285,7 |
101,449 |
39,081 |
–200 |
63,5432 |
23,552 |
6354,3 |
6353,9 |
101,660 |
39,374 |
–100 |
64,2550 |
24,706 |
6425,5 |
6425,1 |
101,875 |
39,677 |
0 |
65,0007 |
25,842 |
6500,1 |
6499,7 |
102,097 |
39,992 |
100 |
65,7738 |
26,953 |
6577,4 |
6577,0 |
102,322 |
40,315 |
200 |
66,5797 |
28,046 |
6658,0 |
6657,6 |
102,552 |
40,649 |
300 |
67,4182 |
29,121 |
6741,8 |
6741,4 |
102,787 |
40,993 |
400 |
68,2814 |
30,170 |
6828,1 |
6827,8 |
103,025 |
41,344 |
Таблица 1 . 3
Кинематические параметры при бесцентровом шлифовании: r = 15 мм, R0 = 65 мм, v = 72 мм, λ = 4°
Z, мм |
R, мм |
α, град |
V, |
VО, |
VП, |
μ, град |
мм/мин |
мм/мин |
мм/мин |
||||
–400 |
57,3290 |
5,411 |
5732,9 |
5732,5 |
99,607 |
36,619 |
–300 |
58,3276 |
10,875 |
5832,8 |
5832,3 |
99,967 |
37,075 |
–200 |
59,9659 |
16,138 |
5996,6 |
5996,2 |
100,531 |
37,812 |
–100 |
62,2054 |
21,139 |
6220,5 |
6220,1 |
101,258 |
38,798 |
0 |
64,9954 |
25,825 |
6499,5 |
6499,1 |
102,104 |
39,990 |
100 |
68,2747 |
30,161 |
6827,5 |
6827,1 |
103,024 |
41,341 |
200 |
72,0008 |
34,157 |
7200,1 |
7199,7 |
103,982 |
42,813 |
300 |
76,1066 |
37,802 |
7610,7 |
7610,3 |
104,949 |
44,360 |
400 |
80,5526 |
41,125 |
8055,3 |
8054,9 |
105,898 |
45,949 |
22
Стр. 22 |
ЭБ ПНИПУ (elib.pstu.ru) |
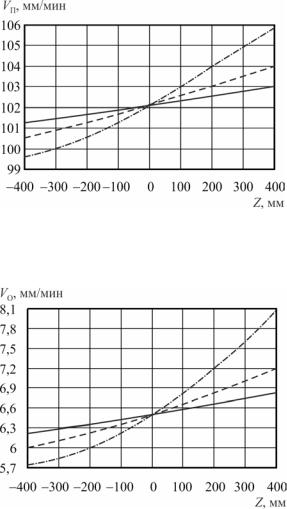
Рис. 1.6. Графикизмененияпродольнойскоростизаготовки взависимостиот углаλ: сплошнаялиния– λ = 1°; штриховаялиния– λ = 2°; штрихпунктирнаялиния– λ = 4°
Рис. 1.7. Графикизмененияокружнойскоростизаготовки взависимостиот углаλ: сплошнаялиния– λ = 1°; штриховаялиния– λ = 2°; штрихпунктирнаялиния– λ = 4°
Из рис. 1.6 и 1.7 видно, что окружная и продольная скорости монотонно изменяются на протяжении длины обработки от минимального до максимального значения. С увеличением угла
23
Стр. 23 |
ЭБ ПНИПУ (elib.pstu.ru) |

перекрещивания осей валков возрастает разность скоростей на краях зоны обработки. Подобный характер изменения скорости заготовок объясняется изменением радиусов профиля ведущего валка. Если сравнить графики на рис. 1.6 и 1.7 с графиками профиля валков, то данный факт станет очевидным. На практике угол λ, как правило, не превышает 2°, поэтому изменение окружной и продольной скорости находится в пределах 5 %.
Иллюстрация изменения угла сетки рисок по длине обработки в зависимости от угла λ для данных из табл. 1.2 приведена на рис. 1.8.
Рис. 1.8. График изменения угла сетки рисок при бесцентровом суперфинишировании: сплошная линия – λ = 1°; штриховая линия – λ = 2°; штрихпунктирная линия – λ = 4°
Как видно из рис. 1.8, характер изменения угла сетки рисок соответствует графикам изменения скоростей заготовки на рис. 1.6, 1.7 и объясняется теми же причинами. Характерно увеличение угла μ от входа к выходу из зоны обработки, что в общем случае уменьшает режущую способность шлифовальных брусков. Для рассмотренного случая угол μ соответствует режиму активного резания. При этом относительное изменение угла μ не превышает 10 %.
Исследования показали, что характерны два варианта изменения окружной и продольной скоростей заготовок по длине обработки. В первом варианте (кривая 1, рис. 1.9) скорости VО,
24
Стр. 24 |
ЭБ ПНИПУ (elib.pstu.ru) |
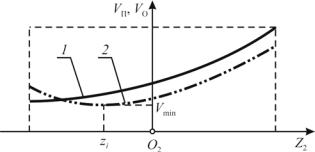
VП монотонно увеличиваются от входа к выходу из зоны обработки. Такая картина наиболее типична при большинстве наладок бесцентрового суперфинишного станка. Приведенный факт объясняется тем, что скорости VО, VП зависят от радиуса ведущего валка и углов контакта с заготовкой.
При втором варианте изменения скоростей (кривая 2, рис. 1.9) окружная и продольная скорости имеют минимум, как правило, в начале зоны обработки. Такая ситуация создается при расположении оси заготовки ниже оси ведущего валка и, как следствие, наличии минимума на профиле ведущего круга. Появление минимума возможно при увеличении угла λ перекрещивания или межосевого расстояния валков.
Рис. 1.9. График изменения продольной и окружной скоростей заготовки
Таким образом, при бесцентровом суперфинишировании изменение кинематических параметров по длине обработки носит неблагоприятный характер и способствует неравномерному вращению и продольной подаче заготовок. При этом заготовки движутся не плотным потоком, а имеют разрывы, что может привести к их перекосу. Для снижения различия скоростей на краях зоны обработки следует уменьшать угол перекрещивания осей валков и увеличивать диаметр валков. Изменение угла сетки рисок по длине обработки незначительно и легко компенсируется за счет скорости осцилляции суперфинишных станций станка, которые имеют автономные приводы движения.
25
Стр. 25 |
ЭБ ПНИПУ (elib.pstu.ru) |
1.4. Силовые аспекты бесцентрового суперфиниширования
Характерная особенность бесцентрового суперфиниширования состоит в базировании заготовок между двумя вращающимися валками. При этом осуществляется силовое замыкание контакта, и валки посредством сил трения передают вращение заготовкам. Валки представляют собой тела вращения со сложным осевым профилем и контактируют с заготовками по пространственной линии, в результате чего углы контакта и условия трения по длине обработки изменяются.
В известной литературе задача силового замыкания контакта при бесцентровом суперфинишировании не получила теоретического решения. Так, в работе [24] предлагается использовать обобщенные экспериментальные данные. Очевидно, что подобные рекомендации носят частный характер и не могут удовлетворить потребности современного производства с быстро изменяющейся номенклатурой деталей.
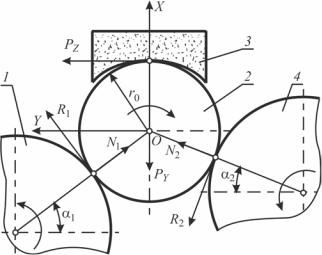
Рассмотрим схему сил, действующих в поперечном сечении заготовки при бесцентровом суперфинишировании (рис. 1.10). Считаем, что весом заготовки и силами трения на торцах можно пренебречь.
Условие силового замыкания контакта с учетом принятых допущений получают из уравнений равновесия в системе координат (X О Y):
ΣX = −R1 cosα1 + R2 cosα2 + N1 sin α1 + N2 sin α2 |
− PY = 0; |
|
|
ΣY = −R1 sin α1 − R2 sin α2 − N1 cosα1 + N2 cosα2 |
+ PZ = 0; |
|
(1.5) |
|
|||
ΣMO = (R1 + R2 − PZ )r0 = 0, |
|
|
|
|
|
|
|
где α1, α2 – углы контакта заготовки с левым и правым валком; N1, N2 – силы нормальной реакции валков; R1, R2 – силы трения заготовки с валками.
При суперфинишировании касательная составляющая силы резания PZ зависит от радиальной составляющей PY (усилия
26
Стр. 26 |
ЭБ ПНИПУ (elib.pstu.ru) |
прижима шлифовального бруска) и выражается зависимостью PZ = k PY, где k – коэффициент резания [24].
Рис. 1.10. Схема действия сил при бесцентровом суперфинишировании: 1 – левый валок; 2 – заготовка; 3 – шлифовальный брусок;
4 – правый валок
Силы трения R1, R2 выразим через силы нормальной реакции N1, N2 и коэффициенты трения f1 и f2 заготовки с левым и правым валком соответственно. Полагая коэффициенты трения на обоих
валкаходинаковымиf1 ≈ f2 = f, получим: R1 = N1 f; R2 = N2 f.
С учетом введенных обозначений система (1.5) примет вид
N1 (sin α1 − f cosα1 ) + N2 (sin α2 + f cosα2 ) − PY |
= 0; |
|
||||||||
N |
(cosα |
2 |
− f sin α |
) |
− N ( f sin |
α + cosα ) + kP |
= 0; |
(1.6) |
||
2 |
|
2 |
|
1 |
1 |
1 |
Y |
|
|
|
f (N1 + N2 ) − kPY = 0. |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|||||
Уравнения (1.6) описывают граничное условие силового замыкания контакта при переходе заготовки от стабильного вращения к состоянию «останова». Для вращения заготовки суммарный момент от сил трения должен превышать момент от силы реза-
27
Стр. 27 |
ЭБ ПНИПУ (elib.pstu.ru) |
ния. При этом сила трения на одном из валков может иметь направление, противоположное принятому на рис. 1.10, что обусловлено различной линейной скоростью в точках контакта. Условие вращения заготовки представляет собой положительное значение суммарного момента ΣM0 и выражается неравенством
f (N1 + N2 ) > kPY . |
(1.7) |
«Останов» характеризуется одновременным скольжением заготовки относительно обоих валков, которые вращаются приводом станка с достаточным запасом мощности. При этом относительно шлифовального бруска, жестко связанного с системой координат (X О Y), заготовка покоится. В общем случае заготовка, вращаясь, будет проскальзывать по одному из валков ввиду различия их окружных скоростей в различных точках контакта.
При проектировании валковых устройств бесцентровых суперфинишных станков актуальной задачей является выбор таких значений углов контакта α1 и α2, при которых обеспечивается стабильное силовое замыкание контакта [38]. Причем эти углы не постоянны, а изменяются вдоль оси валков. При наладке суперфинишных станков углы α1 и α2 могут быть найдены в зависимости от наладочных параметров – межосевого расстояния и угла перекрещивания осей валков.
Решим систему уравнений (1.6) таким образом, чтобы исключить неизвестные силы N1, N2, PY. Полученное трансцендентное уравнение устанавливает граничное условие силового замыкания контакта, связывающееуглы α1 и α2 с параметрамиf и k:
sin (α1 + α2 )(1+ f 2 )+ (cosα1 + cosα2 ) |
f 2 |
|||||
|
|
|
|
|
|
|
|
|
f 2 |
|
|
|
|
− (sin α1 |
− sin α2 ) |
|
+ f |
= 0. |
||
k |
||||||
|
|
|
|
|
||
− |
f |
|
− |
|
|
||
|
|||
|
k |
(1.8) |
|
|
|
|
|
Решение уравнения (1.8) относительно углов контакта α1 и α2 при заданных параметрах f и k дает диаграммы граничного условия силового замыкания контакта (рис. 1.11, 1.12). Зона
28
Стр. 28 |
ЭБ ПНИПУ (elib.pstu.ru) |
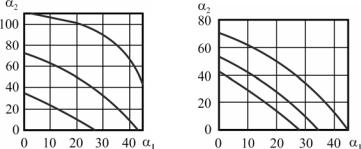
стабильного вращения заготовки находится ниже соответствующих линий графиков. На рис. 1.11 представлена диаграмма в зависимости от коэффициента трения f при постоянном коэффициенте резания k = 0,35, наиболее характерном для бесцентрового суперфиниширования по данным [24]. Видно, что с ростом коэффициента трения область допустимых значений углов контакта заготовки с валками увеличивается.
Рис. 1.11. Диаграмма граничного условия силового замыкания контакта в зависимости от коэффициента трения f: сплошная линия – f = 0,1; штриховая линия – f = 0,2; штрихпунктирная
линия – f = 0,3
Рис. 1.12. Диаграмма граничного условия силового замыкания контакта в зависимости от коэффициента резания k: сплошная линия – k = 0,3; штриховая линия – k = 0,4; штрихпунктир-
ная линия – k = 0,5
На рис. 1.12 приведена диаграмма граничного условия в зависимости от коэффициента резания k при постоянном коэффициенте трения f = 0,17, соответствующем металлическим валкам. Коэффициент резания k характеризует режим суперфиниширования – непрерывного резания со съемом значительного припуска или трения-полирования для снижения шероховатости поверхности. Из графика на рис. 1.12 следует, что уменьшение коэффициента резания k способствует увеличению области допустимых углов контакта.
При исследовании кинематических характеристик бесцентрового суперфиниширования требуется определить ведущий валок. Поскольку валки в различных точках контакта имеют разные диа-
29
Стр. 29 |
ЭБ ПНИПУ (elib.pstu.ru) |
метры, их окружные скорости переменны. Ведущим будет тот валок, который создает большую силу нормальной реакции N1 или N2, получаемую из решения системы уравнений (1.6). Врезультате заготовка будет катиться по ведущему валку и скользить по другому валку, независимоот соотношенияихокружныхскоростей.
Решим систему линейных уравнений, состоящую из двух первых уравнений (1.6), относительно неизвестных реакций опор N1, N2:
N |
1 |
= P sin α2 ( f + k) + cosα2 (1− fk) |
; |
||||
|
Y |
sin(α1 + α2 )(1+ f |
2 |
) |
|
||
|
|
|
|
(1.9) |
|||
N |
|
= −P |
sin α1 ( f + k) + cosα1 ( fk − 1) . |
||||
|
2 |
Y |
sin(α + α |
)(1+ f 2 ) |
|
||
|
|
|
1 2 |
|
|
|
|
Пример расчета силовых параметров при бесцентровом суперфинишировании дан в табл. 1.4. Исходные данные для профилирования валков: половина межосевого расстояния v =
=72 мм; радиус заготовки r0 = 15 мм; длина валка 800 мм (Z =
=–400…400 мм); минимальный радиус валка R = 62,5 мм, угол
перекрещивания осей валков λ = 0,5; 1,5; 2,5°. Используя паспортные данные станка модели SZZ-3 (Mikrosa, Германия) и формулу для расчета усилия прижима в работе [24], определили радиальную составляющую силы резания PY = 157,5 Н.
Анализ данных табл. 1.4 показал, что ведущим на всей длине обработки будет только один валок. Действительно, из рис. 1.10 нетрудно увидеть, что в соответствии с принятыми обозначениями значение нормальной реакции N1 всегда превышает значение N2, так как проекция силы PY на нормали к поверхностям прижимает заготовку к левому валку. Теоретически соотношение между N1 и N2 может изменяться при малых значениях коэффициентов k и f и больших углах λ. Однако при этом не будет выполняться условие (1.7), т.е. заготовка будет проскальзывать на обоих валках.
Вычисление минимально допустимого значения коэффициента трения по формуле (1.8) показало, что коэффициент f монотонно возрастает, принимая максимальное значение на выходе
30
Стр. 30 |
ЭБ ПНИПУ (elib.pstu.ru) |