

Содержание
ВВЕДЕНИЕ 3
1. О ПОСТАНОВКЕ ЗАДАЧ В ТЕОРИИ 5
ПЛАСТИЧНОСТИ 5
2. ТЕОРЕТИЧЕСКИЕ МЕТОДЫ РЕШЕНИЯ ЗАДАЧ ОМД 13
Позволяет определить поле напряжений и полное усилие независимо от расчёта деформированного и скоростного состояния пластической среды. Этот метод основан на том, что в уравнения статического равновесия вносятся те или иные упрощения, позволяющие сократить количество уравнений и перейти от уравнений в частных производных к обыкновенным дифференциальным уравнениям. К недостаткам инженерного метода следует отнести невозможность получения информации о локальном формоизменении, скоростном и деформированном состоянии, форме пластической области и напряжённом состоянии по объёму деформируемого тела. 14
2.2. Метод линий скольжения [1,2,4]. 14
4.3.2. Работа внутренних сил 44
5.2. Программный комплекс MSC.SuperForge 59
5.2.1. Структура программы MSC.SuperForge. 59
Подготовка данных 59
Приложение 1 127
Приложение 2 129
Марка 129
Предел 129
А1 129
A2 129
A3 129
Ст 10 129
Ст 15 129
Ст 20 129
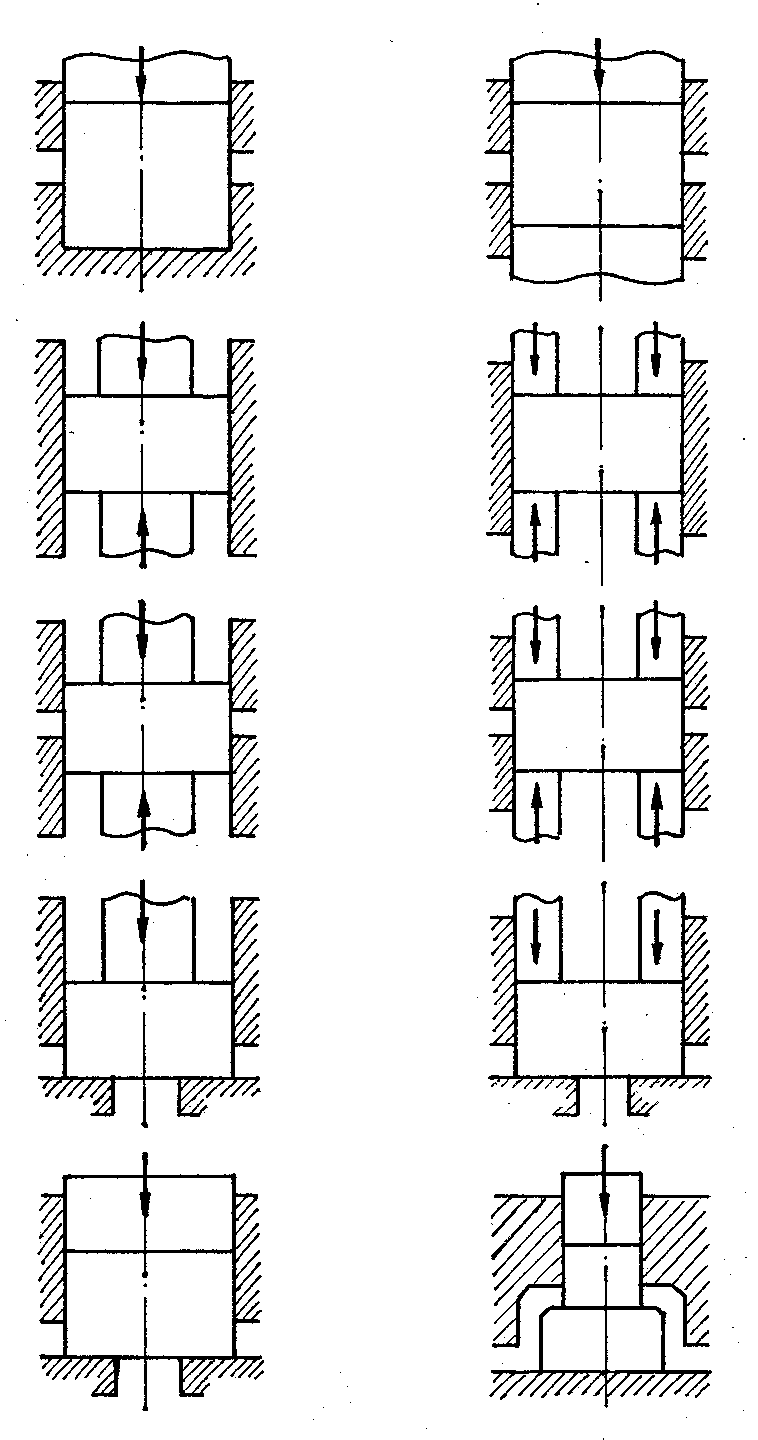
Приложение 1
Р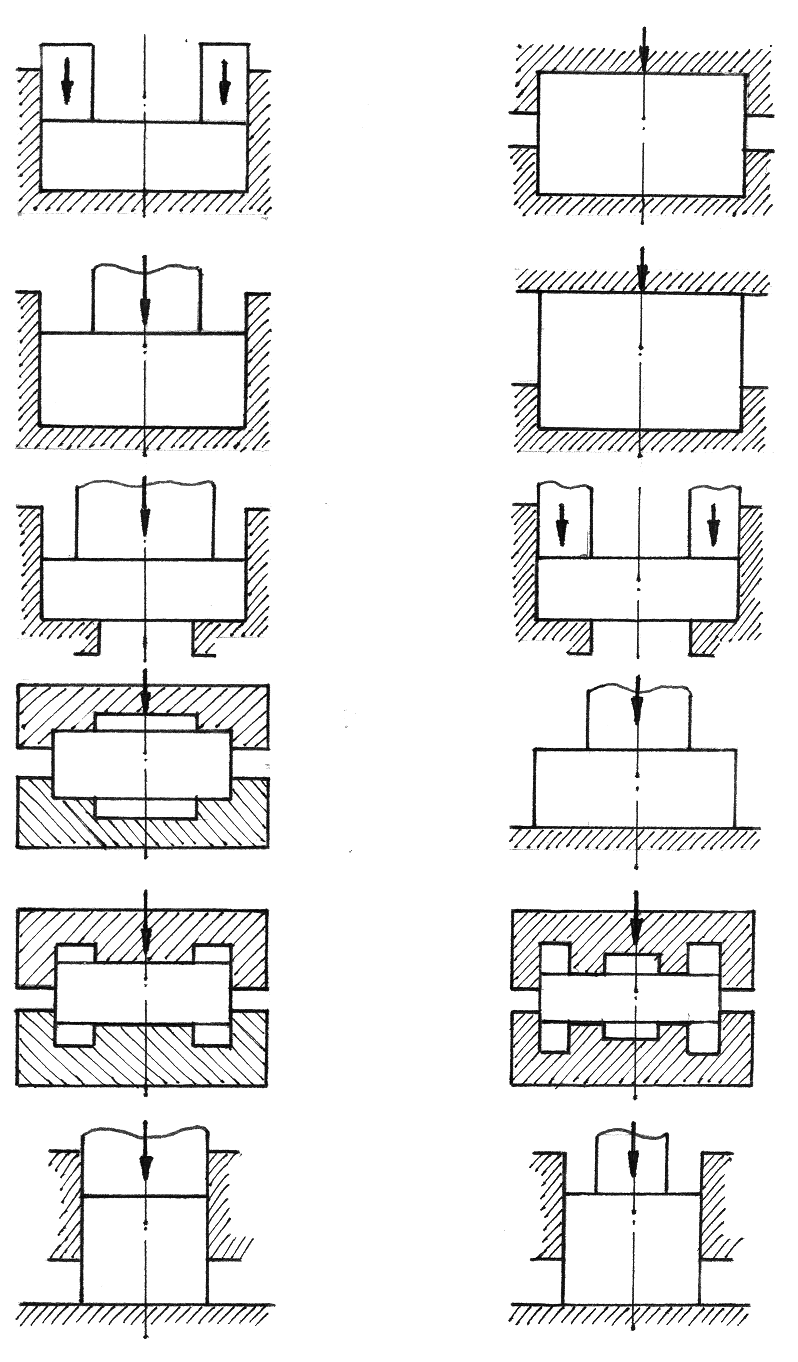 асчетные
схемы деформирования
асчетные
схемы деформирования
Приложение 2
Коэффициенты для расчёта сопротивления деформации по формуле (33)
Но-мер |
Марка |
Предел |
Термодинамические коэффициенты |
|||||
|
металла |
текучести
|
А1 |
m1 |
A2 |
m2 |
A3 |
m3 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
1 |
Техн. |
|
|
|
|
|
|
|
|
чистое железо |
65,5 |
4,055 |
0,0014 |
1,577 |
0,198 |
0,722 |
0,142 |
2 |
Ст 10 |
96,4 |
12,23 |
0,0025 |
1,494 |
0,174 |
0,726 |
0,139 |
3 |
Ст 15 |
103,5 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
4 |
Ст 20 |
108,5 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
5 |
Ст 25 |
111,9 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
6 |
Ст 40 |
114,8 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
7 |
Ст 45 |
115,7 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
8 |
Ст08кП |
82,4 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
9 |
Ст15кП |
86,1 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
10 |
Ст 2 |
78,4 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
11 |
Ст 5 |
94,9 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
12 |
Ст 6 |
111,21 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
Продолжение
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
13 |
18 ХГР |
120,6 |
14,58 |
0,0026 |
1,629 |
0,212 |
0,726 |
0,139 |
14 |
18 ХГ |
131,0 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
15 |
20 ХМ |
134,7 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
16 |
10ХГМ |
166,1 |
18,17 |
0,0028 |
1,516 |
0,181 |
0,750 |
0,124 |
17 |
20 Г |
135,5 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
18 |
10 Г2 |
124,7 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
19 |
14 ХГС |
100,4 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
20 |
14 ГН |
118,7 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
21 |
12ХН3А |
122,8 |
15,19
|
0,0027 |
1,951 |
0,290 |
0,726 |
0,139 |
22 |
18ХНВА |
138,4 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
23 |
20ХНГР |
135,0 |
-//- |
-//- |
-//- |
-//- |
-//- |
-//- |
У чебное
издание
чебное
издание
Дегтярев Геннадий Леонидович
Бойко Александр Юрьевич
Новокщенов Сергей Леонидович
РАСЧЕТ ЭНЕРГОСИЛОВЫХ ПАРАМЕТРОВ
ПРОЦЕССОВ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
В авторской редакции
Компьютерный набор Дегтярева Г. Л.
Подписано к изданию 25.12.2006
Уч.-изд. л. 7,2
ГОУВПО «Воронежский государственный технический
университет»