

Методическое пособие 747
.pdfженного в часах. Расчет численности основных рабочих выполняем для основной технологической операции с учетом коэффициента обслуживания
, |
(13) |
где nф – принятое количество основного технологического оборудования;
m– число смен работы;
KMO – коэффициент облуживания: для мелкосерийного производства – 1,1; для серийного производства – 1,35; для крупносерийного - 2,1.
KS – общий коэффициент, учитывающий число рабочих, находящихся в отпусках, болеющих и т.д. (KS = 0,12…0,2).
Рассчитанное число рабочих основной работы распределяется по профессиям и квалификациям (разрядам). Для этого можно воспользоваться картами трудоемкости продукции (изделий), где перечисляются виды работ и необходимые для их выполнения рабочие (по профессиям и разрядам).
Рассчитанная таким образом потребность в рабочих может использоваться длительное время, до уточнения (пересмотра) норм выработки, изменения технологий или производственной программы. Однако рекомендуется ежегодно уточнять расчеты необходимой численности рабочих.
Численность вспомогательных рабочих в цехе устанавливается по нормам обслуживания рабочих мест. По опыту машиностроительных и приборостроительных заводов общая численность вспомогательных рабочих составляет 20-40% численности основных. Потребность в служащих, в том числе специалистах, рекомендуется рассчитывать с учетом необходимых функций управления и факторов деятельности на основе имеющегося объема работ.
Расчет также может выполняться с использованием нормативов численности работников. Младший обслуживающий персонал можно рассчитывать на основе укрупнен-
70
ных норм обслуживания, например, число уборщиков помещения определяют исходя из его площади. В любом случае указанные методы надо рассматривать как рекомендации.
Окончательное решение остается за работодателем или руководителем предприятия, который учитывает целесообразность выполнения работ, наличие средств и т. п.
Мерой оценки затрат труда является рабочее время. Рабочее время – это мера продолжительности участия работника в трудовой деятельности, установленная законодательно. Согласно КЗоТ нормальная продолжительность рабочей недели не может превышать 40 ч. На основе этой нормы определяется время рабочего года. Оно отличается от времени календарного года. Для определения времени рабочего года составляется баланс рабочего времени.
Рабочее время учитывается при составлении графика сменности (работы), в табеле учета использования рабочего времени, при расчетах норм труда и при начислении заработной платы.
График сменности (работы) – это плановый документ, регламентирующий время начала и окончания работы для каждого работника по дням месяца. При построении графика за основу берется плановое рабочее время месяца, но все расчеты ведутся с учетом правил внутреннего трудового распорядка, которые утверждаются администрацией предприятия по согласованию с профсоюзной организацией, а для предприятий сферы обслуживания – по согласованию и с органами местного самоуправления.
В графике сменности должно быть отражено время перерывов на обед, если оно является скользящим. Важно, чтобы общее число часов работы за месяц совпало с нормой времени данного периода.
График утверждается руководителем подразделения по согласованию с руководителем профсоюзной организации, как правило, за месяц до начала планового периода. Для уче-
71
та фактически отработанного времени каждым работником за месяц ведется табель учета использования рабочего времени.
Табель заполняется ежедневно руководителем подразделения в конце рабочего дня по фактическому положению дел.
Вконце месяца табель подписывается руководителем и представляется в бухгалтерию для учета при начислении заработной платы. Бухгалтер, начисляющий заработную плату, сверяет два документа: график и табель.
Расхождения между ними свидетельствуют о сверхурочной работе, работе в выходные и праздничные дни. О днях прогулов, невыходов на работу по болезни и о других изменениях относительно плана, что учитывается при начислении заработной платы работников.
Рабочая неделя может быть пятидневной или шестидневной. При пятидневной рабочей неделе устанавливаются два выходных дня, а продолжительность ежедневной работы составляет 8 ч. При шестидневной рабочей неделе устанавливается один выходной День, а продолжительность ежедневной работы составляет не более 7 ч.
Время работы накануне Праздничных дней сокращается на 1 ч.
Вусловиях рынка приобретает актуальность возможность работы неполное рабочее время. Так, по согласованию
садминистрацией предприятия работник может работать неполный рабочий день или неполную рабочую неделю, что удобно, например, женщинам, имеющим малолетних детей, многодетным матерям, молодежи, обучающейся без отрыва от производства, и др. При работе неполное рабочее время оплата труда производится пропорционально отработанному времени или в зависимости от выработки.
72
Выполнение работы:
По выданному преподавателем варианту и определенному ранее количеству оборудования в условиях не поточного производства определить количество основных и вспомогательных рабочих.
Для расчета численности рабочих необходимо использовать программу «Расчет численности рабочих» (рис. 25 и 26).
Таблица 13 Значения коэффициента численности вспомогательных
рабочих
№ |
kвсп |
№ |
kвсп |
№ |
kвсп |
1 |
20 |
11 |
38 |
21 |
32 |
2 |
25 |
12 |
39 |
22 |
35 |
3 |
27 |
13 |
40 |
23 |
34 |
4 |
29 |
14 |
21 |
24 |
33 |
5 |
30 |
15 |
22 |
25 |
36 |
6 |
28 |
16 |
23 |
26 |
37 |
7 |
32 |
17 |
24 |
27 |
38 |
8 |
35 |
18 |
29 |
28 |
39 |
9 |
34 |
19 |
30 |
29 |
40 |
10 |
36 |
20 |
31 |
30 |
20 |
73
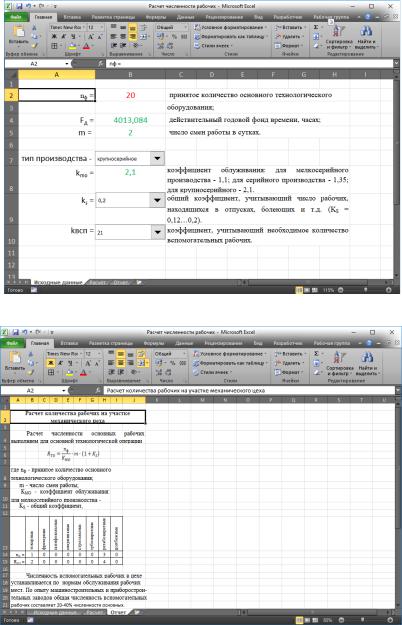
Рис. 25. Рабочий лист «Исходные данные»
Рис. 26. Рабочий лист «Отчет»
74
Лабораторная работа № 8. Инструментальное хозяйство
(4 часа)
Цель работы: изучить назначение, состав и оборудования цехов инструментального хозяйства машиностроительных предприятий.
Технические средства и программное обеспечение:
1.IBM-PC или совместимый компьютер;
2.Операционная система Microsoft Windows;
3.Пакет офисных программ Microsoft Office;
Средства для эскизирования:
1.Линейка инструментальная;
2.Штангенциркуль;
3.Карандаш.
Теоретические сведения:
Инструментальное хозяйство на предприятии создается для выполнения работ по обеспечению производства инструментом и технологической оснасткой, организации их хранения, эксплуатации и ремонта.
Структура и организационные формы инструментального хозяйства весьма разнообразны и зависят от типа производства, вида выпускаемой продукции, ее конструкторской и технологической сложности и объема производства.
Инструментальное хозяйство на предприятии включает: 1. Производственные звенья (участки, цехи) по изго-
товлению инструментов;
75
2.Складские и комплектующие подразделения (центральный инструментальный склад, цеховые инструменталь- но-раздаточные кладовые);
3.Подразделения по восстановлению и ремонту инструментов; подразделения по инструментообеспечению рабочих мест.
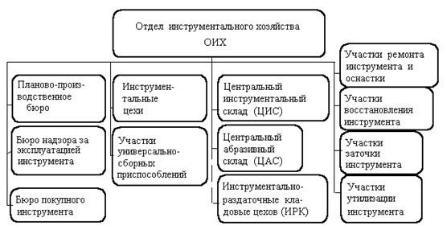
Структура инструментального хозяйства (рис. 27) предприятия представлена на схеме ниже.
Организация инструментального хозяйства
Задачи и объем работ по организации инструментального хозяйства определяются особенностями основного производства, сложностью выпускаемой продукции, используемым оборудованием, масштабами изготовления однотипной продукции и степенью ее новизны.
Рис. 27
76
Вместе с тем от уровня организации этого хозяйства и качества инструмента зависят интенсивное использование оборудования, технологические параметры его работы, уровень производительности труда и в целом результаты работы всего предприятия.
Сложность организации и планирования производства и эксплуатации инструментов обусловливается огромной номенклатурой оснастки, высокими требованиями к ее качеству и стойкости, большим влиянием инструментального хозяйства на экономику предприятия. Так, на долю проектирования и изготовления технологической оснастки при освоении новых изделий приходится более 80% трудоемкости всех работ по подготовке производства.
Для изготовления и сборки новой конструкции автомобиля, например, необходим комплект инструментария, включающий до 20 000 типов режущего, измерительного и вспомогательного инструмента.
Показателем технической оснащенности служит коэффициент оснастки, определяемый как отношение количества используемого инструмента к числу рабочих мест.
Основными задачами организации инструментального хозяйства являются:
1.Определение потребности и планирование обеспечения предприятия оснасткой;
2.Обеспечение предприятия покупной оснасткой, организация и реализация связей по кооперации производства оснастки с предприятиями;
3.Подготовка производства и изготовление оснастки на предприятии, ее испытание и отладка;
4.Нормирование расхода оснастки;
5.Организация эксплуатации оснастки и технический надзор за ее эксплуатацией;
6.Обеспечение рабочих мест оснасткой;
7.Организация учета и хранения оснастки;
77
8.Организация эксплуатации стандартной и переналаживаемой оснастки и обеспечение ее максимально рационального применения;
9.Восстановление оснастки;
10.Контроль за внедрением оснастки, учет и анализ эффективности ее использования;
11.Совершенствование организации обеспечения производства оснасткой.
Классификация инструментов
Условием рациональной организации и экономичного использования инструмента является его четкая классификация. Это необходимо для выбора однотипного и взаимозаменяемого инструмента, конструктивно и технологически сходных видов при подборе партии одновременно изготавливаемой оснастки, организации его хранения, определения порядка получения и производства.
Важное значение классификация инструмента имеет для выявления степени применяемости различных видов инструмента и обоснования рациональных форм его получения. Инструмент различают по характеру использования: универсальный (нормальный, стандартный) и специальный. Универсальный инструмент применяется на всех предприятиях промышленности при выполнении операций определенного рода
(рис. 28).
78
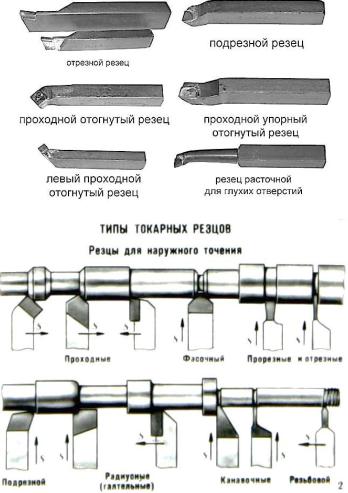
а) токарные резцы
б) применение инструмента при токарной обработке Рис. 28. Основные виды режущего инструмента (начало)
79