

Методическое пособие 483
.pdf2) выборочный контроль предусматривает проверку части изделий, которая называется выборкой.
4. По стадиям технологического процесса контроль подразделяется на :
предварительный; промежуточный; окончательный.
1)предварительный контроль осуществляется на первой стадии техпроцесса и имеет целью не допускать запуск недоброкачественных материалов, полуфабрикатов, комплектующих изделий;
2)промежуточный контроль производится в процессе изготовления изделия и разделяется на пооперационный и групповой.
Пооперационный - осуществляется после каждой операции техпроцесса, когда качество последующей операции зависит от предыдущей.
Групповой осуществляется после нескольких технологических операций или когда по техпроцессу невозможна проверка после каждой операции;
3)окончательный контроль выполняется в конце техпроцесса. Идет проверка всех деталей, сборочных единиц, приборов.
В настоящее время промежуточный контроль слабо выполняет свое назначение. Часто изделия движутся от операции к операции без проверки качества. В технологических картах записывается: контроль мастером (технологом, контролером) 10 % и т.п. от партии. Но нет четкой технологии такого контроля, отсутствуют научнообоснованные качественные показатели оценки результатов контроля. Объяснение подобного факта - в неэкономичности, дороговизне такого контроля, особенно в производстве ИМС. Если полностью осуществлять промежуточный контроль, то понадобилось бы в 10 раз больше времени на контроль нежели на производство.
171
3. Характеристика современных систем обеспечения качества продукции
Совершенствование техники и организации контроля качества продукции является крупной проблемой.
Значение проблемы контроля качества продукции оп-
ределяется следующими обстоятельствами:
1) до сих пор в ряде производств большие потери от
брака;
2)велик удельный вес работников ОТК, часто до 40 %
численности работающих в цехах;
3)недостаточен уровень механизации и автоматизации операций контроля.
Большая численность работников службы ОТК во многом объясняется применением сплошного контроля. Недостатком сплошного контроля является его последующий, а не текущий, предупредительный, характер и дороговизна.
Совершенствование контроля может идти по пути автоматизации контрольных операций и по пути создания новых прогрессивных методов и организационных форм контроля. Одним из прогрессивных методов является статистический.
Текущий предупредительный статистический контроль качества
Он заключается в том, что контролируется выборочное количество объектов и на основании анализа результатов контроля по заранее установленной и научнообоснованной системе предпринимаются меры по устранению причин брака. Он анализирует и регулирует техпроцесс, своевременно выявляя его разладку.
Контроль заключается в том, что
1) исследует состояние оборудования и технологической оснастки;
172
2)осуществляет статистический контроль качества продукции.
3)выявляет причины, приводящие к разладке техпроцесса и браку.
Он бывает двух видов:
1)текущий статистический – в процессе изготовле-
ния изделий, он предупреждает брак;
2)приемочный статистический готовой продукции
–состоит в выборочной проверке качества партий готовой продукции.
Статистический вид контроля основывается на методе рассеяния значений качественных характеристик. Выбирается метод определения меры рассеивания, эти характеристики заносятся на контрольный график с целью дальнейшей корректировки техпроцесса и предупреждения брака.
Предварительно определяют однородность значения характеристики качества и устанавливают пределы отклоне-
ний(контрольный предел и технический, далее которых идет зона брака).
Через определенные равные промежутки времени контролер берет пробу в количестве нескольких деталей из числа изготовленных. Результаты он заносит на контрольный график, который находится на рабочем месте. Отмечая полученные значения на графике и сопоставляя с возможными границами, работник ОТК может определить возможность появления брака (рисунок 25).
173
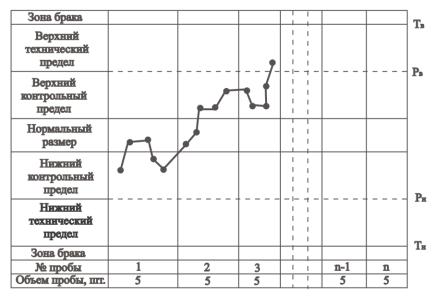
Рисунок 25. Карта статического контроля качества
Процент сдачи продукции с первого предъявления для каждого рабочего цеха определяется по графику бездефектной сдачи продукции, который составляется для мастеров производственных участков. В нем фиксируется количество сданной продукции ежедневно по трем уровням: продукция, принятая с первого предъявления; возврат; брак. Пример подобного графика приведен в таблице 18.
174

Таблица 18 Производственный участок цеха № 1 мастера Сидорова А.П.
|
Профес- |
|
|
|
День месяца. Месяц ноябрь 200_г. |
|
|
||||||
Ф.И.О. |
|
|
|
|
|
|
|
|
|
|
|
||
сия |
|
|
|
|
|
|
|
|
|
|
|
||
1 |
2 |
3 |
4 |
5 |
... |
26 |
27 |
28 |
29 |
30 |
|||
|
|||||||||||||
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1. Ива- |
Опера- |
|
|
|
|
|
|
|
|
|
|
|
|
тор фо- |
|
|
|
|
|
|
|
|
|
|
|
||
нова |
|
|
|
Х |
Х |
|
|
|
|
|
Х |
||
толито- |
|
|
|
|
|
|
|
|
|||||
А.А. |
|
|
|
|
|
|
|
|
|
|
|
||
графии |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
||
2. Пет- |
Опера- |
|
|
|
|
|
|
|
|
|
|
|
|
тор фо- |
|
|
|
|
|
|
|
|
|
|
|
||
рова |
|
|
|
Х |
Х |
|
|
|
|
|
Х |
||
толито- |
|
|
|
|
|
|
|
|
|||||
И.В. |
|
|
|
|
|
|
|
|
|
|
|
||
графии |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
||
3. Яков- |
Опера- |
|
|
|
|
|
|
|
|
|
|
|
|
тор фо- |
|
|
|
|
|
|
|
|
|
|
|
||
лева |
|
|
|
Х |
Х |
|
|
|
|
|
Х |
||
толито- |
|
|
|
|
|
|
|
|
|||||
К.Ф. |
|
|
|
|
|
|
|
|
|
|
|
||
графии |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
||
и т.д. |
|
|
|
|
|
|
|
|
|
|
|
|
|
- первое предъявление; |
|
- брак; |
|
||
- возврат продукции; |
Х – нерабочие дни. |
|
Система требует определенного обеспечения: введения специальных программ обучения рабочих; создания соответствующих систем материального стимулирования с целью повысить их заинтересованность в работе и повышении квалификации.
Но причиной низкого качества может быть не рабочий, а технология и качество работы служб качества. Поэтому система бездефектного изготовления продукции предусматривает обязательный анализ технологических процессов; аттестацию оборудования, технологической оснастки, спецификаций материалов. На основе результатов периодически проводимых заводских аттестаций разрабатывается комплекс мероприятий
175
организационного, экономического и технического характера, ликвидирующий выявленные недостатки.
4. Организация технической диагностики: классификация, учет и анализ брака, технологических потерь и рекламаций
Качество продукции – это ряд признаков и свойств, определяющих пригодность продукции к эксплуатации.
Показатели качества продукции и представленные границы допустимых отклонений фиксируются в ГОСТах, стандартах предприятия (СТП), технических условиях (ТУ).
Продукция, отвечающая этим документам, называется годной продукцией, продукция, изготовленная с отклонениями от этих требований, считается браком.
Брак классифицируется по следующим критериям. 1. По месту обнаружения его делят на:
1)внутризаводской (обнаруженный у изготовителя);
2)внешний (обнаруженный у потребителя).
2. По степени отступления от ТУ (технических усло-
вий):
1)окончательный, когда изделие не сможет быть использовано по назначению и дефекты не могут быть исправлены;
2)исправимый, когда дефекты можно устранить путем дополнительной обработки, стоимость которой не будет превышать стоимости изготовления нового изделия;
3)дефектная продукция – если отступления от ТУ и ГОСТов такие, что изделие можно использовать по назначению, несмотря на понижение качества (меньше срок службы, хуже звучание, окраска, незначительные отклонения электрических параметров).
176
Систематизируется брак на основе “Классификатора брака” (в электронной промышленности это отраслевые рекомендации по видам продукции, завод может разработать свой СТП).
Учет брака ведется на основании “Актов о браке”. К акту прилагается “Калькуляция брака”. Затраты на брак считаются по производственной себестоимости. Пример дан в таблицах 19, 20.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 19 |
|||
|
Акт о браке |
|
|
|
|
|
|
|
(лицевая сторона) |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Табель- |
|
|
|
|
|
|
№ |
|
|
|
|
№ |
|
|
|
|
№____ |
|
|
Фамилия |
№ раб. |
|
Заказ или |
|
цеха- |
|
|||||||
Цех____ |
|
|
ный |
|
|
стан |
|
|
||||||||||
|
200_г. |
|
|
рабочего |
кар. |
|
изделие |
|
винов- |
|
||||||||
|
|
|
№_____ |
|
|
ка |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ника |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
№ черте- |
|
Наименование детали, сбо- |
|
|
|
Шифр |
|
Количество |
|
|||||||||
|
Операция |
|
|
|
|
|
брако- |
|
||||||||||
жа |
|
рочной единицы, прибора |
|
брака |
годных |
|
|
|||||||||||
|
|
|
|
|
ванных |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Брак окончательный, испра- |
|
Причины брака и меры, предлагаемые |
|
Сроки и ответ- |
|
|||||||||||||
|
|
ственные ис- |
|
|||||||||||||||
вимый (подчеркнуть) |
|
|
|
|
ОТК |
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
полнители |
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Потери от брака |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
взыскать с_____________________ табельный №_____________________ |
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Подпись мастера и |
|
|
|
|
|
|
|
Виновник |
|
|||||
Подпись ОТК и дата |
|
Подпись нач. цеха и дата |
|
брака |
|
|||||||||||||
|
|
|
дата |
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
извещен |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
177

|
|
|
|
|
|
|
|
|
|
|
Таблица 19 |
|||||
|
Акт о браке |
|
|
|
|
|
(оборотная сторона) |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Нормо-часы |
|
Фактиче- |
|
||||
|
|
|
|
|
Наименование |
|
|
ски отра- |
|
|||||||
|
|
|
|
|
|
на 1000 |
|
|
|
|||||||
|
|
|
|
|
цехов |
|
|
|
ботанное |
|
||||||
|
|
|
|
|
|
приборов |
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
время |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
Цех № |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Цех № |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Цех № |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Цех № |
|
|
|
|
|
|
|
|
|
|
|
Цена |
На- |
Количе- |
Полу- |
На- |
|
Зар- |
|
Цехо- |
|
Обще- |
|
Все- |
|
|||
мате- |
имено- |
ство |
|
фабрика- |
зва- |
|
плата |
|
вые |
|
хозяй- |
|
го |
|
||
риала |
вание |
материа- |
ты своего |
ние |
|
на |
|
расхо- |
|
ствен- |
|
|
|
|||
за |
|
ла |
на |
произ- |
це- |
|
1000 |
|
ды |
|
ные |
|
|
|
|
|
1 кг |
|
1000 |
|
водства |
хов |
|
штук |
|
|
|
расхо- |
|
|
|
||
|
|
штук |
|
|
|
|
|
|
|
|
ды |
|
|
|
|
|
|
Мате- |
|
|
|
Цех |
|
|
|
|
|
|
|
|
|
|
|
|
риал |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Цех |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Цех |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Цех |
|
|
|
|
|
|
|
|
|
|
|
Стоимость всего |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
брака |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Потери от брака |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
К удержанию с |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
виновника |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Брак всегда предполагает наличие виновника (администрация цеха, склада или сам рабочий). Но в электронной промышленности существует брак, называемый технологическими потерями, который образуется в силу несовершенства наших знаний о физико-химических и других свойствах изделий, материалов; невозможности обеспечить современными методами требуемую точность технологического оборудования и т.д. Стоимость технологических потерь включается в стоимость полупроводниковых приборов.
Учет ведется и брака, и технологических потерь. Технологические потери можно учитывать по ежедневным “Рапортам участка”.
Учет брака и рекламаций ведется ОТК, как отмечено выше. Бракованная продукция и документация находятся в заводском изоляторе брака.
178
Раздел 3. Организация труда
Тема 3.1. Основы научной организации труда
(НОТ)
Рекомендуемая литература
1. Организация, планирование и управление предприятиями электронной промышленности /Под ред. П.М.Стуколова, М.: Высш. шк. 1986. С. 174-188.
1. Содержание, задачи, принципы, основные направления организации труда
Чем совершеннее техника, тем сложнее и ответственнее труд, тем большее значение приобретают мероприятия по организации труда.
Второе Всесоюзное совещание по НОТ (1967г.) определило организацию труда следующим образом:
«В современных условиях научной надо считать такую организацию труда, которая основывается на достижениях науки и передовом опыте, систематически внедряемых в производство, позволяет наилучшим образом соединить технику и людей в едином производственном процессе; обеспечивает наиболее эффективное использование материальных и трудовых ресурсов, непрерывное повышение производительности труда; способствует сохранению здоровья человека…».
Резервы повышения производительности труда делятся на две группы:
1. Резервы снижения трудоемкости изделия:
1.1.Технические резервы;
1.2.Организационные резервы.
2. Резервы повышения использования фонда рабочего времени (например, уплотнение рабочего дня).
179

НОТ заключается в использовании организационных резервов (п.1.2.) и резервов второй группы (2).
Организация труда охватывает такую систему мер, которая обеспечивает рост производительности труда, одновременно благоприятствуя оздоровлению условий труда, его облегчению.
Из содержания НОТ следует, что она призвана решить
3основные задачи:
1.Экономическую, то есть НОТ должна способствовать снижению затрат овеществленного труда: экономии материалов, более полному использованию оборудования и обеспечить повышение эффективности живого труда. В конечном счете НОТ направлена на ускорение темпов роста производительности общественного труда;
2.Психофизиологическую, так как НОТ должна соз-
дать наиболее благоприятные производственные условия, чтобы сберечь здоровье и работоспособность человека;
3.Социальную – воспитать человека в процессе труда. НОТ можно рассматривать в различных аспектах, на
различных уровнях:
НОТ, охватывающая труд отдельного человека,
НОТ, охватывающая труд отдельного коллек-
тива,
НОТ, охватывающая труд общества в целом.
Социально-экономические принципы НОТ
1. Рациональная специализация рабочих мест. Прин-
цип отражает ограничение сферы деятельности работника или коллектива в соответствии с эффективными для данного времени формами разделения и кооперации труда. Соблюдение принципа проявляется в высокой результативности труда при наименьших затратах, в творческом характере труда, устойчивой работоспособности людей в течение длительного времени.
180