

12. Организация инструментального хозяйства
Основные задачи инструментального хозяйства предприятия — определить потребности предприятия в технологической оснастке, запланировать ее приобретение или изготовление и обеспечить ею производство, организовать рациональную эксплуатацию оснастки и технический надзор, обеспечить оснасткой рабочие места, организовать ее учет и хранение.
К общезаводским органам инструментального хозяйства относятся инструментальные цехи, мастерские восстановления оснастки, центральный склад инструментального хозяйства (ЦИС), инструментальный отдел. Они производят технологическую оснастку на предприятии, приобретают ее на стороне, осуществляют централизованное хранение и выдачу оснастки цехам-потребителям, восстанавливают изношенную оснастку. В инструментальных цехах изготовляют и восстанавливают нестандартизованную оснастку. ЦИС осуществляет приемку всей оснастки, организует хранение, учет запаса и движения оснастки, выдает ее цеховым инструментально-раздаточным кладовым (ИРК). Количество и номенклатура оснастки, подлежащей хранению на складах, устанавливаются в соответствии с нормами складского запаса. Инструментальный отдел выполняет планово-диспетчерские функции по обеспечению предприятия оснасткой, производству ее в инструментальных цехах, а также осуществляет технический надзор за эксплуатацией оснастки и контроль ее состояния. Он находится в ведении главного инженера предприятия или главного технолога.
К цеховым органам инструментального хозяйства относятся инструментально-раздаточные кладовые и мастерские по заточке и текущему ремонту оснастки. ИРК обеспечивает оснасткой рабочие места цеха, организует ее хранение и учет, сбор и передачу в ЦИС изношенной оснастки, сбор и передачу в ремонт оснастки и в заточку — режущего инструмента, выдает оснастку на рабочие места и обеспечивает ее возврат. На рис. 21 показана схема внутризаводского обращения оснастки.
Систематизация огромной номенклатуры оснастки, доходящей на многих предприятиях до десятков тысяч наименований, производится с помощью ее классификации и индексации.
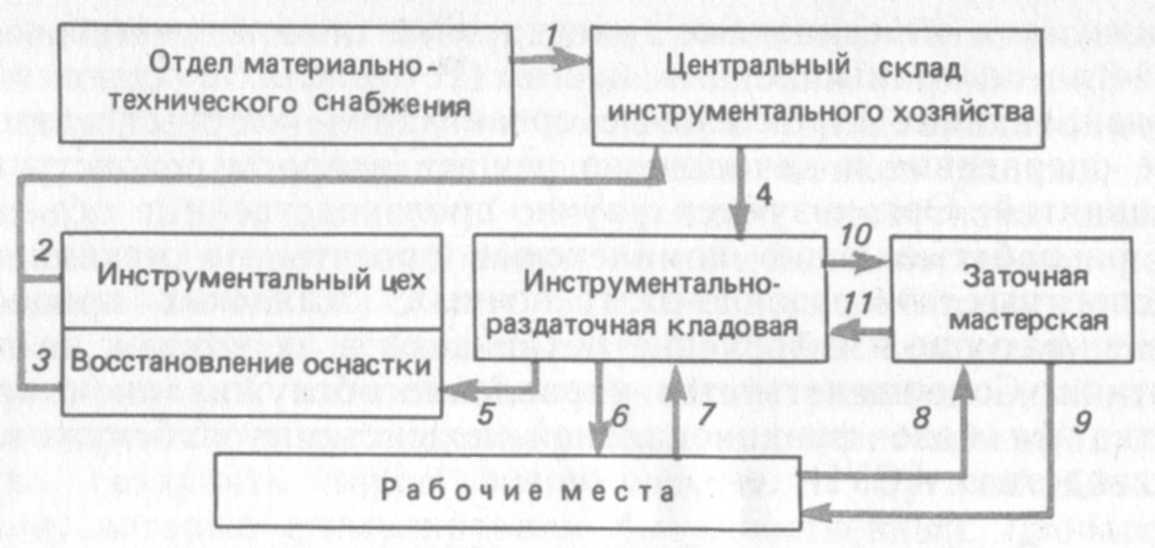
Рис. 21. Схема внутризаводского обращения оснастки: / — новая покупная; 2 — изготовленная в инструментальных цехах; 3 — восстановленная; 4 — новая и восстановленная; 5 и 7 — изношенная; 6 — новая и восстановленная; 8 и 10 — затупленная; 9 и // — заточенная
Под классификацией понимается разделение всего множества применяющейся на предприятии оснастки на определенные группы по наиболее характерным признакам: характеру использования, назначению (виду обработки), конструкционным особенностям. Так, по характеру использования оснастка делится на универсальную, стандартную и специальную. В соответствии с классификаторами ЕСКД технологическая оснастка подразделяется на классы, подклассы, группы, подгруппы и виды. Применяется десятичная цифровая система индексации. Например, индекс инструмента 281111 означает: класс (28) —оснастка технологическая, инструмент режущий; подкласс (1) —резцы; группа (1) —токарные проходные и подрезные; подгруппа (1) — проходные прямые, прямоугольного сечения; вид (1) —с напаянной режущей частью.
Обеспечение оснасткой планируется в определенной последовательности. Номенклатура универсальных (стандартных) видов оснастки в серийном и массовом производствах устанавливается по картам применяемости, в единичном и мелкосерийном производствах — по картам типового оснащения рабочего места. Номенклатура специальных видов оснастки определяется по картам технологических процессов.
Потребность предприятия по каждому виду оснастки на плановый период, шт., (27)
![]()
где hо. р — расход оснастки за плановый период; hо.н — норматив оборотного фонда на конец планового периода; hо. ф — фактическая его величина на начало планового периода.
Расход оснастки может быть определен статистическим методом, по нормам оснастки рабочих мест и по нормам расхода. Статистический метод расчета базируется на сведениях о фактическом расходе данного вида оснастки, приходящемся на 1000 руб. валовой продукции за отчетный год hо. рi; или 1000 станко-ч. Зная объем валовой продукции в плановом периоде Nв.р, расход оснастки определяем по формуле
(28)
![]()
Этот метод расчета недостаточно точен, применяется только в единичном и мелкосерийном производстве. Расчет расхода по нормам расхода оснастки базируется на условиях оснащенности рабочих мест. При этом под нормой расхода оснастки понимается количество единиц оснастки, одновременно находящейся на рабочем месте в течение всего планируемого периода: (29)
![]()
где
![]() —
число рабочих мест, на которых одновременно
используется оснастка данного вида;
—
число рабочих мест, на которых одновременно
используется оснастка данного вида;
![]() —число
единиц оснастки, одновременно находящихся
на i-м
рабочем месте; Т пл.и и Т ф.и — плановый
и фактический сроки службы оснастки до
полного износа, мес, год.
—число
единиц оснастки, одновременно находящихся
на i-м
рабочем месте; Т пл.и и Т ф.и — плановый
и фактический сроки службы оснастки до
полного износа, мес, год.
Наиболее точен расчет расхода оснастки по нормам расхода. Под нормой расхода оснастки понимается ее количество, изнашиваемое при выполнении определенного объема работ. Нормы: расхода устанавливают для каждого типоразмера оснастки. Например, в массовом и крупносерийном производствах норму расхода режущего инструмента рассчитывают на 100 операций: (30)
![]()
где
![]() — норма машинного времени, необходимого
для выполнения одной операции данным
инструментом, мин;
— норма машинного времени, необходимого
для выполнения одной операции данным
инструментом, мин;
![]() —
число одновременно работающих
инструментов данного типоразмера;
—
число одновременно работающих
инструментов данного типоразмера;
![]() — стойкость инструмента до полного его
износа, ч [
= (
— стойкость инструмента до полного его
износа, ч [
= (![]() + 1)
+ 1)![]() ];
—
число переточек данного инструмента
по лимитирующему размеру;
— стойкость инструмента между двумя
переточками, ч;
];
—
число переточек данного инструмента
по лимитирующему размеру;
— стойкость инструмента между двумя
переточками, ч;
![]() — величина, характеризующая случайную
убыль инструмента, %.
— величина, характеризующая случайную
убыль инструмента, %.
Тогда общий расход инструмента данного типозамера (31)
![]()
где
m
— число наименований изделий,
обрабатываемых данным инструментом;![]() —
норма расхода инструмента на изделие;
—
норма расхода инструмента на изделие;![]() —
количество изделий, подлежащих обработке
в плановом периоде, шт.
—
количество изделий, подлежащих обработке
в плановом периоде, шт.
В единичном и мелкосерийном производствах не представляется возможным установить точную загрузку по каждому виду оснастки. Поэтому норму расхода устанавливают укрупненно, на определенный объем работы данного рабочего места (или группы технологически однородных рабочих мест), например на 1000 станко-ч. Так, для режущего инструмента
 (32)
(32)
где
![]() — коэффициент, характеризующий долю
машинного времени в общем времени
работы станка;
— коэффициент, характеризующий долю
машинного времени в общем времени
работы станка;
![]() — коэффициент применяемости данного
типоразмера инструмента на станке;
—
число одновременно работающих инструментов
данного типоразмера. Тогда расход
данного инструмента может быть определен
по формуле
— коэффициент применяемости данного
типоразмера инструмента на станке;
—
число одновременно работающих инструментов
данного типоразмера. Тогда расход
данного инструмента может быть определен
по формуле
 (33)
(33)
где![]() —
число станков, на которых применяется
данный инструмент;
—
число станков, на которых применяется
данный инструмент;![]() —
действительный фонд времени работы
станка, ч;
—
расход инструмента на 1000 станко-ч.
—
действительный фонд времени работы
станка, ч;
—
расход инструмента на 1000 станко-ч.
Совершенствование
технологии, улучшение качества оснастки
и условий эксплуатации приводят к
повышению ее стойкости и снижению норм
расхода. Это является основанием для
систематического пересмотра норм
расхода оснастки. Оборотный фонд оснастки
по предприятию
![]() устанавливается
на все виды и типоразмеры оснастки.В
состав оборотного фонда цеха входит
оснастка, одновременно находящаяся
на рабочих местах
,
годная оснастка инструментально-раздаточной
кладовой, в заточке и в ремонте
(восстановлении)
устанавливается
на все виды и типоразмеры оснастки.В
состав оборотного фонда цеха входит
оснастка, одновременно находящаяся
на рабочих местах
,
годная оснастка инструментально-раздаточной
кладовой, в заточке и в ремонте
(восстановлении)
![]() .
Запас оснастки в ИРК является суммой
двух слагаемых: переходящего
.
Запас оснастки в ИРК является суммой
двух слагаемых: переходящего
![]() и
страхового, или резервного, запаса
и
страхового, или резервного, запаса
![]() .
.
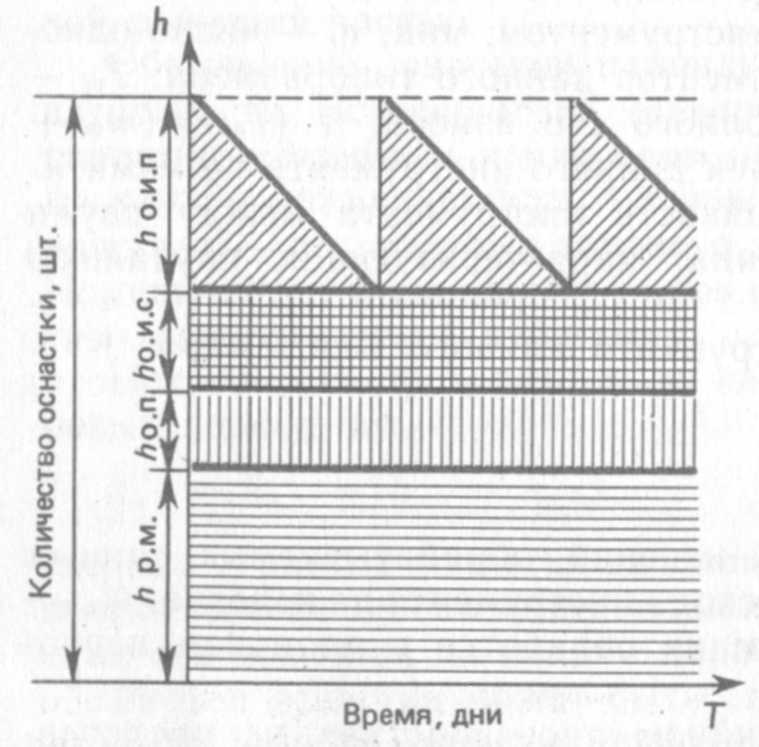
Рис. 22. Структура цеховых запасов оснастки.
Переходящий запас изменяется от максимальной величины, соответствующей запасу в момент получения очередной партии оснастки из ЦИСа, до нуля.
Основная
часть запасов оснастки хранится в ЦИСе.
Регулирование складских запасов
универсальной и специальной оснастки,
расходуемой в больших количествах,
осуществляется, как правило, по
системе «максимум — минимум» При этом
устанавливается три уровня запасов:
максимальный
![]() ,
минимальный
,
минимальный
![]() и
точки заказа
и
точки заказа
![]() ,
т. е. предельного значения запаса,
при котором необходимо осуществить
заказ на его пополнение. Уровень точки
заказа определяется средней скоростью
расхода оснастки (угол
,
т. е. предельного значения запаса,
при котором необходимо осуществить
заказ на его пополнение. Уровень точки
заказа определяется средней скоростью
расхода оснастки (угол![]() )
и циклом выполнения заказа
предприятием-поставщиком или
инструментальным цехом
)
и циклом выполнения заказа
предприятием-поставщиком или
инструментальным цехом
![]() .
Максимальный запас в ЦИСе устанавливается
первоначально при фиксированной
периодичности пополнения запаса
.
Максимальный запас в ЦИСе устанавливается
первоначально при фиксированной
периодичности пополнения запаса
![]() ,
(34)
,
(34)
а
уровень точки заказа
![]() .
(35)
.
(35)
Страховой
запас
представляет собой резерв, создаваемый
на случай нарушения сроков и объемов
поставок оснастки. Поэтому его
величина может быть определена в виде
произведения среднедневного
потребления оснастки
![]() на
число дней возможного запоздания Тз
очередной поставки, т.е.
на
число дней возможного запоздания Тз
очередной поставки, т.е.
![]() .
Если расход инструмента уменьшился
(
'<
),
то очередная партия поставки будет
получена раньше достижения
и
запас в момент поставки превысит уровень
.
Если расход инструмента уменьшился
(
'<
),
то очередная партия поставки будет
получена раньше достижения
и
запас в момент поставки превысит уровень
![]() -
Наоборот, при
'
>
,
т. е. при повышенном расходе инструмента,
очередная партия поставки будет получена
с опозданием и придется использовать
часть страхового запаса. Тем самым
система «максимум — минимум» создает
определенный автоматизм в работе
ЦИСа.
-
Наоборот, при
'
>
,
т. е. при повышенном расходе инструмента,
очередная партия поставки будет получена
с опозданием и придется использовать
часть страхового запаса. Тем самым
система «максимум — минимум» создает
определенный автоматизм в работе
ЦИСа.
Оборотный
фонд оснастки предприятия складывается
из оборотного фонда оснастки данного
вида во всех цехах предприятия
![]() ,
а также страхового и переходящего запаса
в ЦИСе.
,
а также страхового и переходящего запаса
в ЦИСе.
При планировании оснастки, требующейся в незначительных количествах и применяемой, как правило, однократно, используют заказную систему.
На основе выявленной потребности предприятия в оснастке разрабатывается программа изготовления ее в инструментальном цехе и составляются заявки на приобретение со стороны.
Основная задача цехового инструментального хозяйства — своевременно обеспечить рабочие места доброкачественной оснасткой при минимальных размерах оборотного фонда. Эта задача обычно осуществляется цеховыми органами — ИРК и мастерской централизованной заточки.
Порядок выдачи оснастки определяется в первую очередь типом производства. В условиях массового и крупносерийного производства, т. е. при узкой специализации рабочих мест, может быть организована комплектная выдача оснастки в постоянное пользование с последующей заменой сдаваемой рабочим изношенной оснастки. В единичном и мелкосерийном производствах, в которых на одном станке выполняются обычно различные деталеоперации, оснастка выдается преимущественно во временное пользование. В постоянное пользование оснастка выдается по инструментальным книжкам либо по требованиям, заполняемым мастером. Выдача во временное пользование производится обычно по одной из марочных систем, т. е. в обмен на сдаваемый рабочим жетон («марку»). При выборе системы исходят из необходимости обеспечить возможность контроля за своевременным возвратом оснастки, соответствие выдачи фактической потребности в оснастке на рабочих местах, сохранность выданной оснастки вне ИРК.
При организации цехового инструментального хозяйства стремятся свести к минимуму потери времени производственников на получение и сдачу оснастки. Это достигается при системе активного обеспечения рабочих мест оснасткой. Сущность этой системы заключается в том, что по заранее разработанному графику в соответствии с оперативным планом производства скомплектованная оснастка доставляется на рабочие места из ИРК взамен отработавшей. Предварительная подготовка и комплектование оснастки для рабочих мест производится по комплектовочным картам, которые заблаговременно должны быть подготовлены и переданы в ИРК одновременно с графиком подачи оснастки. В условиях гибкого автоматизированного производства, в зависимости от его структуры, скомплектованная оснастка может подаваться непосредственно к модулям ГАП или на специальные инструментальные участки автоматических комплексов.
При общей оценке состояния организации инструментального хозяйства используются такие показатели, как удельный вес затрат на инструмент в себестоимости, уровень потерь от простоев рабочих и оборудования вследствие несвоевременного обеспечения рабочих мест оснасткой, состояние запасов оснастки.
Для совершенствования организации инструментального обслуживания необходимо повысить уровень стандартизации и унификации технологической оснастки, расширить области применения УСП и УНП, шире применять типовые технологические процессы, специализацию производства однотипной оснастки, расширить объемы восстановления инструмента на специализированных предприятиях и в специализированных цехах или на участках, усилить технадзор за состоянием инструментального хозяйства, совершенствовать планирование, учет и нормативную базу инструментальных хозяйств на основе широкого использования электронно-вычислительной техники.