

fd02aed
.pdf2. Проверяем |
согласие |
экспериментального |
распределения |
|||||||||
с экспоненциальным распределением. Наносим экспериментальные |
||||||||||||
данные на координатную сетку (рис. П. 2.1). Получаем расположе- |
||||||||||||
ние точек (рис. 2.18). |
|
|
|
|
|
|
|
|
||||
1− Hi |
∑ni |
|
|
|
|
|
|
|
|
|
|
|
0,03 |
|
|
|
|
|
|
|
|
|
|
|
|
0,05 |
|
|
|
|
|
|
|
|
|
|
|
|
0,07 |
|
|
|
|
|
|
|
|
|
|
|
|
0,09 |
|
|
|
|
|
|
|
|
|
|
|
|
0,20 |
|
|
|
|
|
|
|
|
|
|
|
|
0,30 |
|
|
|
|
|
|
|
|
|
|
|
|
0,40 |
|
|
|
|
DК=0,12 |
|
|
|
|
|
|
|
0,50 |
|
|
|
|
|
|
|
|
|
|
|
|
0,60 |
|
|
|
|
|
|
|
|
|
|
|
|
0,80 |
0 |
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
t, ч |
1 00 |
||||||||||||
|
|
|
|
Рис. 2.18. График к примеру 2.26 |
|
|
|
|||||
3.Проводим через отметки прямую линию таким образом, чтобы отклонения точек от прямой линии были минимальными. Убеждаемся в возможности линейной интерполяции. Находим и снимаем наибольшее отклонение. В нашем случае D = 0,12.
4.Рассчитываем критерий согласия Колмогорова:
DК 
 N = 0,12
N = 0,12
 28 = 0,63 < 1.
28 = 0,63 < 1.
В соответствии с формулой (1.79) считаем, что закон распределения времени безотказной работы не противоречит экспоненциальному.
Пример 2.27. В результате опыта получен следующий вариационный ряд времен безотказной работы изделия в часах:
115, 232, 328, 368, 393, 404, 421, 457, 483, 511, 527, 540, 544, 572, 598, 605, 619, 633, 660, 681, 736, 791, 942.
161

Требуется определить закон распределения времени безотказной работы.
|
|
|
|
Таблица 2.12 |
|
Экспериментальные данные к примеру 2.26 |
|||
|
|
|
|
|
ti |
ni |
Hi |
Нi / Σni |
1– Нi / Σni |
2 |
1 |
1 |
0,04 |
0,96 |
3 |
2 |
3 |
0,11 |
0,89 |
5 |
1 |
4 |
0,14 |
0,86 |
6 |
1 |
5 |
0,18 |
0,82 |
7 |
1 |
6 |
0,21 |
0,79 |
8 |
2 |
8 |
0,29 |
0,71 |
9 |
2 |
10 |
0,36 |
0,64 |
13 |
1 |
11 |
0,39 |
0,61 |
15 |
1 |
12 |
0,43 |
0,57 |
16 |
1 |
13 |
0,47 |
0,53 |
17 |
1 |
14 |
0,50 |
0,50 |
18 |
1 |
15 |
0,54 |
0,46 |
20 |
1 |
16 |
0,57 |
0,43 |
21 |
1 |
17 |
0,61 |
0,39 |
25 |
1 |
18 |
0,64 |
0,36 |
28 |
1 |
19 |
0,68 |
0,32 |
35 |
1 |
20 |
0,72 |
0,28 |
37 |
1 |
21 |
0,75 |
0,25 |
53 |
1 |
22 |
0,79 |
0,21 |
56 |
1 |
23 |
0,82 |
0,18 |
69 |
1 |
24 |
0,86 |
0,14 |
77 |
1 |
25 |
0,89 |
0,11 |
86 |
1 |
26 |
0,93 |
0,07 |
98 |
1 |
27 |
0,96 |
0,04 |
119 |
1 |
28 |
1,00 |
0,00 |
|
|
|
|
|
Решение.
1. Используя данные, заполняем табл. 2.13, предварительно вы-
числив значение Σni = 23.
i
2. Проверяем согласие экспериментального распределения с экспоненциальным распределением. В результате проверки получен отрицательный ответ. Проверяем согласие экспериментального распределения с усеченным нормальным распределением. Наносим экспериментальные данные на координатную сетку (рис. П.2.2). Получаем расположение отметок, показанное на рис. 2.19.
162

3.Проводим через отметки прямую линию и убеждаемся в возможности линейной интерполяции. Находим и снимаем наибольшее отклонение: D = 0,08.
4.Рассчитываем критерий согласия:
DК 
 N = 0,08
N = 0,08
 23 = 0,38 < 1.
23 = 0,38 < 1.
В соответствии с формулой (1.79) считаем, что исследуемый закон распределения времени исправной работы подчиняется усеченному нормальному.
Таблица 2.13
Исходные данные к примеру 2.27
ti |
ni |
Hi |
Нi / Σni |
1– Нi / Σni |
115 |
1 |
1 |
0,04 |
0,96 |
232 |
1 |
2 |
0,08 |
0,92 |
328 |
1 |
3 |
0,12 |
0,88 |
368 |
1 |
4 |
0,16 |
0,84 |
393 |
1 |
5 |
0,21 |
0,79 |
404 |
1 |
6 |
0,25 |
0,75 |
421 |
1 |
7 |
0,29 |
0,71 |
457 |
1 |
8 |
0,34 |
0,66 |
483 |
1 |
9 |
0,39 |
0,61 |
511 |
1 |
10 |
0,44 |
0,56 |
527 |
1 |
11 |
0,50 |
0,50 |
540 |
1 |
12 |
0,54 |
0,46 |
544 |
1 |
13 |
0,58 |
0,42 |
572 |
1 |
14 |
0,62 |
0,38 |
598 |
1 |
15 |
0,66 |
0,34 |
605 |
1 |
16 |
0,70 |
0,30 |
619 |
1 |
17 |
0,74 |
0,26 |
633 |
1 |
18 |
0,78 |
0,22 |
660 |
1 |
19 |
0,83 |
0,17 |
681 |
1 |
20 |
0.87 |
0,13 |
736 |
1 |
21 |
0,91 |
0,09 |
791 |
1 |
22 |
0,95 |
0,05 |
942 |
1 |
23 |
1,00 |
0,00 |
|
|
|
|
|
163

Пример 2.28. |
Используя данные примера 2.26, путем построе- |
|||||||||
ния гистограмм и их аппроксимации аналитическими выражениями |
||||||||||
установить закон распределения времени исправной работы. |
||||||||||
Решение. |
|
|
|
|
|
|
|
|
|
|
1. Заполняем табл. 2.14 по форме табл. 2.11. |
|
|
|
|||||||
2. Строим гистограмму λ(t) (рис. 2.20). |
|
|
|
|
||||||
3. Находим среднее значение λср и наибольшее отклонение: |
||||||||||
λср = 0,0400 + 0,0263 + 0,0167 + 0,0250 + 0,0500 |
= 0,0316 ч–1, |
|||||||||
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
DК = 0,0184. |
|
|
|
|
||
4. Проверяем соответствие закона по критерию согласия Кол- |
||||||||||
могорова: |
|
|
|
|
|
|
|
|
|
|
|
|
DК |
N = 0,0184 |
28 = 0,097 <1. |
|
|
||||
1– Нi / Σni |
|
|
|
|
|
|
|
|
|
|
0,95 |
|
|
|
|
|
|
|
|
|
|
0,90 |
|
|
|
|
|
|
|
|
|
|
0,85 |
|
|
|
|
|
|
|
|
|
|
0,80 |
|
|
|
|
|
|
|
|
|
|
0,75 |
|
|
|
|
|
|
|
|
|
|
0,70 |
|
|
|
|
|
|
|
|
|
|
0,65 |
|
|
|
|
|
|
|
|
|
|
0,60 |
|
|
|
|
|
|
|
|
|
|
0,55 |
|
|
|
|
|
|
|
|
|
|
0,50 |
|
|
|
|
|
|
|
|
|
|
0,45 |
|
|
|
|
|
|
|
|
|
|
0,40 |
|
|
|
|
|
|
|
|
|
|
0,35 |
|
|
|
|
|
|
DК=0,08 |
|
|
|
0,30 |
|
|
|
|
|
|
|
|
||
0,25 |
|
|
|
|
|
|
|
|
|
|
0,20 |
|
|
|
|
|
|
|
|
|
|
0,15 |
|
|
|
|
|
|
|
|
|
|
0,10 |
|
|
|
|
|
|
|
|
|
|
0,05 |
|
|
|
|
|
|
|
|
|
t, ч |
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
|
|
|
Рис. 2.19. График к примеру 2.27 |
|
|
|
|||||
164
λ( ti )
0,04
0,03
0,02
0,01
0
|
|
|
|
|
λср |
|
|
|
|
|
0,0316 |
20 |
40 |
60 |
80 |
100 |
t, ч |
Рис. 2.20. Гистограмма λ( |
ti ) |
|
|||
|
|
|
|
|
Таблица 2.14 |
Исходные данные к примеру 2.28
ti, ч |
n( ti) |
λ( ti), ч–1 |
0–20 |
16 |
0,0400 |
20–40 |
5 |
0,0263 |
40–60 |
2 |
0,0167 |
60–80 |
2 |
0,0250 |
80–100 |
2 |
0,0500 |
100–120 |
1 |
– |
В соответствии с формулой (1.79) считаем, что закон распределения экспоненциальный.
2.11. Связь между количественными
характеристиками надежности
Рассмотренные количественные характеристики надежности являются различными формами закона распределения времени работы до отказа. Естественно, что они связаны между собой: имея одни характеристики, можно вычислить другие. Формулы связи характеристик:
165

Q(t)+ P(t)=1; a(t)= Q′(t)= −P′(t);
|
|
t |
|
P(t)= exp |
|
|
|
– ∫λ(t)dt ; |
|||
|
|
0 |
|
|
|
|
|
∞
T1 = ∫ P(t)dt.
0
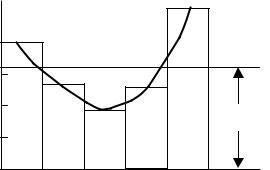
Однозначная связь характеристик позволяет утверждать, что они содержат одинаковую информацию о надежности. Некоторое исключение представляет среднее время безотказной работы, характеризующее надежность менее подробно. Так, на рис. 2.21 приведен пример кривых вероятности безотказной работы двух систем 1 и 2. Системы не одинаковы: первая предпочтительнее при малых временах работы. Кривые Р(t), а также графики других характеристик, если их построить, отражают различие систем. При этом средние времена безотказной работы (площади под кривыми) здесь оказываются одинаковыми.
|
|
|
|
Укажем |
особенности |
|
|
P(t) |
и области применения раз- |
||||
|
|
|
личных характеристик. |
|||
|
|
|
|
Вероятность безотказной |
||
|
|
|
работы, |
вероятность отказа |
||
|
|
|
и среднее время безотказной |
|||
|
|
|
работы удобны тем, что они |
|||
|
|
|
имеют |
ясный |
физический |
|
|
|
|
смысл, понятны неспециали- |
|||
|
|
|
стам, например заказчикам. |
|||
|
|
|
Эти |
характеристики приме- |
||
|
|
t |
няются чаще всего как окон- |
|||
|
|
|
чательные, результирующие |
|||
|
|
|
||||
|
Рис. 2.21. Кривые вероятности |
|||||
|
для устройств и систем. Они |
|||||
|
безотказной работы двух систем |
|||||
|
же |
обычно используются |
||||
|
|
|
||||
|
|
|
||||
в экономических расчетах, в расчетах эффективности работы. Очень близкие между собой Р(t) и Q(t) отличаются тем, что являют-
166

ся соответственно характеристиками надежности и ненадежности. Среднее время безотказной работы Т1 часто применяется в расчетах, связанных с организацией технического обслуживания и выбором объема запасных частей.
Интенсивность отказа λ(t) применяется как характеристика надежности элементов. Дело в том, что многие технические элементы на участке времени нормальной эксплуатации имеют постоянную величину интенсивности отказа. Поэтому в справочнике для определения надежности элемента в данных условиях достаточно указать число, а не график, как следовало бы сделать для Р(t), Q(t), a(t).
Частота отказов а(t) обычно |
|
|
|
|
|
||
применяется при поиске опти- |
|
а(t) |
|
||||
мального режима |
эксплуатации |
|
|
|
|
|
|
устройств. Так, на рис. 2.22 по ви- |
|
|
|
|
|
||
ду кривой 1 можно прийти к выво- |
1 |
2 |
|||||
ду о целесообразности для соот- |
|
|
|
|
|
||
ветствующего устройства так на- |
|
|
|
|
|
||
зываемой тренировки. Тренировка – |
|
|
|
|
|
||
это пробная эксплуатация изделий |
|
|
|
|
|
||
после изготовления с целью выяв- |
|
|
|
|
|
||
ления экземпляров |
со скрытыми |
|
|
|
|
t |
|
дефектами. В приведенном приме- |
|
|
tтр |
|
|
||
|
|
|
|
||||
ре тренировка имеет смысл в тече- |
|
|
|
|
|||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
ние времени tтр, после чего на участке нормальной эксплуатации частота отказов снижается. Кривая 2,
напротив, соответствует изделию, для которого тренировка нежелательна. Здесь целесообразно всячески экономить ресурс при эксплуатации, избегать лишних включений, проверок, холостой работы.
Подобный анализ можно вести, ориентируясь также на кривую λ(t), т. к. последняя близка по форме к кривой а(t).
Однако частота отказов предпочтительнее по следующей причине. Соотношение
t
Q(t)= ∫a(t)dt
0
167

позволяет непосредственно по графику частоты, измеряя соответствующую площадь, найти вероятность отказа за то или иное время. Таким путем легко, например, подсчитать ожидаемый процент браковки деталей при тренировке.
Для пояснения смысла количественных характеристик надежности полезно указать порядок проведения и обработки результатов эксперимента по их определению.
Опыт организуется следующим образом. Некоторое количество N образцов изделия, характеристики которого требуется определить, включают в работу в условиях, близких к существующим на практике. Для получения точных и достоверных результатов количество образцов должно быть достаточно велико. По ходу опыта отказавшие образцы не восстанавливают и не заменяют новыми.
Через определенные промежутки времени t фиксируют количество образцов n(t), отказавших к моменту t, а также количество образцов n(t), отказавших за время от t − ( t 2) до t + ( t
2) до t + ( t 2). Ре-
2). Ре-
зультаты сводят в таблицу, примером которой является табл. 2.15, построенная для большого числа образцов (N=1000). Количественные характеристики далее вычисляют по точкам для различных моментов времени, причем используются формулы для определения
P (t), Q*(t), a*(t), λ*(t) (см. (2.6), (2.9), (2.12), (2.15)).
Таблица 2.15
Количественные характеристики надежности
P*(t), Q*(t), a*(t), λ*(t)
t, ч |
100 |
200 |
300 |
500 |
600 |
700 |
800 |
900 |
1000 |
|
|
|
|
|
|
|
|
|
|
n(t) |
100 |
200 |
260 |
370 |
420 |
450 |
520 |
610 |
720 |
|
|
|
|
|
|
|
|
|
|
t, ч |
50 |
150 |
250 |
450 |
550 |
650 |
750 |
850 |
950 |
|
|
|
|
|
|
|
|
|
|
n(t) |
100 |
100 |
60 |
50 |
50 |
30 |
70 |
90 |
110 |
|
|
|
|
|
|
|
|
|
|
Q*(t) |
0,10 |
0,20 |
0,26 |
0,37 |
0,42 |
0,45 |
0,52 |
0,61 |
0,72 |
P*(t) |
0,90 |
0,80 |
0,74 |
0,63 |
0,58 |
0,55 |
0,48 |
0,39 |
0,28 |
a*(t), 10–3 ч–1 |
1,0 |
1,0 |
0,6 |
0,5 |
0,5 |
0,3 |
0,7 |
0,9 |
1,1 |
λ*(t), 10–3 ч–1 |
1,1 |
1,3 |
0,8 |
0,8 |
0,9 |
0,5 |
1,5 |
2,3 |
3,9 |
168
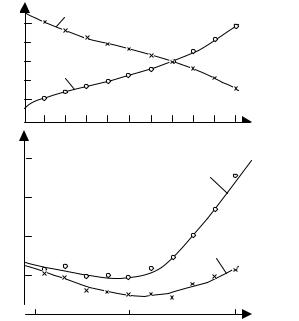
Звездочка в обозначениях подчеркивает то обстоятельство, что из-за ограниченности объема эксперимента он дает только оценку, а не точное значение соответствующих вероятностей и плотностей. Лишь при увеличении количества образцов оценки приближаются (сходятся по вероятности) к соответствующим величинам. По той же причине построенные по точкам экспериментальные характеристики не оказываются плавными кривыми. Замена полученной по опытным данным ломаной линии на плавную кривую, отражающую только существенные черты характеристики, называется в теории вероятностей выравниванием статистических рядов. На рис. 2.23 показаны характеристики, построенные по данным табл. 2.10 и далее выравненные. Для опытного определения средне-
го времени безотказной работы следует |
провести |
вычисление |
|
по формуле (2.18). |
|
|
|
1 |
P (t) |
|
|
|
Q (t) |
|
|
0 |
|
|
|
100 |
500 |
1000 |
t, ч |
1/ч |
|
|
|
|
|
λ (t) |
|
3 10–3 |
|
|
|
2 10–3 |
|
a (t) |
|
|
|
|
|
1 10–3 |
|
|
|
0 |
|
|
t, ч |
50 |
550 |
1000 |
|
Рис. 2.23. Выравненные характеристики надежности
169
2.12. Установление надежности работоспособности изделий
Изложенные законы распределения погрешностей контролируемых параметров используются для проектирования технологических процессов изготовления деталей без брака, для расчета количества вероятного брака при обработке и определения законов для оценки безотказной работы изделий.
Надежность работоспособности изделий характеризуется запасом точности, который определяется по формуле
Ψ = δ / ω , |
(2.81) |
где δ – допуск на отклонение параметров; ω – фактическое поле рассеяния параметров изделий.
Величина поля рассеяния ω при различных законах распреде-
ления параметров составляет: |
ω = 6σ ; |
– нормальное распределение (закон Гаусса) |
|
– равнобедренный треугольник (закон Симпсона) |
ω = 4,9σ ; |
– равная вероятность |
ω = 3,46σ ; |
– эксцентриситет (закон Релея) |
ω = 3,44σ . |
Когда запас точности Ψ > 1, условие точности работы изделия может быть гарантированным. При Ψ ≥ 1,2 процесс работы считается надежным. При Ψ < 1 – изделие неработоспособно.
Для всех законов распределения контролируемых параметров условием надежности работы является выражение ω < δ, показывающее, что поле фактического рассеяния параметров меньше установленного допуска. При наличии систематической погрешности сист, вызывающей смещение поля рассеяния, условие надежной ра-
боты |
|
6σ + сист < δ . |
(2.82) |
В выражении (2.82) часто принимается |
сист = н, где н – |
погрешность настройки. Это условие необходимо, но оно недостаточно.
Второе условие
Lср = Lср |
и |
ωср |
= δср , |
(2.83) |
|
з |
д |
|
пр |
з |
|
170