

степенью точности поверхностей (22 степени);
классом точности массы (22 класса)
и18 рядами припусков отливок.
Обязательному применению подлежат классы размерной точности и точности массы отливок.
Припуски на механическую обработку отливок и допуски на размеры назначают по ГОСТ26645-85 или по рекомендуемым значениям (табл. 12,13) в зависимости от размеров детали, материала и способа литья.
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 12 |
|
|
Припуски на механическую обработку чугунных отливок |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Наи- |
|
|
|
|
|
|
Литьё |
|
|
|
|
|
|
боль- |
|
|
|
|
|
по выплавляемым моде- |
|
|
|
|
|||
ший га- |
в кокиль и в металли- |
лям, в оболочковые |
в песчаные формы |
||||||||||
барит- |
|
ческие формы |
|
|
формы |
|
|
|
|
|
|||
ный |
|
|
|
|
Номинальный размер, мм |
|
|
|
|
||||
раз- |
До |
50- |
20 |
|
60 |
До |
50- |
20 |
60 |
До |
50- |
20 |
60 |
мер, мм |
50 |
120 |
260 |
|
500 |
50 |
120 |
260 |
500 |
50 |
120 |
260 |
500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
До 120 |
2,5 |
2,5 |
- |
|
- |
3,5 |
4,0 |
- |
- |
- |
- |
4,5 |
- |
|
2,0 |
2,0 |
|
|
|
2,5 |
3,0 |
|
|
|
|
3,5 |
|
121- |
2,5 |
3,0 |
3,0 |
|
- |
4,0 |
4,5 |
5,0 |
- |
- |
- |
5,0 |
5,5 |
260 |
2,0 |
2,5 |
2,5 |
|
|
3,0 |
3,5 |
4,0 |
|
|
|
4,0 |
4,5 |
261- |
3,5 |
3,5 |
4,0 |
|
4,5 |
4,5 |
5,0 |
6,0 |
6,5 |
- |
- |
6,0 |
7,0 |
500 |
2,5 |
3,0 |
3,5 |
|
3,5 |
3,5 |
4,0 |
4,5 |
5,0 |
|
|
4,5 |
5,0 |
501- |
4,5 |
4,5 |
5,0 |
|
5,5 |
5,0 |
6,0 |
6,5 |
7,0 |
- |
- |
7,0 |
7,0 |
800 |
3,5 |
3,5 |
4,0 |
|
4,5 |
4,0 |
4,5 |
5,0 |
5,0 |
|
|
5,0 |
5,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
801- |
5,0 |
5,0 |
6,0 |
|
6,5 |
6,0 |
7,0 |
7,0 |
7,5 |
- |
- |
7,0 |
8,0 |
1250 |
3,5 |
4,0 |
4,5 |
|
5,0 |
4,0 |
5,0 |
5,5 |
5,5 |
|
|
5,5 |
6,0 |
Примечание. Значения припусков в числителе указаны для поверхности, расположенной при заливке сверху, в знаменателе для поверхности, расположенной при заливке снизу или сбоку.
3.1.3. Выбор технологических баз и схем установки заготовки
Правильный выбор технологических баз для закрепления заготовки при её механической обработке определяет точность размеров и взаимное расположение обработанных поверхностей.
Технологические базы делятся на черновые (необработанные поверхности) и чистовые (обработанные поверхности). Черновые базы используют только для первой установки заготовки (первая операция или пере-
20 

ход), чистовые – для последующих установов. Заготовку, как правило,
не снимают со станка до тех пор, пока не подготовлена чистовая база для последующего установа.
|
|
|
|
|
|
|
|
|
|
|
Таблица 13 |
|
Припуски на механическую обработку стальных отливок |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Наи- |
|
|
|
|
|
Литьё |
|
|
|
|
|
|
боль- |
|
|
|
|
по выплавляемым мо- |
|
|
|
|
|||
ший га- |
в кокиль и в метал- |
делям, в оболочковые |
в песчаные формы |
|||||||||
барит- |
лические формы |
|
формы |
|
|
|
|
|
||||
ный |
|
|
|
|
Номинальный размер, мм |
|
|
|
||||
размер, |
До |
121- |
261- |
501- |
До |
121- |
261- |
501- |
До |
121- |
261- |
501- |
мм |
120 |
260 |
500 |
800 |
120 |
260 |
500 |
800 |
120 |
260 |
500 |
800 |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
До 120 |
3,5 |
– |
– |
– |
4,0 |
– |
– |
– |
5,0 |
– |
– |
– |
|
3,0 |
|
|
|
4,0 |
|
|
|
4,0 |
|
|
|
121-260 |
4,0 |
5,0 |
– |
– |
5,0 |
6,0 |
– |
– |
5,0 |
6,0 |
– |
– |
|
3,0 |
3,5 |
|
|
4,0 |
4,0 |
|
|
4,0 |
4,0 |
|
|
261-500 |
5,0 |
5,0 |
6,0 |
– |
6,0 |
7,0 |
7,0 |
– |
6,0 |
8,0 |
9,0 |
– |
|
3,0 |
4,0 |
4,0 |
|
5,0 |
5,0 |
6,0 |
|
5,0 |
6,0 |
6,0 |
|
501-800 |
5,0 |
6,0 |
7,0 |
7,0 |
7,0 |
8,0 |
9,0 |
10,0 |
7,0 |
8,0 |
10,0 |
11,0 |
|
4,0 |
4,5 |
5,0 |
5,0 |
5,0 |
6,0 |
6,0 |
7,0 |
5,0 |
6,0 |
7,0 |
7,0 |
801- |
7,0 |
7,0 |
8,0 |
8,0 |
8,0 |
9,0 |
10,0 |
10,0 |
9,0 |
10,0 |
11,0 |
12,0 |
1 250 |
5,0 |
5,0 |
6,0 |
6,0 |
6,0 |
7,0 |
7,0 |
8,0 |
6,0 |
7,0 |
8,0 |
8,0 |
1 251- |
10,0 |
11,0 |
12,0 |
13,0 |
9,0 |
10,0 |
10,0 |
11,0 |
10,0 |
11,0 |
12,0 |
13,0 |
2 000 |
6,0 |
6,0 |
6,0 |
7,0 |
7,0 |
7,0 |
8,0 |
8,0 |
7,0 |
8,0 |
9,0 |
9,0 |
Требования к черновым базам:
-должны быть ровными и чистыми, надёжно закреплятьзаготовку;
-должны иметь минимальный припуск на обработку или вообще не подвергаться механической обработке;
-должны стабильно располагаться относительно других поверхностей
ипозволять подготовить чистовую базу.
Требования к чистовым базам:
наибольшая точность размеров и геометрической формы;
наименьшая шероховатость поверхности;
наибольшая жёсткость, чтобы не деформироваться под действием сил зажима и силы резания.
В зависимости от сложности детали может быть несколько схем базирования, поэтому при выборе следует ориентироваться на общепринятые схемы базирования (табл. 14).
21 
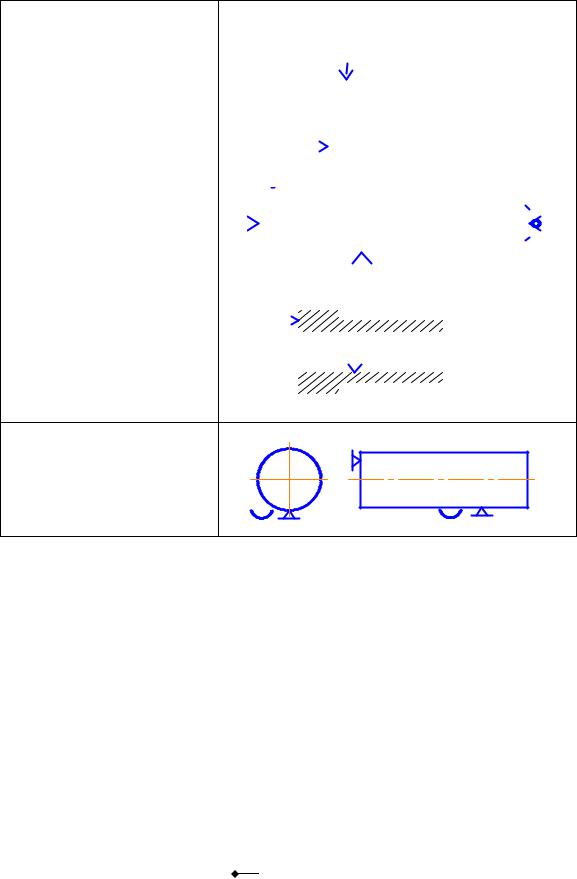
Таблица 14
Примеры выполнения схем базирования
Способ установки |
|
|
|
|
Условное изображение на эскизе |
||||||||||||||||||||||||||||||||||||||||||||||||
заготовки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(по ГОСТ 3.1107-81) |
||||||||||||||||||||||||||||||||||||||
Установка заготовки в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
трёхкулачковом |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
самоцентрирующемся |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
патроне с упором |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
по торцу |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Установка заготовки в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
неподвижном и вращаю- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
щемся центрах, в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
поводковом патроне |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
и в неподвижном люнете |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||
Установка заготовки |
на |
||||||||||||||||||||||||||||||||||||||||||||||||||||
цилиндрической оправке |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||
с гайкой |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Установка цилиндрической заготовки в призмах с упором в торец
3.1.4. Выбор методов обработки и разработка технологического маршрута обработки заготовки
Построение маршрута обработки детали обычно начинается с установления последовательности и способов обработки отдельных поверхностей. При этом технологический процесс разделяют на этапы в соответствии с принципом возрастания точности и качества механической обработки. Различают три укрупненные стадии обработки: черновую (черновое точение, черновое фрезерование); чистовую (чистовое точение, растачивание); отделочную (шлифование, полирование, алмазное точение).
22 

В процессе черновой обработки снимают основную массу металла и обеспечивают взаимное расположение поверхностей. Эта стадия связана с действием силовых и температурных факторов. После черновой обработки часто вводят операции термообработки для снятия внутренних напряжений. Целью чистовой обработки является достижение заданной точности поверхностей детали и точности их взаимного расположения. Основное назначение отделочной обработки – обеспечение требуемой точности и шероховатости особо точных поверхностей.
В общем случае обработку поверхностей детали рекомендуется производить в следующей последовательности:
1)создать базы для дальнейшей обработки, т.е. обработать поверхности, принятые за базы, используя первые операции технологического маршрута; при этом черновыми базами служат необработанные поверхности;
2)обработать поверхности, определяющие контур и габариты детали. На этом этапе следует снимать массу металла;
3)определить дальнейшую последовательность обработки поверхностей, руководствуясь системной простановки размеров. Прежде всего желательно обрабатывать те поверхности, относительно которых координировано большинство других поверхностей;
4)обработать все поверхности детали в последовательности обратной их точности, самая точная поверхность обычно обрабатывается в последнюю очередь;
5)учесть влияние термической обработки на технологический процесс путём введения дополнительных операций, так как после термообработки точность понижается;
6)выполнить обработку неосновных поверхностей (нарезание резьбы, снятие фасок и пр.) на стадии чистовой обработки;
7)обработать легко повреждаемые поверхности (наружные зубчатые или шлицевые поверхности и т.п.).
Сведения о характеристиках обрабатываемой поверхности и методах её обработки, о детали в целом дают возможность выбрать тип станка, вид инструмента, средства и методы контроля.
Количество возможных вариантов маршрута обработки детали может быть довольно большим. Все они различны по эффективности и рентабельности. Выбор варианта по этим показателям важен, но сложен и трудоёмок. Поэтому выбор окончательного варианта маршрута целесообразно основывать на типовом или заводском (базовом) маршруте с учётом типа производства (как правило, единичное или мелкосерийное производство) и использования универсального технологического оборудования.
23 

|
|
|
|
|
|
|
аб |
|
|
|
|
|
100 |
75 |
|
|
|
ЭО-3322.3542.007 |
Лит. Масса Масшт алФнцевая втулка у 1.2 1:2 |
Лист 1 Листов 1 |
латСь 45ГОСТ 1050-74 |
оКпировал Формат A3 |
|
|
10 |
|
|
|
|||||||
|
|
|
|
|
|
|
Подп. Дата |
|
|
|
|
|
|
|
|
|
|
|
окум. |
|
|
|
|
|
|
|
|
|
|
|
№ д |
|
|
|
|
|
|
|
|
|
|
|
Изм. Лист Разраб. Пров. Т.контр. |
Н.контр. Утв. |
|
||
|
-0,065 |
Rz40 |
|
|
|
|
|
|
|
|
|
|
46 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
15 |
|
|
|
|
|
|
|
|
|
|
|
15 |
|
|
|
|
|
|
|
|
|
115 |
|
|
|
|
|
|
|
|
|
|
|
101 |
48 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
z40 |
|
|
130 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
R |
|
|
|
|
|
|
|
|
|
|
|
|
36 |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
Э |
|
|
28 |
|
|
|
|
|
|
|
|
2453.2233-О |
-0,05 |
1.25 |
|
|
|
|
|
|
|
|
|
40 |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||
700. |
|
|
|
|
|
|
|
|
|
|
|
Прев.примен. |
Справ.№ |
Подп.идата |
Инв.№удбл. |
нив.№ |
Взам. |
Пдпо.идата |
Инв.№подл. |
|
|||
|
|
Рис. 1 |
|
|
|
|
|
|
|
|
|
|
Рис. 1. Рабочий чертёж фланцевой втулки |
|
|
|
|
|
|||||
24 

Рекомендуемые принципы разработки маршрута не являются обязательными и допускают творческий подход в каждом конкретном случае. Образец типового технологического маршрута механической обработки фланцевой втулки (рис.1) приведён в табл. 15.
Окончательный вариант маршрута оформляется в пояснительной записке в формате таблицы (табл. 16). Содержание операций описывается в соответствии с Правилами записи операций и переходов (ГОСТ 3.1702-79). Операции нумеруются числами 005, 015 и т.д.
Таблица 15
Технологическая схема обработки фланцевой втулки
Наименование |
Выбор баз |
Назначение операции |
|
операции |
|||
|
|
||
1 |
2 |
3 |
|
Обтачивание в |
Поверхность А (обеспечи- |
Обеспечение точного рас- |
|
два прохода бур- |
вающая концентричность |
положения поверхностей, |
|
тика Ø46-0,065, |
буртика Ø46-0,065) и торец |
выбранных в качестве тех- |
|
обтачивание |
Ø100, обеспечивающий раз- |
нологической базы (буртик |
|
фланца Ø100, |
мер 15 мм |
Ø46-0,065 и торец Ø100) от- |
|
подрезание тор- |
|
носительно поверхностей, |
|
ца фланца Ø100, |
|
которые останутся у окон- |
|
выдержав разме- |
|
чательно обработанной де- |
|
ры 15 и 20 |
|
тали черновыми (поверх- |
|
|
|
ность 1 и торец 2), с тем |
|
|
|
чтобы буртик Ø46-0,065 был |
|
|
|
обточен концентрично по- |
|
|
|
верхности А и торец Ø100 |
|
|
|
был подрезанв размер 15мм |
|
Сверление от- |
Буртик Ø46-0,065 (обеспечи- |
Обеспечение концентрич- |
|
верстия Ø15 |
вающий концентричность от- |
ности расположения отвер- |
|
|
верстия Ø15 относительно |
стия Ø15 относительно бур- |
|
|
буртика Ø46-0,065) и подре- |
тика Ø46-0,065 и перпендику- |
|
|
занный торец Ø100 (обеспе- |
лярность оси отверстия |
|
|
чивающий перпендикуляр- |
Ø15 относительно подре- |
|
|
ность оси отверстия Ø15 от- |
занного торца Ø100 |
|
|
носительно подрезанного |
|
|
|
торца Ø100) |
|
|
|
|
|
25 

|
|
Окончание табл. 15 |
|
|
|
|
|
1 |
2 |
3 |
|
Сверление че- |
Буртик Ø46-0,065 (обеспе- |
Обеспечение точного рас- |
|
тырех отверстий |
чивающий расположение |
положения отверстий Ø10 |
|
Ø10 |
отверстия Ø10 на окружно- |
на окружности Ø70, кон- |
|
|
сти Ø70) и подрезанный то- |
центричной наружной по- |
|
|
рец Ø100 (обеспечивающий |
верхности буртика Ø46-0,065 |
|
|
перпендикулярность отвер- |
и перпендикулярность их |
|
|
стий относительно подре- |
осей относительно подре- |
|
|
занного торца Ø100). Вза- |
занного торца Ø100; обес- |
|
|
имное расположение отвер- |
печение взаимного распо- |
|
|
стий под углом 90 обеспе- |
ложения отверстий Ø10 |
|
|
чивается соответствующим |
под углом 90 |
|
|
расположением направ- |
|
|
|
ляющих втулок для сверл |
|
|
|
в приспособлении |
|
|
Обтачивание |
Буртик Ø46-0,065 (обеспе- |
Обеспечение концентрич- |
|
Ø40,5 под шли- |
чивающий концентричность |
ности расположения Ø40,5 |
|
фование, подре- |
расположения поверхности |
относительно буртика |
|
зание торца, вы- |
Ø40,5 относительно буртика |
Ø46-0,065 и линейных разме- |
|
держав размер |
Ø46-0,065) и подрезанный то- |
ров 130 и 101 от подрезан- |
|
130 от подрезан- |
рец Ø100 (обеспечивающий |
ного торца Ø100 |
|
ного торца |
линейные размеры 130 и |
|
|
Ø100, и прота- |
101) |
|
|
чивание канавки |
|
|
|
Ø37 × 2, выдер- |
|
|
|
жав размер 101 |
|
|
|
Сверление |
Буртик Ø46 –0,065 (обеспе- |
Оси отверстий Ø8 должны |
|
двух отверстий |
чивающий пересечение оси |
пересекать ось детали и ле- |
|
Ø8 |
отверстий Ø8 с осью дета- |
жать в одной плоскости с |
|
|
ли), подрезанный торец |
осями отверстий Ø10 на |
|
|
Ø100 и одно из отверстий |
расстоянии 115 мм от под- |
|
|
Ø10 (обеспечивающее рас- |
резанного торца |
|
|
положение осей отверстий |
|
|
|
Ø8 и Ø10 в одной плоско- |
|
|
|
сти) |
|
|
Шлифование |
Буртик Ø46-0,065 (обеспе- |
Обеспечение концентрич- |
|
поверхности |
чивающий концентричность |
ности расположения по- |
|
Ø46-0,065 |
поверхности Ø40-0,05 отно- |
верхности Ø40-0,05 относи- |
|
|
сительно буртика Ø46-0,065) |
тельно буртика Ø46-0,065 |
|
Примечание. Все неуказанные размеры заданы в миллиметрах (мм).
26 

Запись операции начинается с глагола в неопределённой форме, характеризующего вид, метод обработки, затем идут названия поверхности, размерных данных и необходимой дополнительной информации.
Правила предусматривают полную форму записи (например: точить поверхность 42 до 41,4 предварительно под шлифование) и сокращённую (точить поверхность 42 до 41,4).
|
|
|
Таблица 16 |
|
|
Маршрут обработки детали |
|||
|
|
|
|
|
Номер |
Содержание |
Оборудование |
Приспособление |
|
операции |
операции |
|
|
|
|
Токарная: подре- |
|
Патрон 7100-0035 ГОСТ |
|
|
зать и зацентриро- |
|
2675-80 |
|
|
вать два торца |
Токарно- |
|
|
|
|
|
||
|
Точить поверхно- |
Центр А-1-2-Н |
||
005 |
винторезный |
|||
сти: 42 до 41,4, |
станок 1К62 |
ГОСТ 874275 |
||
|
||||
|
38 и 25 оконча- |
|
|
|
|
тельно |
|
|
|
|
|
|
|
|
Станок выбирают в соответствии с характером обработки, требованиями к точности поверхности на данной операции, размерами обрабатываемой детали, масштабом производства.
Размеры станка должны соответствовать размерам обрабатываемой детали. Необходимо стремиться к максимальному использованию производственных возможностей станка, т.е. наиболее эффективной эксплуатации станка по мощности и времени.
При выборе станка важными факторами являются его стоимость и себестоимость обработки на нём детали. При прочих равных условиях отдают предпочтение более дешёвому станку или станку, обеспечивающему минимальную себестоимость обработки. При выборе станков следует также учитывать необходимость использования имеющихся в наличии станков и реальную возможность приобретения того или иного станка.
В единичном производстве применяют универсальные станки, при серийном – специализированные, а при массовом – специальные (полуавтоматы, агрегаты и др.). В настоящее время широкое распространение получают многооперационные станки с ЧПУ, а для обработки корпусных деталей – обрабатывающие центры (ОЦ). Как правило, в станках такого типа смена инструмента производится автоматически: либо путем поворота револьверной головки, либо при помощи оператора.
27 

Применение такого оборудования является одним из основных средств автоматизации механической обработки. Следует помнить, что данное оборудование является высокопроизводительным и при его использовании необходимо оценивать степень его загрузки.
В работах [2, 18] приведены паспортные данные токарных, сверлильных, фрезерных, протяжных, зубофрезерных и зубодолбёжных, шлифовальных, хонинговальных и других станков.
3.1.5. Разработка технологических операций механической обработки
На данном этапе производится разбивка технологических операций на составляющие их переходы с выбором режущего инструмента, металлообрабатывающего оборудования оснастки (приспособлений).
Кроме этого, определяются режимы обработки, настроечные размеры, нормы времени на обработку, определяются точность обработки и соответствующий разряд работы, разрабатываются операционные эскизы и схемы наладок.
При уточнении содержания операции окончательно устанавливается, какие поверхности детали будут обрабатываться в процессе данной операции. Содержание каждой операции маршрута оформляется в виде табл. 17.
|
Содержание операции в переходах |
Таблица 17 |
|
|
|
||
|
|
|
|
Номер |
Содержание |
Режущий |
Технологи- |
перехода |
перехода |
и измерительный |
ческий эскиз |
|
|
инструмент |
|
1 |
005 Токарная |
|
|
|
|
|
|
|
Установить заготовку |
|
|
|
в трехкулачковом |
|
|
|
патроне |
|
|
2 |
Подрезать торец 1 |
Резец 2102-0006 Т15К6 |
Эскиз, |
|
|
ГОСТ18877-73 |
поясняющий |
|
|
|
переход |
|
|
|
|
3 |
Точить поверхность 2 |
Резец 2103-0008 Т15К6 |
Эскиз, |
|
|
ГОСТ 18879-73 |
поясняющий |
|
|
ШЦ1-125-01 |
переход |
4 |
… |
… |
… |
|
|
|
|
28 
При составлении табл. 17 следует учитывать следующее:
1.В графе «Содержание перехода» указывается номер наименования операции.
2.При наличии технологических эскизов запись содержания перехода допускается делать в сокращённой форме («Точить поверхность 2»).
3.Обрабатываемая поверхность обозначается символом (номером) в круге диаметром 6…8 мм, размещённом на выносной линии по нормали от контура поверхности в верхнем поле эскиза.
4.Контур обрабатываемой поверхности обводится сплошной линией удвоенной толщины (2S).
5.На технологическом эскизе указываются схема установки по ГОСТ 3.1107-81, размеры обрабатываемой поверхности, шероховатость.
6.Режущий и измерительный инструменты, выбранные для выполнения перехода, вписываются в соответствующую графу условным обозначением по ГОСТу.
8 7
9 |
|
|
|
|
|
|
|
|
6 |
|
|
|
60 |
|
|
|
|
|
|
||
|
|
0 |
|
|
|
|
|
|
||
|
|
|
3 |
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
5 |
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
0 |
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
4 |
|
|
|
|
|
|
|
0 |
1 |
|
5 |
|
|
|
|
|
|
0 |
|||
5 |
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11,а |
|
11,бб |
|
11,аа |
2 |
3 |
4 |
|
5 |
|
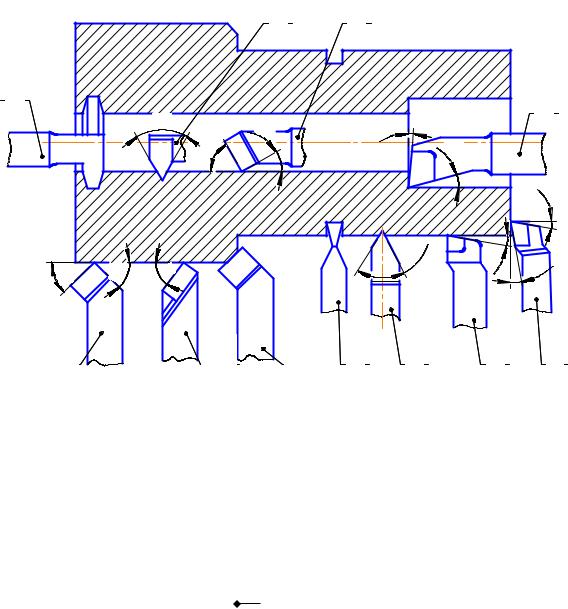
Рис. 2. Типы токарных резцов
Для каждого перехода операции выбирают соответствующий режущий инструмент. По справочной литературе определяют материал режущей части инструмента (например, твёрдый сплав Т15К6 или быстрорежущая сталь Р18 и др.), основные размеры. Тип и исполнение инструмента регламентируются ГОСТом. Например, при точении и растачивании могут применяться следующие типы резцов:
29 